
基于虚拟仪器的流涎薄膜厚度测控系统
2012-09-29 06:25胥小勇,孙宇,蒋清海
制造业自动化 2012年7期
0 引言
近年来,随着我国经济的快速发展,薄膜在工业、农业、食品业和包装业等各行各业的使用越来越广泛,对其质量要求也越来越高。流涎机是使用流涎法生产塑料薄膜的专业设备,在其生产过程中,薄膜厚度是相当关键的参数,若厚度均匀性差,会导致薄膜收卷后卷面出现箍、暴筋或凹沟等不良缺陷[1~3]。因此,厚度控制直接影响到薄膜产品的表观质量、力学性能和应用效果等。
本文针对流涎机,运用虚拟仪器技术,开发了一套薄膜厚度测控系统。它以工控机为载体,将NI公司的采集板卡和控制板卡集成于其中,使用labview软件编写可视化的测控程序,并在其中采用神经网络智能算法来保证厚度控制的精度。该系统易于构建,性能稳定,且具有较高的控制精度和可靠性,能有效保证薄膜厚度的控制质量。
1 流涎薄膜的生产工艺流程
一台多层共挤流涎薄膜机组的基本构成包括:上料挤出系统、模头、正负压风刀、流涎成型系统、薄膜测厚仪、电晕处理机、切边装置、牵引及收卷机构等,如图1所示。
其主要工作原理是:物料经加热熔融后从模具口挤出,成薄片状流涎至辊筒上,并在流涎辊、冷却辊上冷却成型。成型后再经过多级牵引机构、薄膜测厚、电晕处理机和张力控制机构,最后卷取成为薄膜产品[4,5]。

图1 流涎薄膜工艺流程
2 厚度测控的原理
2.1 测量原理
本系统使用β射线传感器来检测薄膜厚度,把传感器安装在与薄膜前进方向垂直的扫描架上,在电机的带动下传感器定期巡回对薄膜作横向扫描。因此,薄膜在前进时,传感器对薄膜形成“之”字型的逐点扫描,实现对薄膜横向和纵向同时的测量,如图2所示。
电机上装有编码器,当传感器作横向移动时,通过编码器的反馈信号,可确定所测薄膜厚度的横向坐标。

图2 测量原理
2.2 控制原理
薄膜厚度的控制主要通过改变模口开口度来实现,而模口开口度则通过热膨胀螺栓来控制。通过对模口的一排热膨胀螺栓进行加热,以改变模口的开口度大小。螺栓在模口上均匀分布,结构如图3所示。
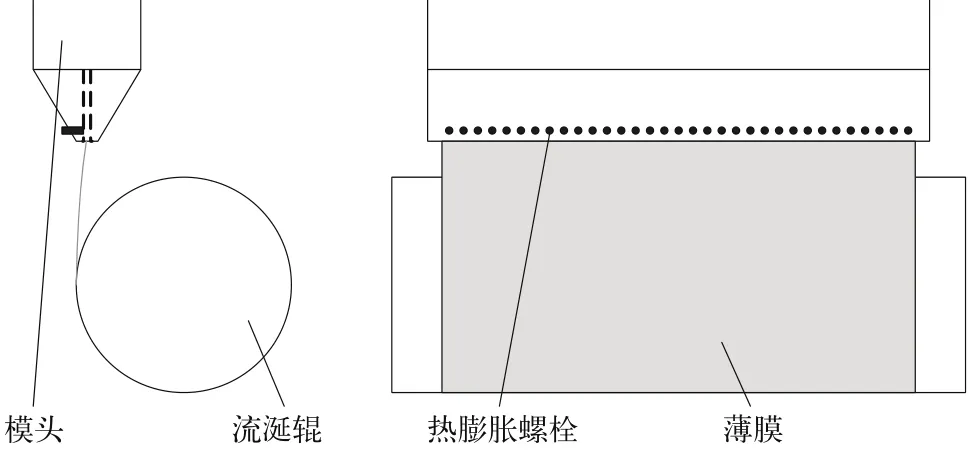
图3 控制原理图
根据传感器测得的薄膜厚度和编码器反馈得到的横向坐标,当厚度超过设定值时,加大电阻丝的加热功率,螺栓膨胀使模口开口度减小,相应位置薄膜变薄;反之则使模口开口度增大,相应位置薄膜变厚。
2.3 神经网络PID控制策略
由于从加热到模口开口度大小的数学关系复杂,加热螺栓之间互相影响及其它因素的变化,薄膜厚度控制系统具有非线性、时变、大延误和多变量耦合等特点。
针对上述特点,本文将每一个螺栓看成一个独立的控制回路,采用神经网络PID算法,通过控制螺栓的加热功率来控制薄膜厚度,保证其控制精度,其控制原理如图4_[6]所示。

