高浓度焦化废水处理及再生回用技术
2012-11-22 05:55陈业刚谢广明
中国环保产业 2012年9期
陈业刚,谢广明
(上海东硕环保科技有限公司,上海 200233)
高浓度焦化废水处理及再生回用技术
陈业刚,谢广明
(上海东硕环保科技有限公司,上海 200233)
简述了国内大部分焦化厂目前采用的焦化废水处理组合工艺存在的问题,介绍了高浓度(未稀释)焦化废水处理的技术原理及工艺特点,结合工程应用实例,指出高浓度焦化废水处理及再生回用技术具有广阔的推广应用前景。
高浓度焦化废水;再生回用技术;应用前景
1 前言
焦化废水主要来自煤干馏、煤气净化及化工产品分离过程中所产生的剩余氨水、管道冷凝水和分离水,含有高浓度氰化物、硫化物、硫氰酸盐、酚、油、吡啶、喹啉、蒽等生物毒性物以及微生物难以降解的杂环与多环有机物,是典型的难处理工业废水。焦化废水中主要为剩余氨水(约占2/3),因含有高浓度氨氮,大部分焦化厂都设有蒸氨装置以回收氨水,经蒸氨后的废水统称为蒸氨废水,再与其它废水混合后进入废水处理系统进行处理。
因焦化工艺、焦煤品种及后续项目的不同,不同焦化厂的废水水质也有很大差异,污染物浓度范围为CODCr2500~5500mg/L、挥发酚300~1200mg/L、氰化物5~40mg/L、硫氰酸盐300~700mg/L、油50~200mg/L、氨氮100~300mg/L。
自《钢铁工业(焦化)水污染物排放标准》(GB13456-92)发布实施后,国内大部分焦化厂采用了重力及气浮除油前处理、A/O生化系统以及混凝沉淀深度处理的组合工艺,但大都存在以下问题:
(1)微生物去除效率低:一般自发性微生物对杂环及多环芳香族有机物的分解效率极低,绝大部分是靠生物污泥吸附后排泥去除,带来后续污泥处理问题。
(2)投资运行费用高:为降低毒性物对生化系统的影响,绝大部分焦化废水处理系统以添加1~2倍稀释水后的水质水量为设计条件,每CMD(m3/d)焦化废水的建设投资费用高达1.5万~1.8万元,部分焦化厂以增设芬顿氧化或活性炭吸附来应对,导致运行成本大幅提高,废水达标的直接运行成本高达20元/m3。
(3)生化系统不稳定:部分焦化厂不定期将含有高浓度硫氰酸盐的煤气脱硫废液排入废水处理系统,或用于配煤,使剩余氨水中含有数百甚至数千ppm的硫氰酸盐,稀释后浓度仍足以毒害微生物,生化系统长期受抑制及毒性冲击,很难恢复及维持原有生化代谢功能。
