
带钢张力辊张力及功率的计算
2012-11-18 13:29侯建锋
中国重型装备 2012年3期
侯建锋
(济钢集团重工机械有限公司,山东 250101)
在带钢生产过程中需要计算带钢张力辊的张紧力及各辊轮所消耗的功率,并且要根据生产工艺要求对张力辊张紧力进行调节,从而生产出优质带钢,提高生产效率。
1 工作原理
张力辊的设计计算主要是计算张力的变化规律及各辊传动力。带钢包绕在张力辊上,在包绕接触处产生摩擦力,使出口张力与入口张力按某种规律变化,借此改变张力数值,对机组张力实现控制。
2 压辊压力的计算
压辊压力由压紧油缸提供,

式中 N——压辊压力;
P——液压缸工作压力,P=7 MPa;
A——液压缸活塞面积。
由N 产生的摩擦力f 为:
f=N×μ=35 168×0.15=5.3 kN
式中 μ——摩擦系数,μ=0.15。
带钢经过张力辊后,进口处张力为10 kN 并被放大,放大的值取决于张力辊的结构、辊面材质、传动功率等。张力放大系数λ 是张力辊的放大能力,是张力计算的重要参数,与带钢在辊轮上的包角α 有关。
式中 e——自然对数的底;
μ——带钢与辊轮的摩擦系数;
α——带钢在辊轮上的包角。
图1 所示为带钢在辊轮上的缠绕情况。
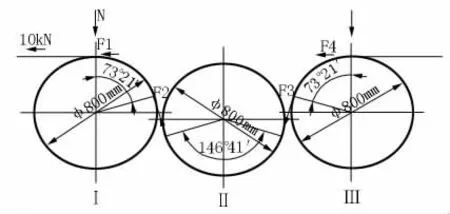
图1 带钢在辊轮上的包绕情况Figure 1 Wrap around situation of strip steel on each roller
2.1 计算张力
已知进口处的拉力为10 kN,计算张力F1:

当F1与F2之间的包角为73°21'时,张力放大系数λ1为:

根据包角与力的关系,计算F2:

当F2与F3之间的包角为146°41'时,张力放大系数λ2为:

计算F3:

F4与F3的包角为73°21',张力放大系数与λ1相同,计算F4:

辊轮所受的摩擦力等于松紧边的拉力差。
2.2 计算带钢弯曲变形力损失
带钢达到弯曲极限时的弯曲变形力为:

式中 M——带钢弯曲极限变形力;
Re——带钢的屈服强度;
b——带钢的宽度,取带钢的最大宽度;
h——带钢的厚度,取带钢的最大厚度。
可计算得出张力损失:

式中 D——辊轮直径。
2.3 计算弯曲变形压力
式中,f=0.285 m;l=0.77 m;h=0.004 m;b=1.307 m。
代入公式得P=41 755 N
压力产生的摩擦力:Q=P×μ=6 kN
3 所消耗功率的计算
每个辊轮上都相应的增加了变形产生的损失力,计算功率时每个辊上都应加上相同的损失力。
根据公式计算出各辊轮所消耗的功率为:
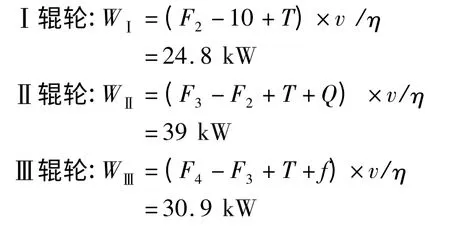
式中 v——带钢的速度,v=2 m/s;
η——传动效率,通常取0.85~0.9,此计算取η=0.85。
4 结论
张力辊在连续作业的带材精整机组中使用越来越广泛。通过设计过程中的计算及分析,能够得到较精确的张力值及张力变化、入口和出口张力,从而更好的控制张力辊张力,合理配置机组设备,使整个机组的张力得到合理匹配,降低整个轧制机组的能耗,提高产品质量。
[1]成大先主编.机械设计手册.化学工业出版社,2003,9.
[2]陆瑛.中厚板矫直技术的发展.宽厚板,2002,6.
[3]邱宣怀主编.机械设计.高等教育出版社,1997,7.
猜你喜欢
大电机技术(2022年3期)2022-08-06
少儿科技(2022年4期)2022-04-14
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
河北电力技术(2021年2期)2021-07-29
中学生数理化·八年级物理人教版(2021年3期)2021-07-22
马克思主义哲学研究(2021年2期)2021-06-05
水泵技术(2021年6期)2021-02-16
新世纪智能(高一语文)(2020年9期)2021-01-04
中华诗词(2018年4期)2018-08-17
