
成品油长输管道冬季焊接防护措施
2012-11-14 07:50:48李志飞
电焊机 2012年4期
刘 辉,周 翠,李志飞
(1.CPE新疆石油工程建设有限责任公司 压力容器厂,新疆 克拉玛依 834000;2.西南石油大学,四川 成都 610500)
成品油长输管道冬季焊接防护措施
刘 辉1,周 翠2,李志飞1
(1.CPE新疆石油工程建设有限责任公司 压力容器厂,新疆 克拉玛依 834000;2.西南石油大学,四川 成都 610500)
宁夏石化成品油外输管道工程沿线耕地较多,为降低成本,需在气温较低的冬季耕地、无经济作物时施工。冬季焊接施工主要采用焊前预热、使用防风棚、保持层间温度、焊后后热保温和挡板封堵等措施保证质量。对L245管线钢采取上述措施保证焊接质量,焊接接头经力学试验和射线探伤检测,一次性合格率99.64%,符合质量标准要求。既保证了冬季焊接质量,又控制了施工成本,经济和社会效益明显。
长输管道;冬季焊接;防护措施
0 前言
随着油气资源的不断开发与利用,作为安全、经济、有效的油气运输手段,成品油长输管道得到了快速发展。宁夏石化成品油外输管道采用常温密闭顺序输送工艺,输送油品为宁夏石化分公司生产的93#汽油、0#柴油、-10#柴油和-20#柴油。干线起于宁夏回族自治区的银川市西夏区(中银管道银川原油末站),途经宁夏石嘴山、内蒙古乌海、阿拉善、巴彦淖尔,止于巴彦淖尔的临河末站。油品外输管道工程设计压力6.4 MPa,使用L245管线钢。L245管线钢是在普通低碳钢和普通低合金高强度钢的基础上添加了微量(含量不大于0.20%)的合金元素(主要是强烈的碳化物形成元素,如Nb、V、 Ti等),从而使钢材具有良好的综合力学性能、焊接性和抗腐蚀性能[1],常用于四川等西南地区输气管道的建设。西南地区冬季温度较高,基本不影响其在冬季的焊接,然而西北冬季的气温较低(见表1),焊接施工时必须考虑防护措施,因此研究L245管线钢的冬季焊接防护措施就十分必要。
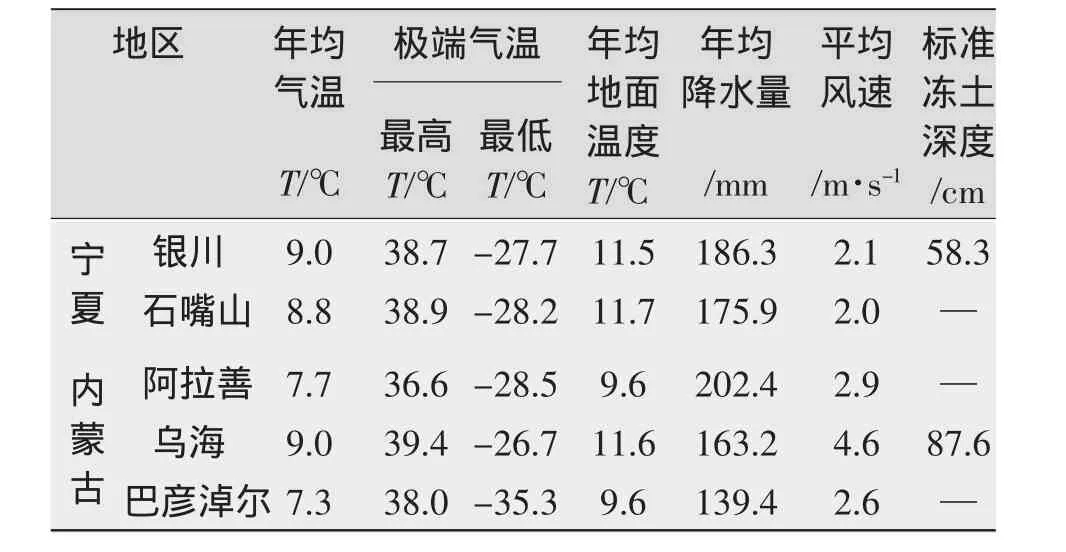
表1 管道沿线天气情况
1 冬季焊接难点和解决措施
1.1 冬季焊接难点
(1)温度较低,母材受气温影响,焊接时易出现冷裂纹。
在-15℃进行焊接操作时,因环境温度过低,在焊接过程中会出现母材和焊缝受热不均匀,使母材和焊缝局部产生应力集中,在熔合区出现冷裂纹。
(2)环境条件恶劣,产生气孔、夹杂等缺陷。
现场施工基本上是在野外沙漠和荒地中进行。由于风的影响,在焊接过程中,母材中的C和空气中的O发生化学反应,生成的CO会继续与O发生反应产生CO2气体,且不能及时溢出,将在焊缝中形成CO2气孔。受风的影响,熔池金属液成型不规则,熔渣出现在熔池中形成夹杂。
(3)焊后冷却速度过快,易产生氢致裂纹。
