
“中断宏程序插入”功能在数控机床加快生产节拍上的应用
2012-10-20 14:10:52黄风
制造技术与机床 2012年1期
黄 风
(武汉三菱工控技术服务中心,湖北武汉 430070)
为了加快生产节拍,生产厂家要求其使用的数控专用机床在正常的全自动加工程序下,还要通过外部操作随时驱动某一轴的运动。在基于三菱M70数控系统的基础上,笔者为其开发了数控系统中的“中断宏插入”功能,“手动自动同时有效功能”,“手动定位功能”,将3种功能结合使用,满足了客户的要求。
1 专用数控机床的工作要求
某客户的数控专用机床,采用三菱M70数控系统,有3运动轴,其中第2轴做上料架轴。该机床的全自动工作程序如下:
N10 M20——上料架前进上料;
N20(正常加工循环+上料架退回原位装料);
N30 M80——上料架前进卸料+上料。(这一工步的动作包括上料架前进卸下已经加工完毕的工件并执行第2工件上料)。
在全自动的加工循环中,最后一步的“上料架前进卸料+上料”动作是必须等待工件加工完毕后才执行,而观察实际生产过程,“上料架前进”的动作可以提前执行。生产方要求,只要工人装料完毕,就使上料架前进到“上料工位”,待上一工件加工结束后,直接卸下,换上“待加工工件”,这样就节省了“上料架前进”的这一段时间,加快了生产节拍。
2 M70数控系统的“功能开发”
对于M70数控系统而言,这一要求的实质是:在自动加工过程中,只要接到某一外部操作信号,就启动某一轴运动,而且,正常的加工过程不受影响,照常运行。而在通常的加工程序中,各轴的运行是按照预先编制“加工程序”的指令运行的。不受外部信号的影响。
如何才能满足客户的要求呢?
2.1 启用 M70CNC的“中断”功能
M70CNC中的“中断功能”是指在正常加工程序执行过程中,一旦接到外部中断信号,就停止执行当前正常程序,转而执行预先编制的“中断程序”,在“中断程序”执行完毕后又返回执行“主程序”。
如果将中断功能设置成为在主加工程序的“当前程序段”执行完毕后,再执行中断程序,这样可以不影响主加工程序的连续性。
P9200是一种常规的中断程序:
中断程序P9200
N10 G90 G1 Y1000 F300——Y轴前进到上料工位。
N20 M99
这一中断宏程序显然不能满足客户要求,因为正常主程序被停止转而执行上料轴的动作,实际加工时间没有减少反而影响了正常的加工过程。实用的“中断程序”必须没有时间上的占用,即该中断程序只发出“启动上料轴前进”的指令,不等该轴运动到位(运动到位由别的方式检测),就结束中断程序,返回主程序。
2.2 启用手动-自动同时有效功能
