回转式空气预热器转子变形原因分析及处理措施
2012-10-19 05:44梁帮平张东刘占淼
综合智慧能源 2012年3期
梁帮平,张东,刘占淼
(安徽华电宿州发电有限公司,安徽 宿州 234101)
0 引言
某电厂装设2台600 MW超临界燃煤汽轮发电机组,锅炉由东方锅炉集团有限公司制造。每台锅炉配置2台受热面旋转的三分仓回转式空气预热器,根据美国C-E空气预热器公司技术进行设计和制造。空气预热器型号为LAP13494/883,转子直径为13494 mm,质量约592 t,其中转动质量约440 t(约占总质量的75%)。回转式空气预热器为下中心筒驱动,由主电动机驱动,辅助电动机和气动马达备用,转速为 0.99 r/min。
在锅炉运行中,会遇到空气预热器意外跳闸停运或按计划停运进行设备检修的问题,在意外跳闸时,若不能快速恢复空气预热器的运转,则面临转子永久变形的问题。在停运空气预热器时,常规逻辑要求停运该侧空气预热器的送、引风机及一次风机;而在实际运行中,部分正压直吹式制粉系统需要较高的一次风压来维持锅炉运行,单侧一次风机不能满足运行要求。单台一次风机运行时,因一次风压较高,在并风机时极易发生抢风、失速而导致锅炉灭火。作者根据停运空气预热器而不停一次风机的检修经验,摸索出一套快速修正转子变形的技术方案,以保证设备的安全、稳定运行。
1 空气预热器抢修过程
2010年10月28日,该厂运行巡检人员发现#1锅炉1A空气预热器辅助电动机轴承异音,判断为轴承损坏,决定在低负荷时停空气预热器检修、更换轴承。初步方案为:停空气预热器,拆除空气预热器辅助电动机联轴器(7 min),投运空气预热器,更换轴承后停运空气预热器,连接空气预热器辅助电动机联轴器,正常投运空气预热器,检修工作结束。
抢修过程如下:
2010-10-29 T 01:30,#1A引风机停运。
01:33,#1 A空气预热器主驱动电动机停运,空气预热器停转,空气预热器入口烟门关闭。
01:55,辅助电动机联轴器拆除工作结束,人工盘车发现转子卡涩盘动困难,气动马达、辅助电动机、主电动机启动均不成功,开始人工盘车。
01:56,停运#1A送风机,关闭送风机出口挡板。
01:59,关闭空气预热器出口热一次风挡板。
在抢修过程中,发现空气预热器转子向烟气侧倾斜严重,转子主轴偏移2 mm,与靠近烟气侧的透盖发生无间隙挤压。3个扇形板跟踪装置均提到最高位,但3个扇形板检测到的转子与扇形板之间的间隙差别较大,最大处差别4 mm,转子T形钢已不平直,空气预热器基本盘转不动,由此判断空气预热器转子变形严重。