由于温度过低,焊后冷却速度较常温快,虽然使用低氢型焊条焊接,但空气中的水和氢气将与焊条中的CaF2反应生成HF,这是低氢型焊条的脱氢反应,用于控制焊缝中氢的含量。但由于冷却速度增大,焊缝焊后冷却时间变短,冷却速度增大,脱氢反应不彻底,使焊缝中氢的含量比常温焊接时高,易产生氢致裂纹。
1.2 解决措施
(1)使用防风棚。
在长输管道焊接中,防风棚是使用最多也是最有效的一种防护措施。传统管线焊接的移动电站都配备有焊接防风棚,在防风棚内施焊有利于提高焊接质量,减少环境因素对焊接质量的影响。
(2)焊前预热。
本工程焊接规程中未要求进行焊前预热。在常温下焊接,L245管线钢因焊接性良好,强度不高,无需预热焊缝性能就能达到GB50369-2006规定要求;但在冬季施工时,由于气温较低,为避免出现冷裂纹等焊接缺陷和应力集中现象,给后面试压等工序带来风险,采用了焊前预热方法。预热能够有效防止冷裂纹,但合理选择预热温度十分重要。预热温度过高,一方面恶化了劳动条件,另一方面在局部预热条件下,由于附加应力的产生反而促使产生冷裂纹[2]。因管径小,考虑成本之后采用自制加热器预热,预热温度100℃~130℃,预热宽度大于等于100 mm。
(3)层间温度。
在焊接过程中,根焊后3 min内开始进行填充盖面,始终保持层间温度在80℃以上,如果不能及时进行填充盖面,施焊前需对已冷却的焊道进行加热,保证焊缝受热均匀。
(4)后热保温。
焊接条件下,加热和冷却速度都比较快,必然会对金属的相变产生较大影响[3]。冬季焊接在温度较低的情况下,焊后冷却速度更快,对金属相变会产生更大的影响。为了改善焊接热影响区组织,应采用后热保温的措施来降低冷却速度。施工中使用环形加热器进行后热,后热后使用自制的保温套进行焊后保温,保温时间24 h,保温套是耐热帆布里面填充石棉网,经济有效,如图1所示。

图1 焊接后热保温
(5)挡板封堵。
在焊接组对前使用自制可拆卸钢挡板封堵管端,控制管内风速,避免因管内风速过大造成焊接质量问题。
2 试验材料和焊接工艺
2.1 母材
试验用L245管线钢规格φ 219.1mm×5.6 mm,由宝鸡钢管厂生产,化学成分和力学性能见表2、表3。
2.2 焊接材料
采用大西洋生产的E6010和E5015(J507)焊条,规格φ 3.2 mm,化学成分和力学性能见表4、表5。
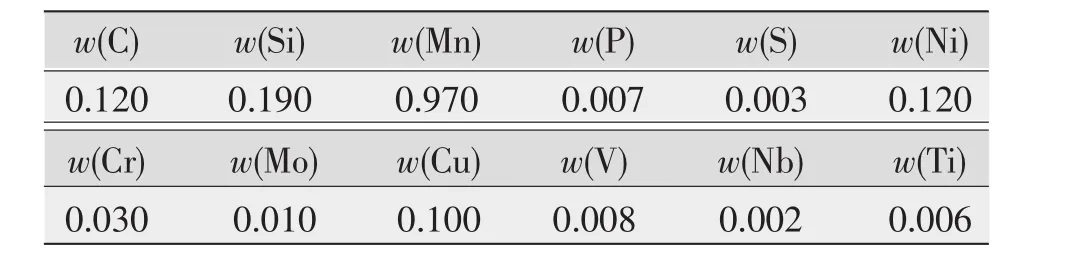
表2 L245管线钢化学成分 %

表3 L245管线钢力学性能
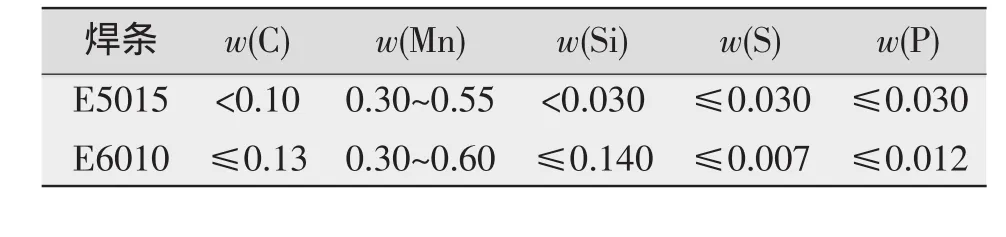
表4 焊条化学成分%
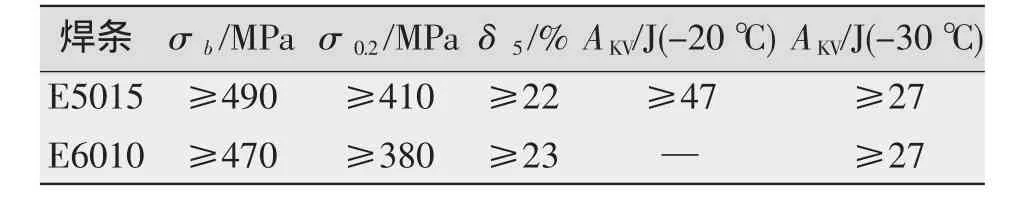
表5 焊条金属力学性能
2.3 焊接工艺规程
采用焊条电弧焊,纤维素焊条根焊+低氢型焊条填充、盖面,根焊与填充焊间隔时间小于5 min,层间温度大于等于80℃,焊接工艺参数见表6。在温度-18℃、风速10m/s时,采用上述措施进行现场焊接。

表6 焊接工艺参数
