新型针刺非织造技术研究进展
2012-10-29 03:29周玉珊
化纤与纺织技术 2012年2期
周玉珊, 陈 军
(1.天津工业大学纺织学院,天津 300160; 2.欣龙控股(集团)股份有限公司,海口 570125)
针刺技术是第一代传统的非织造布生产技术,起源于19世纪后半期,该技术是利用带有倒钩的刺针对纤网进行反复穿刺,使纤网之间相互缠结而使纤网得到加固的一种方法[1]。针刺法非织造布表面平整,具有良好的强力、密度和弹性以及耐磨性、舒适性、屈挠性、透气性和各向同性,呈多层三维网状结构,其产品广泛应用于地毯、保温材料、过滤材料、土工布、铺装辅料、合成革基布、油毡基布、造纸毛毯、汽车内衬材料等。传统针刺技术已发展得相对成熟,但国内企业在针刺机的植针密度、针刺频率、幅宽等方面还有较大提升空间。近年来,国外的大型非织造设备企业在针刺技术方面进行了大量研发工作,开发了多种先进的新型针刺技术,比如德国Dilo公司、奥地利Fehrer公司等。本文主要介绍德国Dilo公司、奥地利Fehrer公司等开发的几种针刺新技术,为国内的针刺技术的研发提供一定帮助,促进我国针刺技术的发展。
1 Dilo公司的针刺技术
1.1 Hyperpunch针刺技术
Dilo公司自1995年ITMA上首次展出Hyperpunch椭圆针刺技术,近年来不断改进,其优越性越来越明显,此技术是最近十多年来针刺技术上的重大突破。图1是椭圆形运动轨迹的针刺机针刺区,其主要特征是针板横梁由2个偏心机构驱动, 刺针不再单纯垂直向运动, 在纵向的子午面内作垂直和水平向二维运动,其轨迹由一条直线改变为近似于椭圆状,其水平向的移距适应纤网步进量,在时空上与其很好配合,从而显著减少纤网的拉伸,实现优质高产。
针刺法非织造布的主要技术缺陷之一是断针现象,导致针刺机生产效率下降和非织造布质量恶化,Hyperpunch椭圆形针刺技术很好地克服了这一现象。Dilo公司设计的针板专用传动机构是Hyperpunch系统的基础,确保刺针在针刺纤网过程中的运动轨迹为椭圆形;其次是托网板和针刺机剥网板上的孔眼,使其具有沿着被加工材料运动方向排列且呈长腰形的特征。Hyperpunch原理可使构架材料受到的来自刺针的损伤大大降低,刺针折断数量显著减少,使得针刺非织造布的质量得以改善。此工艺对于400 g/m2甚至更高克重的非织造布都能适应,能耗也较低,表观质量不亚于纯水刺效果,其产品主要应用于医疗卫生、过滤材料等领域[2]。目前国内有不少企业进口了德国Dilo公司的椭圆针刺机,其产品应用在高温过滤等方面。