(4)现有气浮除油装置无法克服乳化油及硫化物所产生的泡沫溢流问题,大部分气浮装置持续运行效率不理想。乳化油及硫化物会抑制微生物活性,影响生化系统效率,并在好氧池产生大量泡沫。
2 焦化废水处理的技术原理及工艺
高效率、低投资及运行成本的高浓度(未稀释)焦化废水处理工艺技术,可在无重大事故冲击的条件下,保证系统生化出水COD浓度低于150mg/L、氨氮浓度低于5mg/L,深度处理后COD浓度可低于50mg/L、总氰化物可低于0.25mg/L,为焦化废水的回收利用奠定有力的条件。该技术的特点如下。
2.1 废水预处理方案
(1)降低毒性物浓度:于处理系统进水端设置硫酸亚铁还原混凝沉淀单元,亚铁可将溶解于废水中硫化物还原为固态的硫化铁、与氰化物形成络合氰化铁,硫酸亚铁具良好沉淀性及混凝功能,能使悬浮态的络合氰化铁形成絮体后沉淀去除,硫酸亚铁还具有破乳效果,可使废水中乳化油及分散油凝聚后便于浮除。
(2)改善气浮除油效果:废水中所含乳化油浓度较高时,可于气浮设施前再添加聚合氯化铝(PAC)等混凝剂,可强化乳化油破乳凝聚效果,气浮时不再产生无法消散的绵厚泡沫,使气浮设施得以发挥正常除油功能。
(3)提高负荷变化的承受能力:不同煤种、焦化批次及生产工艺参数的变化,都会造成焦化废水水质的剧烈变化,现有大部分焦化废水处理系统仅有约八小时容积的均质池,很难应对焦化废水水质变化的幅度及频率,故焦化废水处理系统设置较大调节池,有效容积至少在12小时以上,提高系统的抗冲击能力。
(4)加强事故废水的管控:建立并严格执行事故废水通报机制,避免事故废水对系统产生冲击。
2.2 生化工艺强化方案
基于焦化废水处理系统改造的成功经验,提出以厌氧氨氧化反应为主要工艺基础的A/O/O内循环组合生化工艺,可强化A/O生化组合工艺效率、弥补现有生化工艺的缺陷。工艺特性及强化内容如下:
(1)厌氧氨氧化过程中硝基氮以氨氮为电子供体还原为氮气,同时氨氮被氧化后成为氮气,除克服了传统反硝化需以特定有机物作为电子供体的问题外,超过30%的氨氮可直接在缺氧池去除,大幅减少了好氧池的曝气量及纯碱用量,有效节省了废水处理运行费用。
(2)A/O/O内循环组合生化工艺,就是在传统内循环A/O反应池后加一段好氧接触氧化池,不同处在于A池里加设生物膜填料,提供专性厌氧微生物所需的生存环境,确保有机物水解及厌氧氨氧化反应效率,同时也保留了内循环A/O反应池构造简单、造价低廉及硝化液回流电耗较低的优点。
(3)A池为完全混合式反应的厌氧接触池,可承受较大的污染负荷及毒性物浓度的冲击,运行稳定。