接头形式为对接,V型坡口,坡口角度60°±5°,钝边0.5~1.5 mm,间隙2.0~3.0 mm。焊接坡口如图2所示,焊接层数见表7,顺序如图3所示。
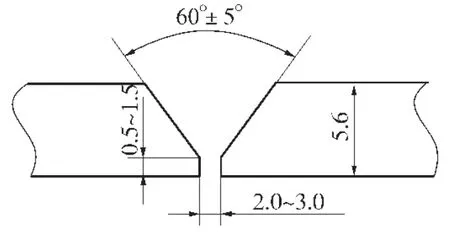
图2 焊接坡口

表7 焊接层数
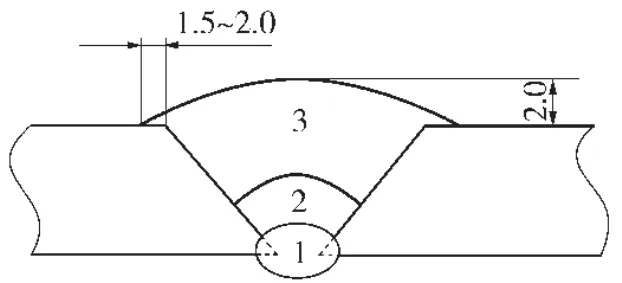
图3 焊接顺序
3 焊接结果
3.1 力学性能试验
截取无损检测合格的焊接接头进行拉伸、冷弯、刻槽、硬度等力学性能试验,结果见表8~表11。试验结果符合GB50369-2006《油气长输管道工程施工及验收规范》要求。
3.2 检测结果
2011年12月1日~2012年1月15日焊接的3 326道焊口,经方圆检测公司检测,一次性合格率高达99.64%,其中Ⅰ级片子2823张,Ⅱ级片子491张。

表8 拉伸试验
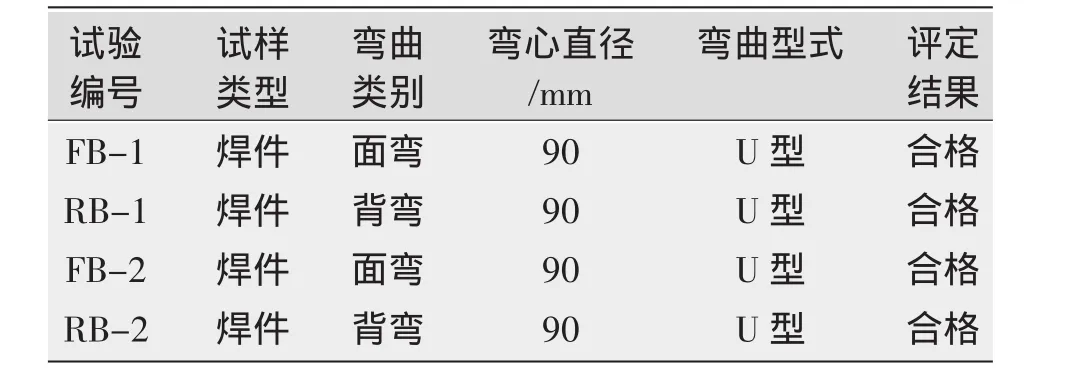
表9 冷弯试验

表10 刻槽试验
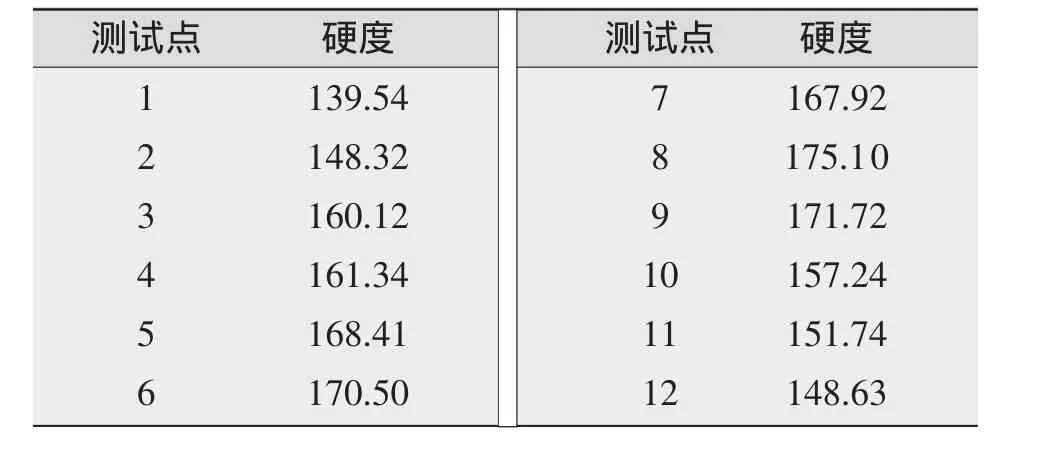
表11 维氏硬度HV
4 结论
在工程中采取防护措施后,工程质量得到保证,各项性能均符合设计要求,焊后缺陷明显减少,一次性合格率上升3%。
采用防风棚、焊前预热、焊中加热,焊后后热保温和使用防风挡板之后,在冬季低温下能够进行正常焊接,且未出现冷裂纹、氢致裂纹和气孔等焊接缺陷。这些措施有效地提高了焊接质量,控制了施工成本,保证了工期进度。
[1]康小兵.微合金元素铌、钛对低碳微合金钢组织——性能影响的研究[D].鞍山:鞍山科技大学,2005.
[2]张文钺.用平板刚性拘束试验测定焊接冷裂纹敏感性的研究[J].天津大学学报,1985(2):69-77.
[3]张文钺.焊接冶金学[M].北京:机械工业出版社,1999.
Protective measures of welding in winter of long-distance refined oil pipeline
LIU Hui1,ZHOU Cui2,LI Zhi-fei1
(1.Pressure Vessel Factory,CPE Xinjiang Petroleum Engineering Construction Co.,Ltd.,Karamay 834000,China;2.School of Graduate,Southwest Petroleum University,Chengdu 610500,China)