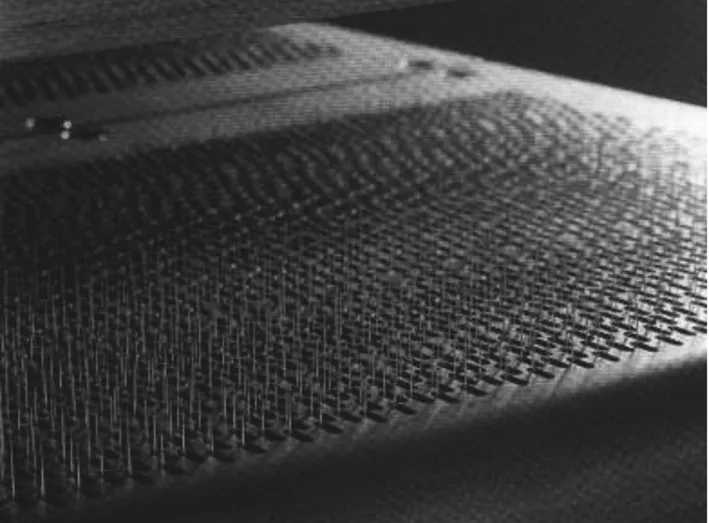
图1 椭圆形运动轨迹的针刺机针刺区
1.2 Hyperlacing针刺技术
Hyperlacing针刺技术是一种针板横梁作圆形运动的圆形针刺设备(图2)。 该系统利用Cyclopunch针刺单元提供的新型针梁动力学原理,控制刺针沿圆形轨迹进行针刺。一条Hyperlace生产线由几个Cyclopunch针刺机组成,每个Cyclopunch配备有4个针板,两块由上往下刺,另两块由下向上刺。每米工作宽度上约排列2万枚刺针,每枚刺针只有一个深度为0.02 mm的倒钩,刺针每次只带动一根纤维,这种特性使得纤维絮片中的每根纤维都可在高针刺密度下进行针刺纠缠。其工作原理如图3所示。该技术可进行高密度针刺加工。与其他针刺技术相比,Hyperlacing技术特点在于:(1)加大了针刺的步进量,适应高速生产的需要,喂入速度可达50~60 m/min,输出速度可超过100 m/min;(2)纤维适应性强,适用于细度为1.7~3.3 dtex的合成纤维或棉花;(3)可成功加工克重范围为30~80 g/m2(最低至25 g/m2)的低克重非织造布,其表观质量不亚于纯水刺效果;(4)极高的植针密度,高达20,000枚/米/板,生产效率更高;(5)新型针梁运动的运动学概念,针梁既没有连杆, 也没有导向装置[2];(6)整条生产线需要6~8台圆形针刺机,但也可分段处理,可以高速生产轻薄型针刺非织造布,产品表面具有极高的耐磨性[3]。
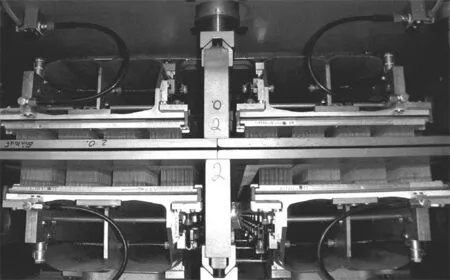
图2 Hyperlacing针刺技术
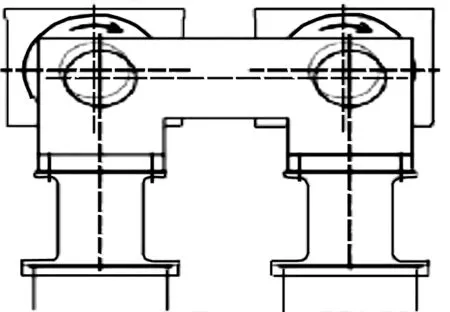
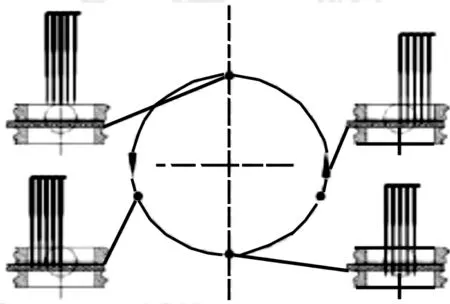
图3 Cyclopunch的驱动原理及针刺轨迹
目前随着国内高温过滤材料需求量的持续增长,关于椭圆或者圆形运动针刺机的需求量很大,但大部分企业的这类型设备依赖于进口。我国的非织造设备制造商应该看到这个难得好机会,加大投入创新,生产自己的先进设备。
1.3 针刺起绒技术
德国Oskar Dilo公司推出采用Di-lour和Di-loop新型针刺技术的起绒设备[4]。采用此项技术,带有图案的花式针刺起绒地毯得以问世,并很快推向市场。针刺起绒非织造布的生产工艺技术可以说是一种高新技术,无论国外还是国内尚处于发展研究阶段。在传统针刺机中,承托纤网的托网板上钻有Φ=3.5~6.5 mm的孔眼,以利刺针的通过,如图4。这种方法生产的产品存在“针结”和牵伸现象,且托网板的孔眼越大则针结越明显。在生产过程中若因牵伸过大或刺针对不准孔眼中心则会造成断针现象,还会出现牵伸率大、针痕针迹明显等产品质量问题。