“手动自动同时有效功能”——这一功能是指在自动模式下,使某一轴的手动功能也有效,手动功能包括“JOG点动模式”、“手轮模式”和“手动定位模式”。为满足客户的要求,可以使用“手动定位模式”。
在“手动定位模式”下,可以预先设定“定位位置”,只要发出启动信号,就可以直接运动到该位置。
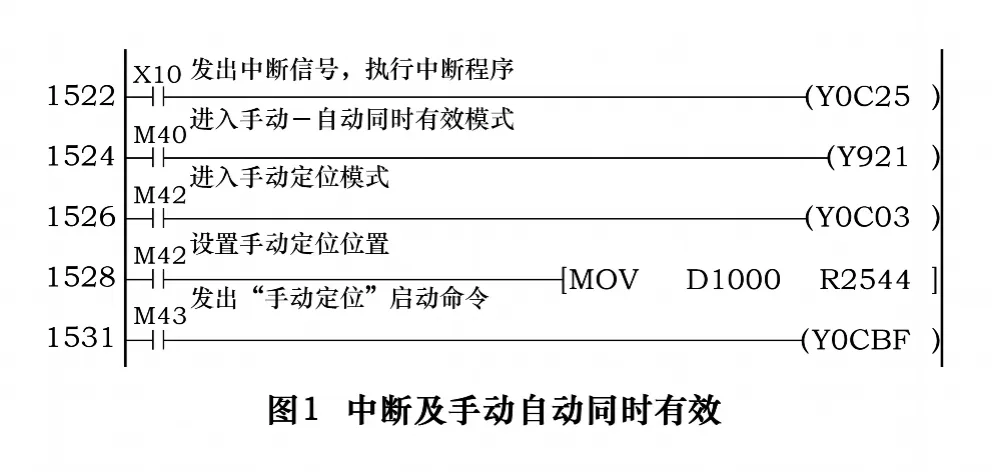
这样,“中断程序”可以编制如下:
P9300——中断程序
N10 M40——进入“手动自动同时有效”模式;
N20 M42——设置手动定位模式的运行位置,坐标系,速度,插补方式,加减速时间;
N30 M43——发出“启动”指令;
N40 M99——中断程序结束,返回主程序。
P9300这一中断程序能够满足客户要求,该中断程序全部使用M指令,对M指令的处理全部在PLC程序后台处理完成,不占用执行加工程序的时间,从表面上看,主加工程序一直没有停顿执行。
相关的PLC程序编制如图1所示。
3 M70 CNC中使用“手动定位模式”的关键
使用“手动定位模式”要在PLC程序内做大量的设置,PLC程序的编制相对繁复。
在三菱M70CNC数控系统中,与“手动定位模式”有关的接口如下:
(1)手动定位模式——YC03(PTP)
当YC03=ON时,系统进入“手动定位模式”。“手动定位模式”可以在“自动-手动同时有效”状态中使用;“手动定位模式”与其他的“手动”模式不同,由于它具有“定位”的功能,所以与定位有关的因素都必须进行设定。
(2)运动轴的选择
在实际操作中首先必须选定需要进行手动定位的轴,这需要在PLC程序中处理。M70系统提供了3个“手动定位”操作站,就象大型设备有3个手轮一样。所以必须选择“手动定位”操作站。再选定运动轴。运动轴的选择信号如下:
YCA0~YCA7——第1站相关信号(轴选择);
YCA8~YCAF——第2站相关信号(轴选择);
YCB0~YCB7——第3站相关信号(轴选择)。
(3)定位距离的设定;
下列3个文件寄存器用于设置各轴的运行位置:
R2544——第1站移动距离;
R2548——第2站移动距离;
R2552——第3站移动距离。
在PLC程序中必须向以上的R寄存器里写进需要运行的距离。如图1。
(4)高速加减速模式——YCB8
当需要高速加减速时,YCB8=ON。但使用高速加减速模式时机床常常会引起伺服系统报警。故一般YCB8=OFF;在程序中可以不编制。本例中设置YCB8=OFF。
(5)轴独立运行——YCB9
当两个以上的轴同时定位时,需选择是联动还是独立运行。当YCB9=ON时,各轴独立运行;当YCB9=OFF时,各轴联动运行。本例中设置YCB9=ON。