Along the pipeline engineering of refined oil transportation produced by Ningxia Petrochemical Corporation,there are many cultivated lands,in order to reduce the cost,the pipeline engineering should be constructed in winter when the temperature is low and there are no cash crops.Welding in winter construction mainly takes measures such as preheating,windbreak shelter,keeping interpass temperature and post welding heat treatment,flap closure and so on,to ensure the welding quality.When the measures accounted above are used in the welding of L245 pipeline steel,the radiographic inspection test and mechanical properties of weld joint one-time qualified quality reaches 99.64%,which can satisfy the quality standards.Moreover,after the quality assurance measures are taken in the winter construction,the quality of the weld has been improved,the cost has been reduced and following great economic and social benefits.Key words:long-distance oil and gas pipeline;welding in winter;precaution measures
TG47
B
1001-2303(2012)04-0090-03
2012-02-20
刘 辉(1987—),男,四川南充人,学士,主要从事油气长输管道及储罐焊接的工作。
猜你喜欢
基层中医药(2021年3期)2021-11-22 08:07:58
石油化工管理干部学院学报(2021年6期)2021-08-06 07:11:44
小哥白尼(趣味科学)(2021年11期)2021-02-28 08:34:58
装备制造技术(2020年4期)2020-12-25 05:25:46
石油化工自动化(2018年5期)2018-11-14 02:34:26
石油化工建设(2017年1期)2017-05-04 04:03:36
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
云南科技管理(2015年5期)2015-12-22 10:34:38
焊接(2015年11期)2015-07-18 11:12:46