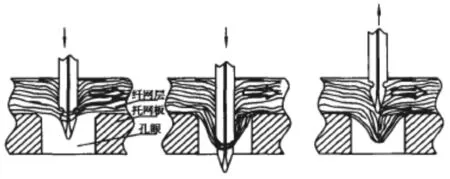
图4 托网板上纤网及刺针运动示意图
针刺起绒技术是以传统的针刺方法为基础,由无数根Φ=0.130~0.20 mm尼龙丝组成的毛刷帘代替拖网板(见图5),是一种生产具有接近机织布一样的柔软度和贴服性以及丰满的绒毛感的针刺法非织造布新型的针刺加工方法,见图6[5]。
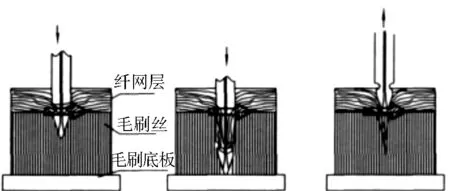
图5 毛刷上纤网及刺针运动示意图
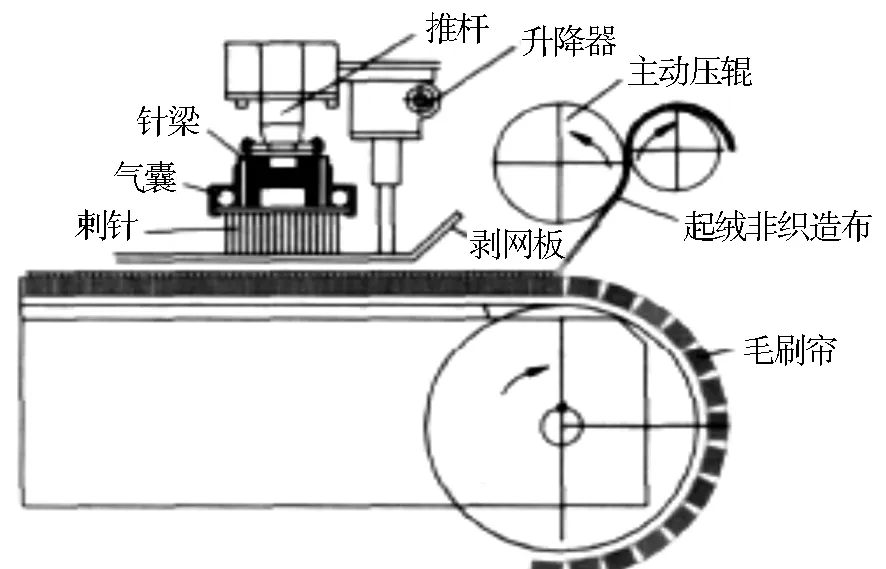
图6 针刺起绒技术生产示意图
针刺法起绒非织造布的生产工艺流程主要包括坯布生产流程、起绒生产流程和后整理生产流程,其生产工艺流程如下[5]:
(1)坯布生产工艺流程
油剂
↓
纤维→开包机→粗开松机→混棉箱→精开松机→给棉机→梳理机→铺网机→预刺机→倒刺机→切边卷取机→半成品
(2)起绒生产工艺流程
发料机(放卷机)→绒毛针刺机(→烫光机)→卷取机→半成品
(3)后整理生产工艺流程
发泡机
↓
发料机(放卷机)→上胶机→红外线预烘+拉幅定型机→卷取机→成品
当刺针的钩刺带着纤维穿入毛刷层时,刺针针尖把毛刷丝挤开,刺针周围的毛刷丝则把刺针周围的纤维托住,只有钩刺能钩住的纤维才能进入毛刷丝里面,当刺针抽回时,被“夹住”在毛刷丝里面的纤维经过剥离之后,即形成绒毛的一面。针刺越深则绒毛越长。纤网附着在毛刷上面并与毛刷帘一起作水平方向运动,而刺针是与毛刷帘表面方向作垂直运动。从图5可以看出,毛刷外面的纤维层形成较小的纤维“销钉”,而毛刷丝里面则是细散的绒毛。使用这种方法生产的产品具有手感柔软、丰满、贴服性好、强度高等特点,不存在牵伸现象,不易断针。目前针刺起绒技术主要用于生产汽车内饰材料、鞋材等方面。
2 Fehrer公司的针刺技术
Fehrer(菲勒)公司是世界上最早研制成功具有组合式全封闭传动机构的高速针刺机的公司。该公司主要的针刺技术有HI针刺技术、最大针刺频率达到3 000次/min 以上的高速针刺机以及起毛针刺技术、地毯针刺机、造纸毛毯针刺技术等。
2.1 HI针刺技术