(4)改进布水工艺,减去了投资及运行成本高且维修不便的池底布水装置,减少污泥沉积,不会因布水器堵塞导致废水短流,影响缺氧池功能。
(5)增加一段好氧接触氧化池,利用生物膜兼具厌氧与好氧生化反应的功能,进一步水解及氧化剩余的难降解有机物及去除氨氮。
2.3 强化微生物性能
HSB(High Solution Bacteria)高效微生物为焦化氨氮废水治理关键技术,其主要特性如下:
(1)HSB高效微生物将来源于大自然的百余种微生物筛选及驯化后,依其生化代谢关系,进行调配组合而成。苯环及长链有机物的开环、断链水解反应快,有机物降解效率远高于常规自发性微生物,故可直接处理高于常规生化法数倍浓度的有机废水。
(2)经多项实际工程运用证实,HSB对毒性物的耐受能力远高于常规自发性微生物,可承受较高浓度的氰化物、硫氰酸盐、硫化物及酚等毒性物,故可直接处理未经稀释的焦化废水。毒性物质对HSB高效微生物的抑制浓度限值见表1。
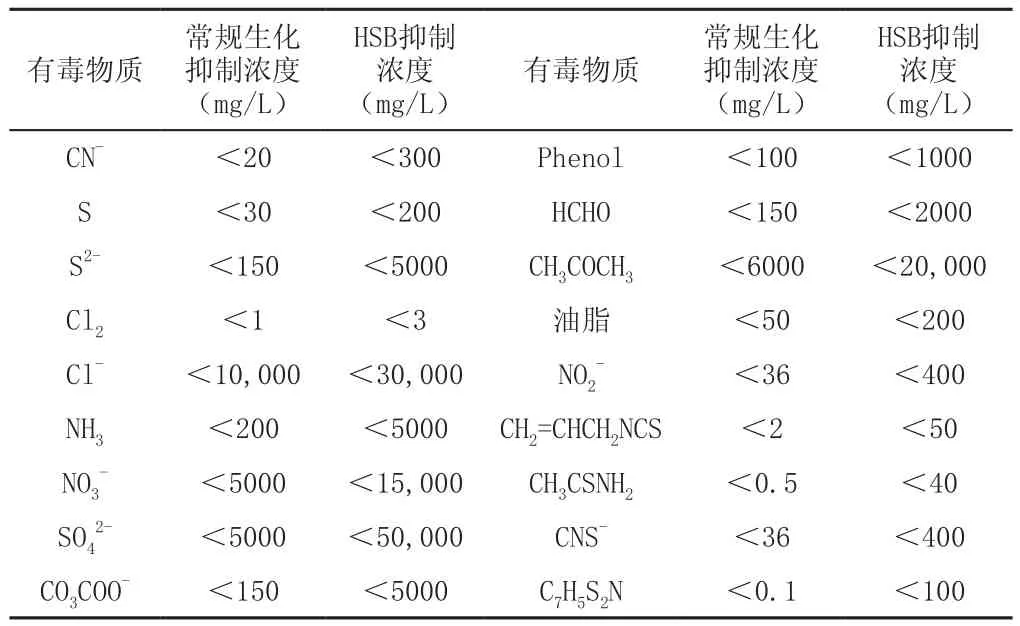
表1 毒性物质对HSB高效微生物的抑制浓度限值
(3)HSB高效微生物具有完整的硝化、反硝化及厌氧氨氧化菌群,氨氮去除效率高于常规自发性微生物,故可有效处理C/N较低的焦化及煤化工废水。
(4)HSB高效微生物所形成的污泥紧实,传质速度快,所需溶解氧仅为常规自发性活性污泥的1/2;HSB高效微生物污泥中杂类生物少、稳定性高、沉降性佳,产泥量仅为传统活性污泥的1/20~1/10。
(5)HSB对自然生态环境无危害性,处理能力、安全性及经济性均优于市场上其它高效微生物制剂或生物添加剂。
2.4 深度氧化及再生回用处理技术
(1)电絮凝生物组合工艺:经电絮凝能稳定去除现行焦化废水二沉池出水(生化系统出水)中60%的COD及部分无机盐,并有效改善了剩余有机物的可生化性,出水后再加MBR、BAF或BAC等生化工艺,可确保最终出水符合新排放标准,并达到RO等除盐工艺的进水水质要求。中试实验也证实,稀释越少、含盐分越高的焦化废水,电絮凝的处理效果越佳,去除每单位COD的电耗也较低,故电絮凝法更适合未稀释焦化废水的处理,即使二沉池出水COD浓度高于200mg/L,电絮凝可将其稳定处理至100mg/L以下,再借生化工艺可处理至50mg/L以下。
(2)臭氧生物活性炭工艺:如完全按照前述工艺新建或改造,二沉池出水COD浓度可确保稳定在120~150mg/L,可用臭氧将大分子有机物氧化为小分子有机物,再利用活性炭曝气生物滤池将其去除,使其达到除盐工艺的进水水质要求。