图4 神经网络PID算法控制器
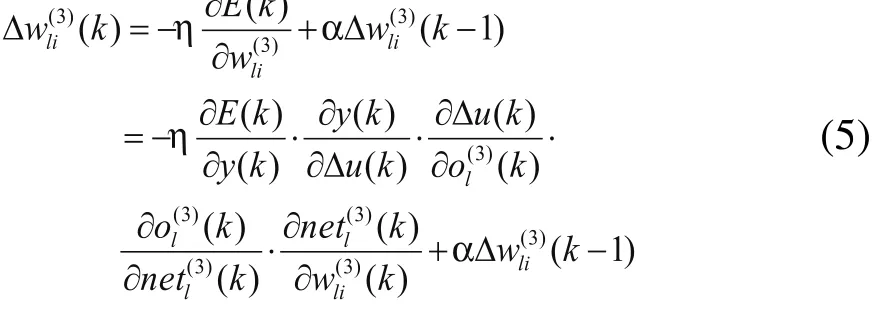
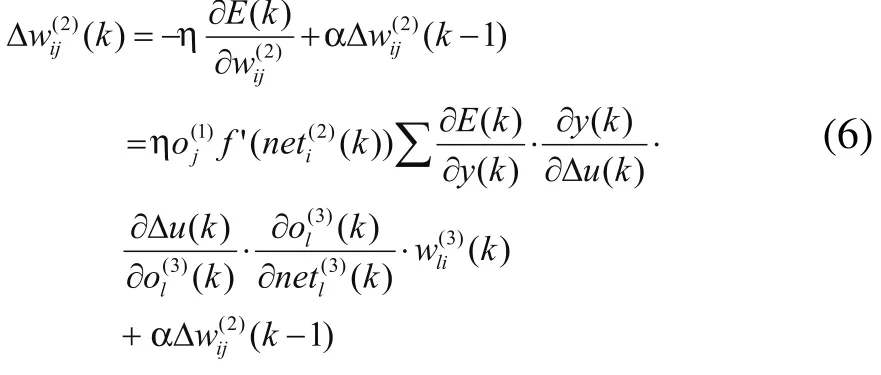
本文采用基于BP算法的三层前馈网络模型,输入层、隐层和输出层的结构为3×8×3。输入的3个节点分别为厚度设定值d,厚度输出值y和误差e,输出的3个节点分别为PID的参数kp,ki,kd。输入信号(d,e,y)从输入层进入后,通过隐层各节点的内星权向量wij(2)得到该层的输出信号Oi(2);该信号向前输入到输出层,通过其各节点内星权向量wli(3)得到该层输出Ol(3)。反向过程是:厚度输出值y与设定值d相比较,得到误差信号δ0,由此可计算出输出层权值的调整量Δwli(3);误差信号δ0通过隐层各节点的外星向量反传至隐层各节点,得到隐层的误差信号δy,由此可计算出隐层权值的调整量Δwli(2)。通过不断调整权值,使测得的厚度不断接近设定值。BP网络的具体算法如下:
隐层的输入输出分别为:

输出层的输入输出分别为:

输出层节点的权值调整量为:
隐层节点的权值调整量为:
3 硬件设计
本文运用虚拟仪器技术,以工控机为载体,利用高性能的模块化硬件,结合高效灵活的软件构成厚度测控系统。它使用集成化的虚拟仪器环境与现实世界的信号相连,经软件分析、处理数据,再给出控制信号,实现测量和控制功能,系统硬件结构如图5所示。
采集板卡使用的是NI USB-6210,它是一个USB总线供电的多功能DAQ模块,连接方便。β射线传感器测得厚度信号,通过模拟输入通道,最终进入工控机;传感器位置由电机控制,编码器测得电机转动的圈数,经计算可得到传感器当前位置,从而控制相应位置的热膨胀螺栓。电机控制扫描架横向移动时,需要左右两个定位开关,它们的信号通过采集卡的数字输入通道来采集。
控制板卡选用NI PCI-6703,它直接插入计算机插槽内使用,与工控机无缝集成,大大节约了开发时间。它是16位模拟输出板卡,即每块板卡可以控制16个热膨胀螺栓。控制传感器位置的电机通过放大电路接入到模拟输出通道上。
系统所需的其它传统硬件,如滤波器、示波器和功率仪等都在Labview软件中实现,用软件代替了仪器,大大节约了成本,精度高,使用方便,且可扩展性更好[7,8]。
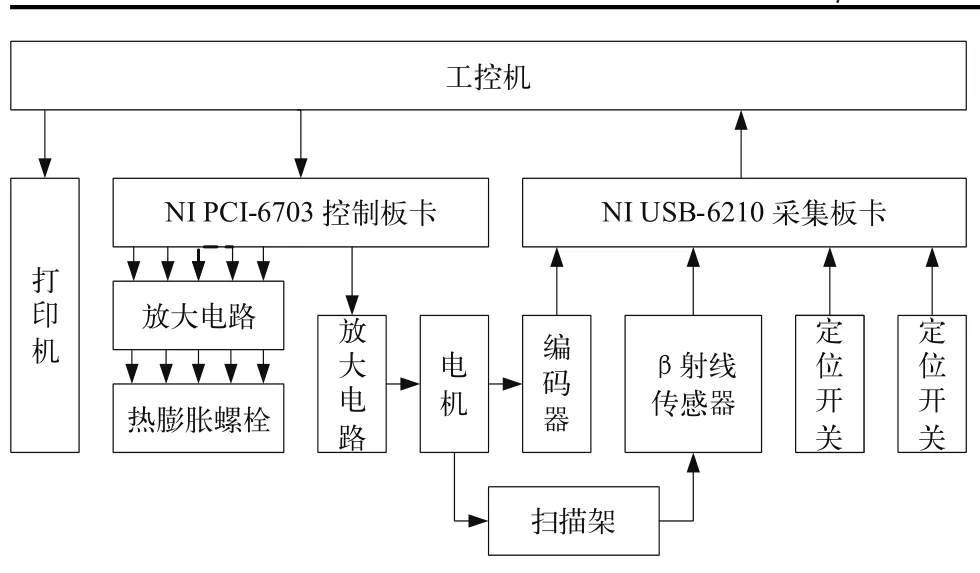
图5 厚度控制系统的硬件结构
4 软件设计
4.1 基本功能及实现
本文使用Labview软件来实现系统的功能。它有良好的人机界面,图形化的编程方法,操作简便,易于开发和扩展,且相比于组态软件,它具备了强大的数据处理和分析功能。