HI针刺技术是Fehrer的专利技术,其特点是采用弧形针板和垂直的刺针,使纤网在不同的角度下针刺,制成产品的质量明显提高,其主要优点是针刺深度增加。由于针板方向不断改变,纤维进行再排列,杂乱及缠结效果均比传统的平板针刺好,可以以较少密度达到高质量的效果。在同样针刺密度下产品的强度和密度都相对提高,在针刺多层纤网时,它可确保层与层之间具有较好的缠结效果。因此采用这种设备可以减少针刺道数,投资和维修费用均可减少。另外,采用弧形多孔板,针刺时可防止纤网跳动,增加纤网的稳定性和减少幅宽的收缩,同时可降低针刺密度,加大步进距离,提高产量。该设备对机械制造的要求很高,包括安装调试等需要很高的精度,据称采用这种设备,纵横向强力比可达1 ∶1,可广泛用于土工布、人造革、过滤材料、鞋衬、汽车内饰材料和造纸毛毯等的加工[6]。
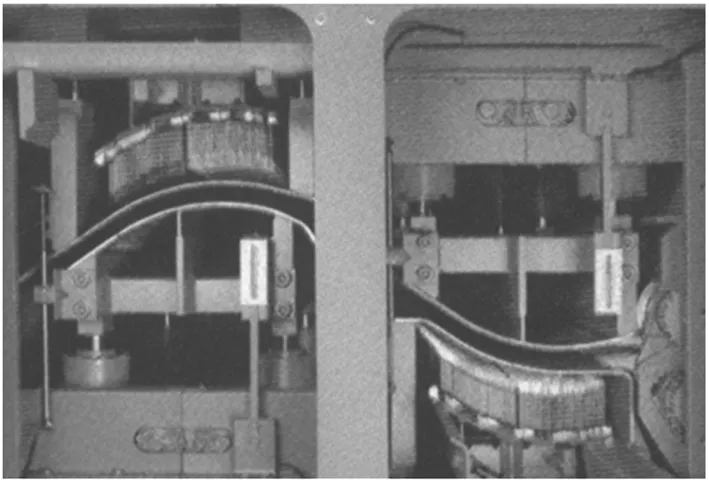
图7 Fehrer公司的“HI”弧形针板针刺区[7]
2.2 Carpet Star技术
NL11/Twin-SE Carpet Star属于提花针刺机,它通过两个独立运行的针刺区生产出高质量的罗纹及丝绒制品。根据对表面的质量要求,使用Carpet Star来生产罗纹制品,产量可高达单板机的3倍,它更可在一道工序下同时加工罗纹与丝绒组合图案。Carpet Star具有精密的传动系统,提高生产速度,并适用在小图案循环产品上。两个针刺区按预定图案通过电子方式相互进行调节,从而使花纹灵活性得到了最大程度的保证。Carpet Star的运转速度可达1 500 r/min,工作幅宽2.4~5.6 m,标准冲程30 mm。使用NL11/Twin-SE Carpet Star可降低投入费用[2]。
3 国外其他的先进针刺技术
欧瑞康纽马格公司针对自动化和高效率的需求,开发了一款全新的名为Stylus的针刺机,它可以在一台机器上实现不同的驱动方案(通过一个按钮选择垂直或椭圆驱动针板),将传统针刺和椭圆轨迹针刺整合于一身,并且通过采用新的配针方案优化布针格局,允许模块化设置所需选项及进入全新的维护和设置程序[3 ]。这套技术使得投资成本更低,资金回收周期更短。
Ernst Fehrer博士发明的NL9/S-H1/RB 型反向钩刺针刺机,在单一的下刺式针刺区域内引入了上下针刺的工艺概念。其原理是针板上正常钩刺和反向钩刺的刺针交替摆放,在下刺冲程时普通钩刺的刺针按常规方式针刺,而上行冲程时反向钩刺的刺针则使单束纤维反向运动,向上穿刺。Ernst Fehrer 博士为钩刺设计了特殊的形状,并对刺针作了特殊的涂层处理,克服了反向钩刺刺针对刺针本身及刺针之间容易积灰的敏感性,使得这种正反向钩刺组合的针刺工艺可生产表面平整、特殊强度类型的新型针刺产品[8]。