(6)运行速度的确定——YCBA
当YCBA=OFF时,运行速度为手动运行速度,即与JOG点动运行相同的速度;当YCBA=ON时,运行速度为自动运行速度(F),即在自动模式下用F指令指定的速度。本例中设置YCBA=OFF。但本运行速度是否有效要取决于“YCBB(CXS4)”。
(7)快进速度选择——YCBB(CXS4)
当YCBB=OFF时,运行速度为快进速度,并且快进倍率有效。即相当于G0的速度。定位动作一般是采用快进方式的;当YCBB=ON时,运行速度由YCBA确定。本例中设置YCBB=OFF。
(8)坐标系选择——YCBC(CXS5)
既然是定位,就必然需要确定坐标系。YCBC就是用于确定所采用的坐标系。当YCBC=OFF时,采用机械坐标系;移动量以机械坐标系为准;当YCBC=ON时,采用工件坐标系;移动量以工件坐标系为准。本例中设置YCBC=OFF。
(9)绝对值/增量值的选择——YCBD
当YCBD=OFF时,选择绝对值,这时YCBC所确定的坐标系有效;当YCBD=ON时,选择增量值,这时移动量与坐标系无关,而只与当前位置有关。本例中设置YCBC=OFF。
(10)启动/停止——YCBF/YCBE
当以上所有的限制条件都设定完毕后,还有2个最重要的信号:“启动”和“停止”。
YCBE是一个B接点信号。当YCBE=OFF时,轴移动停止。而且当YCBE从OFF变成ON时,轴又重新开始移动。这与“自动暂停”的功能不同,需要特别注意。如果不需要停止,就不必对此编程。
当YCBF=ON时,定位运动开始。注意,这个信号的下降沿脉冲有效。
当然,这是最重要的信号。
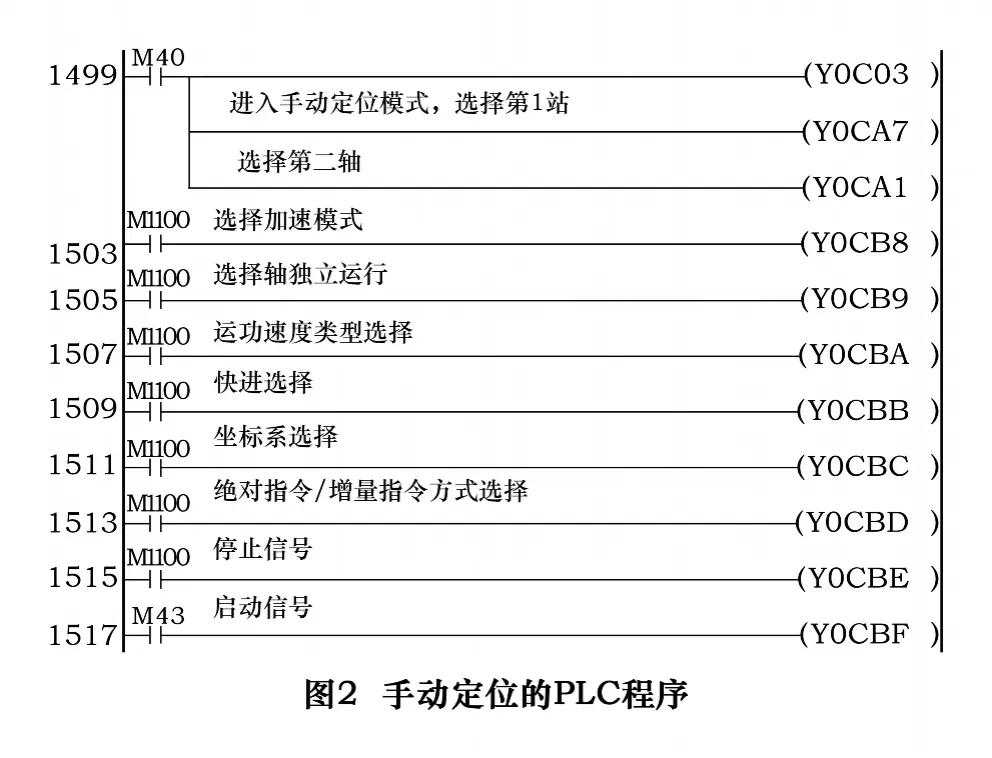
在对以上各接口的定义充分理解后,编制PLC程序如图2所示。
4 结语
为了满足客户对加快生产节拍的要求而在M70数控系统的基础上开发了“中断功能”、“手动-自动同时有效功能”、“手动定位功能”。通过巧妙地编制主加工程序和PLC程序。实现了客户的要求。该专用机床经过2年的使用,反映良好。
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30 07:07:16
橡塑技术与装备(2021年12期)2021-06-24 09:30:34
橡塑技术与装备(2021年1期)2021-01-05 04:00:56
河北省科学院学报(2020年4期)2020-03-19 02:02:38
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