针对空气预热器转子变形情况,采取了热风倒灌使空气预热器转子均匀回暖的抢修措施。2010-10-30 T 12:20,空气预热器主马达启动成功。在整个检修过程中,2台一次风机未停运。
在抢修过程中,采取各种技术措施后风温情况与转子盘动情况见表1。
从表1可以看出,在二次热风未倒灌前的9 h,转子仅盘动了7/10圈,9 h内故障无减轻迹象。开始热风倒灌的30 min,转子卡涩就有减轻迹象,倒灌1 h后,转子温度基本均匀,盘动已经很灵活,再过30 min后,成功启动了空气马达。热风倒灌的效果非常显著。
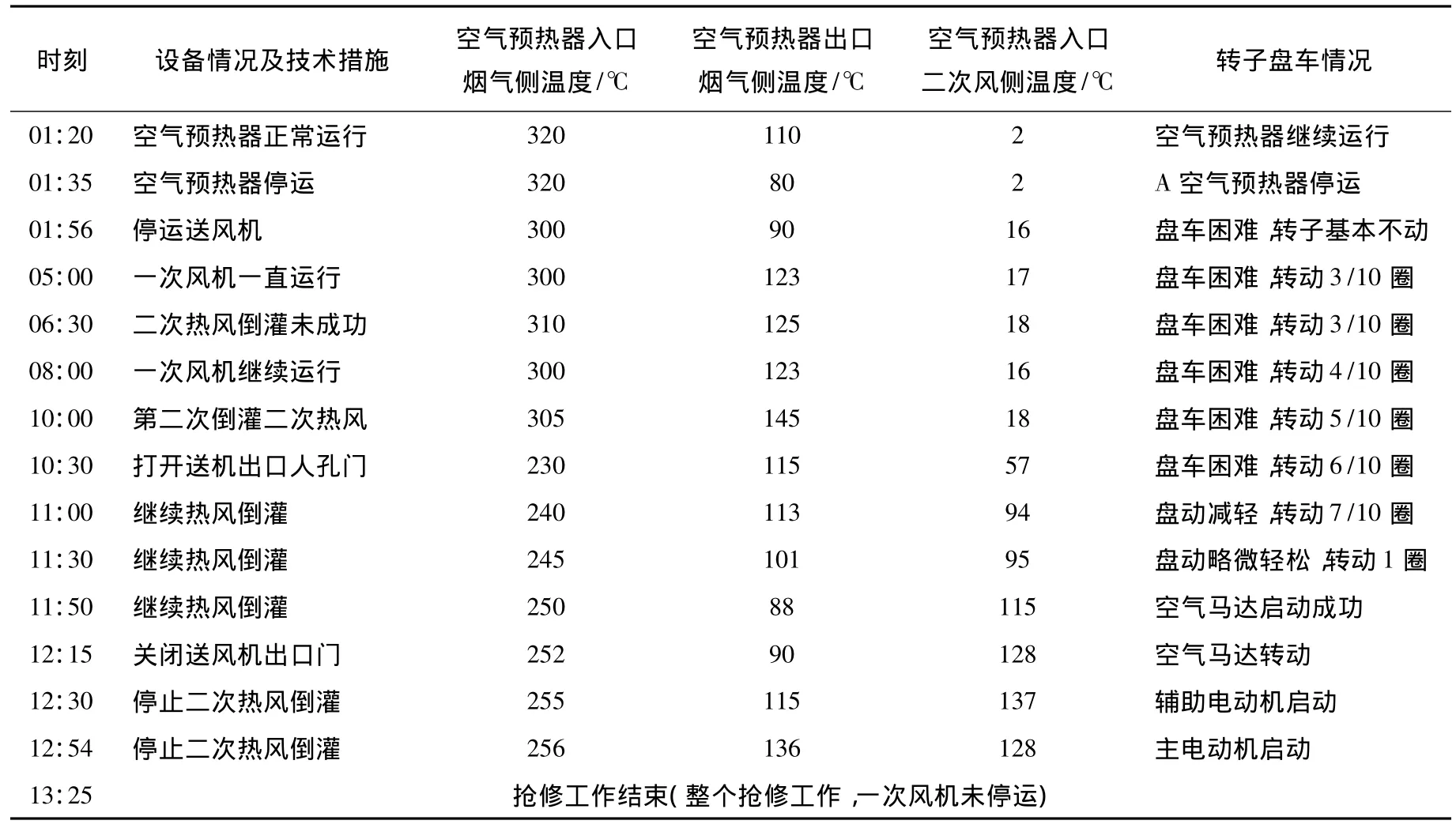
表1 抢修过程中采取各种技术措施后风温情况与转子盘动情况(2010-10-30)
2 空气预热器转子变形原因分析
空气预热器正常运行时,各处变形是均匀的,整个转子呈蘑菇状下垂,各处间隙调整合格后,转子不会发生卡涉现象,热态运行时的效果如图1所示。
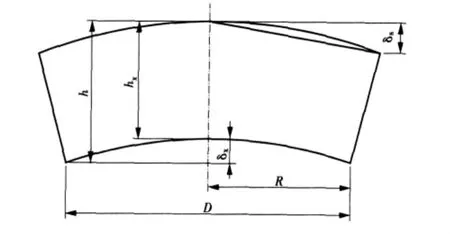
图1 空气预热器正常运行时的变形
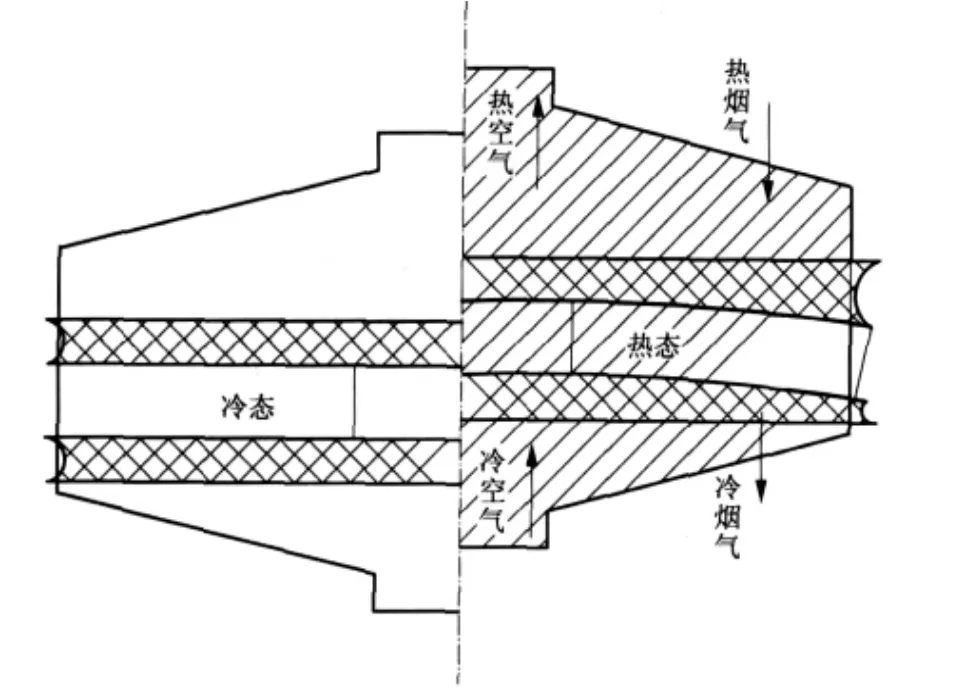
图2 空气预热器非正常停运时的变形
空气预热器不正常停运时,一侧为热态另一侧为冷态,在两端温差下,转子会发生如图2所示的变形:烟气侧高温区转子中心筒向上膨胀,转子外缘向下膨胀,转子在高温烟气侧为蘑菇状变形,低温空气侧不发生变形,整个转子呈扭曲状变形。
空气预热器转子运行时的变形规律为

式中:γ为转子变形量,mm;Δt为预热器冷、热端温差,℃;h为转子高度,m;R为转子半径,m。
转子高度h和转子半径R都是固定的,所以,转子变形量γ与预热器冷、热端温差Δt成正比。
根据公式计算停运时烟气侧和空气侧转子的变形量如下:
烟气侧转子变形量 γ1=(0.006×240/1.9)×6.5 ×6.5=32(mm);
空气侧转子变形量 γ2=(0.006×60/1.9)×6.5 ×6.5=8(mm)。
转子在烟气侧和空气侧的变形量相差24 mm,转子呈扭曲状不对称变形;同时,转子外部的机壳也受温度的影响同步膨胀,烟气侧高温区机壳膨胀大,冷空气侧温度低,机壳几乎不膨胀。当在烟气侧膨胀下垂了32mm的转子转到未膨胀下移的冷空气侧机壳时,发生刮擦、挤压,阻力增大,转子盘动困难。
引起转子变形的原因分析如下:
(1)对检修风险估计不足,对更换轴承抢修时间过于乐观,认为检修工作5~8 min就能结束。根据以往经验,空气预热器停转5~8 min影响不大,不会产生空气预热器变形。抢修时因螺栓锈蚀拆卸困难,辅助电动机联轴器脱开,结果检修耗时达20 min。
(2)在空气预热器停运时,送风机联跳逻辑保护被解除,送风机未能及时停运,冷二次风继续对空气预热器转子降温达23 min;空气预热器出口热一次风门未能及时关闭,冷一次风持续对空气预热器转子降温达26 min。
(3)停运时烟气侧温度为320℃,空气侧温度为2℃,两侧温差太大,加上空气预热器转子自重较大,转子变形严重,不符合停运空气预热器的常规逻辑。
3 处理过程
空气预热器转子发生变形后,该厂立即投入了大量人力进行人工盘车,因转子变形严重,人工盘动极为困难。在气动马达助力的情况下,需要4~5人才能勉强盘动一点,盘车5 h转子仅能盘动90°,从烟气侧热端转动到空气侧的转子被冷风迅速冷却,转子的变形未能改观。
在盘车的前期处理过程中,运行人员试图让热风倒灌入空气预热器,使转子均匀回暖而缩小变形量。通过打开送风机的动叶和出口挡板来进行调节,未见效果,8 h内转子仅能盘动半圈。
经过讨论,分析了热风倒灌无效的原因,决定提高二次风箱风压继续倒灌热风来缓解转子的变形。采取关小燃尽风,关小各层小二次风箱挡板,彻底关闭停用各层燃烧器二次风门的办法来提高风压和流速,以满足炉膛氧量。最终使空气预热器前、后的压差提高到1.3 kPa,热空气开始从二次风道倒流,经过空气预热器、送风机排入大气。空气侧空气预热器转子温度迅速上升,在温度升高到50℃时,为防止送风叶柄轴承的油脂被热空气加热损伤,关闭了送风机的动叶和挡板,在挡板后打开人孔门,使热空气绕开了送风机本体而排往大气。30 min内热风温度与烟气侧温度达到同步,约160℃。由于一次风机通道较小且关闭了空气预热器热一次风出口挡板,热一次风通道内的空气不流通。空气预热器转子内烟气侧和二次风通道侧占空气预热器流通面积的85%,85%的流通面积内转子温度相同,极大缓解了转子的变形量。20 min后转子变形较为均匀,人工盘动大为减轻。再过10 min后,空气预热器气动马达盘车成功。冷一次风的流通面积只占15%,当一次风机不停运,采取热风倒灌措施后,其余85%流通面积内的温度均匀时,对转子变形的影响并不严重,可见,停运空气预热器时,如果条件允许可以不停运一次风机。
4 防范措施
4.1 单台空气预热器停运处理缺陷时常规停运措施