4 结 语
我国是非织造布的生产大国,但还不是强国,产品和设备的转型升级是企业发展主流。虽然针刺非织造布生产具有投资少、见效快等特点,但是针刺行业内的竞争很激烈,仅仅依靠传统的成本和价格优势,很难保持以往的竞争地位,只有不断创新才能保持产品的先进性和企业的竞争力。我国近几年对于针刺机的研究有了不少成就,但针刺机的植针密度、针刺频率、幅宽等方面和国外存在很大的差距,国内针刺非织造设备制造商应该提升自己的核心竞争力,大力发展关键技术,打出中国自己的品牌。Dilo、Fehrer等外国公司对针刺技术的研究在针刺领域处于先进地位,有很多地方值得我国针刺设备生产研发企业学习借鉴。通过不断地学习、借鉴、总结、提炼,我国的非织造设备制造商、非织造产品生产商一定能走出自己的特色的道路,我国的非织造行业一定能做得更好。
[1] 郭秉臣.非织造布[M].北京:中国纺织出版社,2006.
[2] 李波, 王秀荣, 李彦.针刺非织造布技术与市场现状[J].纺织导报, 2007(2): 88-92.
[3] 赵永霞.非织造设备的技术改进及发展动向[J].纺织导报, 2008(12): 84-92.
[4] 冷纯廷.针刺起绒复合非织造布汽车内饰材料的生产工艺技术研究[J].非织造布, 2007(4):11-13.
[5] 杨长辉.起绒非织造布的生产技术及其应用[J].非织造布, 2006(4): 38-42.
[6] 国外工业用非织造过滤材料的发展动向[J].纺织导报,2010(10): 63-65.
[7] 柯勤飞, 靳向煜.非织造学[M].上海:东华大学出版社.2004:93-95.
[8] 殷保璞, 吴海波.针刺工艺的创新设计[J].国外纺织技术, 2002(2): 88-92.
猜你喜欢
中国民间疗法(2021年1期)2021-04-20
纺织科学研究(2021年1期)2021-03-19
产业用纺织品(2019年11期)2019-04-16
产业用纺织品(2017年2期)2017-04-24
生活用纸(2016年6期)2017-01-19
生活用纸(2016年5期)2017-01-19
东华大学学报(自然科学版)(2015年2期)2015-08-24
现代纺织技术(2015年6期)2015-02-28
中医研究(2014年8期)2014-03-11
中国中医药现代远程教育(2014年17期)2014-03-01