软件需要实现的功能主要有:
1)设定薄膜的各个工艺参数;
2)采集β射线传感器测得的信号;
3)实时显示当前薄膜厚度值,并分析测得的结果;采集并显示传感器的当前位置坐标;
4)编写神经网络PID算法,实时分析测得的数据,并给出热膨胀螺栓的加热功率,实现厚度的闭环控制。
传感器数据的采集通过Labview中的DAQmax采集助手实现,β射线传感器和编码器分别接入模拟输入通道,两个开关接入数字输入通道,采样率统一设置为2KHz。前面板中用数值控件来设定和显示各个参数,用Y-T波形图实时显示薄膜厚度值,并对数据进行分析[9]。
由于Labview本身没有提供神经网络领域的工具包和PID工具包,利用图形语言直接编程比较复杂,而Matlab具有强大的数学运算能力,可以利用matlab中自带的Neural Network Toolbox神经网络工具箱编写神经网络PID程序,然后在Labview中利用Mat1ab Script节点调用编辑程序实现上述算法[10],Matlab Script调用神经网络的程序如图6所示。
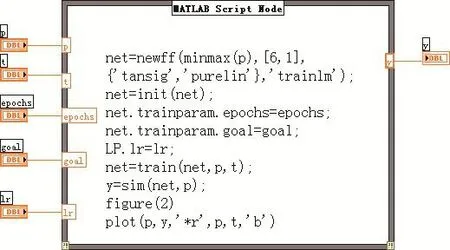
图6 Matlab Script节点实现神经网络算法程序框图
4.2 控制流程
系统的控制流程图如图7所示。

图7 控制流程图
系统开始运行时,对薄膜厚度值、采集通道、采样率等进行设置;电机运行,当定位开关有信号时,电机反转;β射线传感器采集的厚度信号和电机编码器反馈的位置信号输入到工控机,神经网络算法根据设定值和测得值,计算出热膨胀螺栓的功率,改变模口间隙,从而改变薄膜厚度值。
4.3 人机界面
软件最终的操作界面如图8所示。
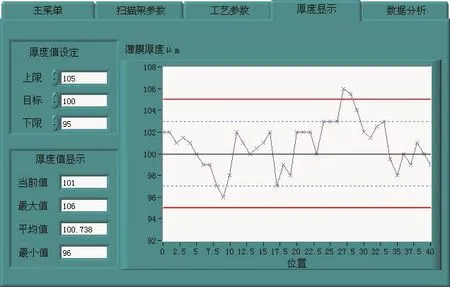
图8 软件界面
界面中需要设定的参数有:扫描架的起点、终点坐标;薄膜的工艺参数;薄膜的生产速度及传感器的扫描速度;厚度的目标设定值及上下限等。
界面中需要显示的结果有:每个扫描行程测量点的薄膜厚度,并显示实时曲线图;当前厚度当前值,传感器的当前位置坐标;一段时间内的最大值,最小值及平均值;厚度偏差分布图及薄膜厚度合格概率图等。
5 结束语
本文运用虚拟仪器技术,将NI公司的采集板卡和控制板卡集成于工控机中,使用labview软件编写可视化的程序,并在其中运用了神经网络智能控制算法,开发出一套流涎机薄膜厚度测控系统。该系统易于构建,功能强大,能够很好的保证薄膜厚度控制的精度和可靠性,具有较高的应用价值。它还具有良好的可扩展性,只要稍作改进,将可应用于其它生产设备的厚度控制系统中,应用范围较广,对提高产品的开发效率有着要意义。