(3)膜分离技术:采用膜分离技术,将焦化废水进一步回收及浓缩,根据不同水质情况和水量平衡计算,最高回收率可达到92.5%,剩余浓水采用系统内冲灰、冲渣等消化掉,或进入蒸发塘及蒸发器等系统。相关工程案例已经在首钢京西焦化项目及山西焦化总厂付诸实施。
3 工程应用案例
3.1 杭钢集团1200m3/d焦化废水处理项目
该项目的各项指标见表2。

表2 杭钢集团焦化废水处理项目指标
3.2 重钢2400m3/d焦化废水处理项目
该项目的各项指标见表3。
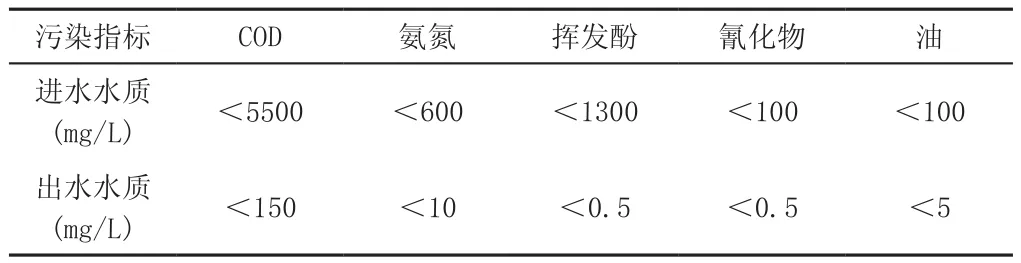
表3 重钢焦化废水处理项目指标
3.3 乐山圣达1200m3/d焦化废水处理项目
该项目的各项指标见表4。
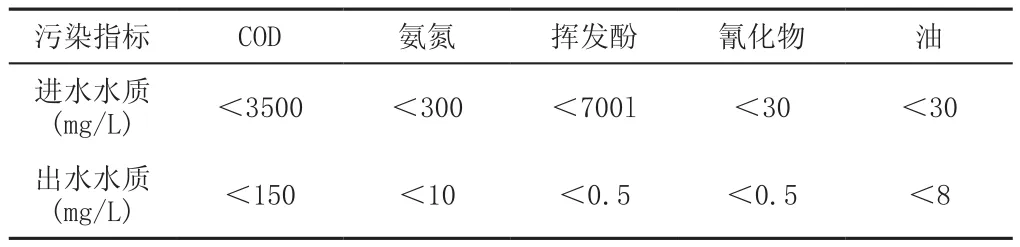
表4 乐山圣达焦化废水处理项目指标
3.4 攀钢集团3600m3/d焦化废水处理项目
该项目的各项指标见表5。
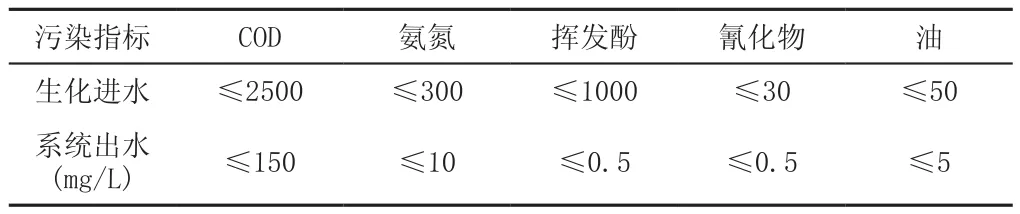
表5 攀钢集团焦化废水处理项目指标
3.5 首钢京唐公司4800m3/d焦化废水处理项目
该项目的各项指标见表6。

表6 首钢京唐公司焦化废水处理项目指标
HSB技术现已成功运用于十余家焦化废水处理工程(见表7),工程正常状况下的生化出水COD浓度均低于150mg/L以下,好氧曝气电耗较未使用HSB前节省50%以上,为业主省下了大量稀释用水、电耗、深度处理用药及污泥处理等运行成本。
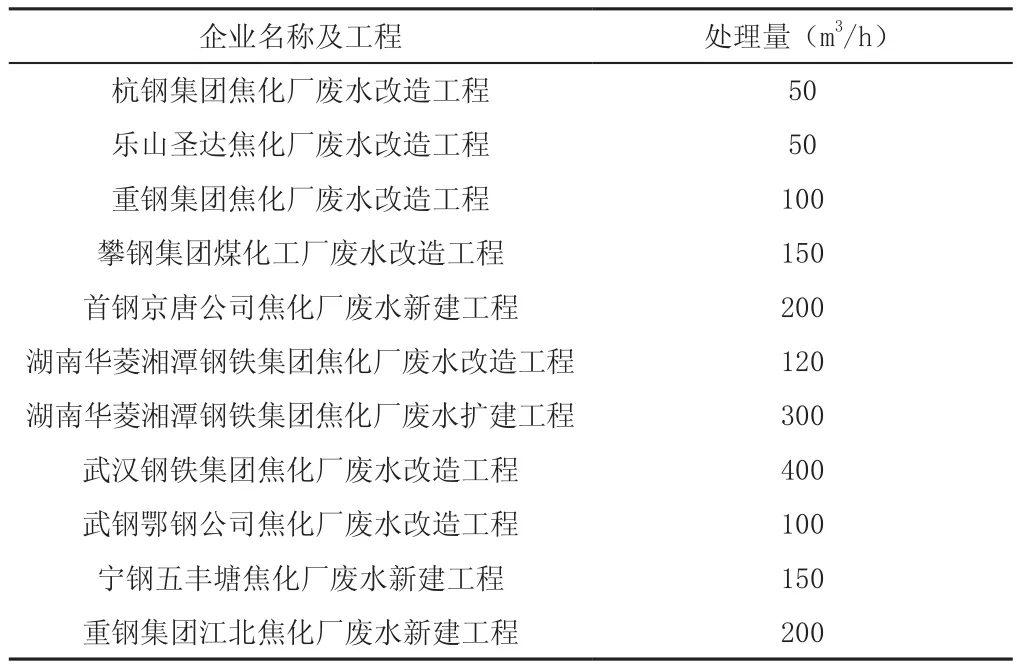
表7 HSB焦化废水处理案例
4 发展前景展望
近年来,随着焦化产业的整并及政策的推动,所有新建或扩建焦炉均已按《焦化行业准入条件》的规定采用干熄焦工艺,而现有焦炉也基于能源回收效益的考量,纷纷进行干熄焦的改造,未来焦化废水已无熄焦用途,加上各地环保部门纷纷出台更严格的焦化企业废水排放标准(COD<50mg/L)以及酚氰废水(蒸氨废水)零排放的规定,焦化企业将面临更大的废水处理及回用成本压力。
高浓度(未稀释)焦化废水处理工艺技术,可将工程投资成本控制在1.2万元/CMD以下,约为现行稀释处理工艺的70%;直接运行成本可低于10元/m3,约为现行稀释处理工艺的60%。此外,不稀释或少稀释焦化废水,可再节省稀释水回收处理的浪费性工程投资费用,更减少了除盐工艺的浓排水处理问题,因而该技术的推广应用前景十分广阔。
Coking Wastewater Treatment with High Concentration and Recycling Technology
CHEN Ye-gang, XIE Guang-ming
(Shanghai Denovo Environment Protection Co., Ltd, Shanghai 200233, China)
The article explicates the problems existed in the integrated technology of coking wastewater treatment in coking plant in our country, introduces the technical principle of coking wastewater treatment with high concentration and technical characteristic, points out that coking wastewater treatment with high concentration and recycling technology bear the wide popularization and application prospect in combination with engineering example.
coking wastewater; high concentration; wastewater treatment; recycling technology; application prospect
X703
A
1006-5377(2012)09-0021-04
猜你喜欢
化工管理(2022年14期)2022-12-02
有色金属(矿山部分)(2021年4期)2021-08-30
山西化工(2021年2期)2021-05-15
昆钢科技(2020年6期)2020-03-29
皮革制作与环保科技(2020年14期)2020-03-17
皮革制作与环保科技(2020年14期)2020-03-17
创新作文(1-2年级)(2019年1期)2019-07-04
农药科学与管理(2019年10期)2019-04-20
绿色科技(2017年2期)2017-03-23
山东工业技术(2016年15期)2016-12-01