(1)停运该侧送风机、关闭送风机出口挡板及出口联络挡板。
(2)停运该侧引风机,关闭引风机出、入口挡板。
(3)空气预热器继续运转均匀降温,一次风机关小动叶继续运行。
(4)关闭该侧空气预热器出口热一次风挡板、热二次风出口挡板及大二次风箱入口联络门。
(5)严密监视空气预热器出口烟温及空气预热器入口风温,当空气预热器出口烟温小于150℃时,方可停运空气预热器。
4.2 单台空气预热器意外跳闸停运应急抢修措施
(1)立即启动辅助电动机或空气马达驱动,如果不能成功,立即不间断进行人工盘车。
(2)检查该侧空气预热器入口烟气挡板是否关闭严密。
(3)检查该侧送、引风机是否成功联跳,风机出入口挡板是否关闭严密。
(4)关闭该侧空气预热器出口热一次风挡板、热二次风出口挡板及热二次风箱入口联络门。
(5)严密监视该侧空气预热器出口烟温及空气预热器入口风温。当两侧温度偏差超过200℃时,采取下列措施降低空气预热器内部温度偏差:
1)保持该侧空气预热器出口热二次风挡板关闭,打开二次风箱入口联络门。
2)保持该侧送风机出挡板门关闭,打开挡板门后送风机风道人孔门,打通二次风箱热空气倒流通道。
3)适当提高二次风箱压力,促使二次风箱热空气倒流进入空气预热器。
4)保持空气预热器二次风通道内温度与烟气侧烟温同步,降低空气预热器转子的变形。
5)在人工盘动稍微轻松的情况下,尽快投用电动马达和空气马达协同工作,恢复空气预热器的转动。在任何情况下都不要放弃空气预热器的盘动工作,直至启动成功。
5 结束语
空气预热器变形原因大多为:空气侧、烟气侧温差较大,膨胀不均,空气预热器因自重和高温产生变形,转子与机壳间隙变小,摩擦力增大,导致盘动困难。为缓解变形,应尽力使空气预热器转子与机壳受热均匀,可采取热风倒灌的措施,迅速提高空气预热器空气侧温度,使空气预热器转子均匀回暖,减少变形。
猜你喜欢
炼油与化工(2022年6期)2023-01-10
保鲜与加工(2022年8期)2022-09-01
昆钢科技(2021年4期)2021-11-06
中学生天地(A版)(2021年9期)2021-10-25
中国资源综合利用(2017年1期)2018-01-22
中国核电(2017年1期)2017-05-17
发明与创新·大科技(2017年1期)2017-01-14
中国农业文摘-农业工程(2016年5期)2016-04-12
唐山文学(2016年11期)2016-03-20
现代营销·经营版(2014年12期)2015-01-28