[1] 刘谨,杨海马,张菁.基于CCD的在线厚度测量方法研究[J].仪器仪表学报,2006,27(6):1217-1218.
[2] 李敏,何平.基于ARM920T的薄膜厚度在线测量系统设计[J].自动化仪表,2009,30(80):61-63.
[3] 张先明.连续热镀锌线锌层厚度自动控制[J].自动化与仪表,1998,13(4):156-159.
[4] Xiaoyong Xu,Yu Sun,Hongmei Fan.Control system of the film casting based on the fieldbus[C]//Proceedings of the 2010 IEEE,International Conference on Mechatronics and Automation,2010:1320-1324.
[5] Arthur Tay,Weng Khuen Ho,Jiewen Deng,Boon Keng Lok.Control of photoresist film thickness:Iterative feedback tuning approach[J].Computers and Chemical Engineering,2006,30:572-579.
[6] 刘建昌.基于神经网络的自适应厚度控制[J].钢铁,1999,34(11),33-36.
[7] 冯晓婷,李杏华,樊玉铭.基于LabVIEW及NI DAQmx的压延机在线测厚系统[J].机床与液压,2010,38(5):73-76.
[8] 雷振山.Labview7 Express实用技术教程[M].北京:中国铁道出版社,2004.
[9] 王劲松,朱会东,邵欣,等.基于虚拟仪器的冷轧带钢板纵向厚度监测策略研究[J].制造业自动化,2009,39(3):12-16.
[10]周丽霞,熊瑞平,杨荣松.LabVIEW在BP神经网络设备故障诊断系统中的应用[J].机床与液压,2007,35(4):215-217.
猜你喜欢
中南民族大学学报(自然科学版)(2022年6期)2022-11-02
浙江大学学报(理学版)(2022年4期)2022-07-25
电子世界(2022年1期)2022-07-23
复旦学报(自然科学版)(2022年1期)2022-06-16
中南民族大学学报(自然科学版)(2021年5期)2021-10-22
中南民族大学学报(自然科学版)(2020年6期)2020-12-22
铁道通信信号(2020年8期)2020-02-06
人民珠江(2019年4期)2019-04-20
中南民族大学学报(自然科学版)(2018年4期)2018-12-29
铁路计算机应用(2018年5期)2018-06-01
