浅谈冶金车辆转向架的心盘结构
2012-09-08 11:55供稿王伟峰
金属世界 2012年4期
供稿| 王伟峰
浅谈冶金车辆转向架的心盘结构
供稿| 王伟峰
内容导读
为适应高炉到转炉铺设的线路要求,高炉到转炉间铁水运输大多采用转向架结构的冶金车辆运送高温铁水。转向架与直接放置高温铁水的罐类容器的车架间通过心盘连接,使得转向架与车架间可相对转动,使车辆顺利通过曲线,降低运行阻力。心盘是冶金车辆的重要部件,不仅承受垂直载荷,还起到传递载荷、承受冲击力与横向离心力的作用,其结构直接影响车辆运行性能和运行安全性。文章对冶金车辆中心盘的多种结构形式进行了归纳介绍,并对各种结构心盘的优缺点进行了分析,并针对运行过程中可能出现的隐患给出了合理建议。
在钢铁厂的工艺布置中,由于地理条件的限制,炼铁的高炉到炼钢的转炉区间运输线路中不可避免的设有弯道,运输铁水的车辆通常采用机车牵引运行。近年来,在钢铁公司工艺设计时推行了一罐制的冶炼工艺。从高炉到转炉运送铁水的冶金车辆,可以归为两类,一是铁水罐车,二是混铁车。
无论是铁水罐车还是混铁车,这两种类型的车辆,其结构除必须满足承载要求并可实现机车牵引外,还必须具有一定的曲线通过能力。这就决定了这两种类型的车辆走行部分为转向架结构形式。因为运送的是高温铁水,为了保证在线路区间的安全运行,冶金车辆通常是在低速重载的条件下运行。转向架结构的冶金车辆,其结构至少可分为车架、转向架、钩缓装置。转向架有多种类型,按轴数可分为二轴转向架、三轴转向架和多轴转向架;多轴转向架为两轴或三轴转向架组合而成,无论几轴转向架,转向架与车架之间或组合转向架的两(三)轴转向架与连接底架间,均通过心盘连接。心盘分为上下两部分,上心盘安装于车底架下方,下心盘安装于转向架或构件上。车架与转向架、组合转向架间均可通过上下心盘的相对旋转实现转向架与车架间的一定角度,从而以一定的曲线通过能力通过运行区间的弯道。
按照国家钢铁产业调整和发展规划,钢铁冶炼的规模逐渐大型化。而随着钢铁企业的调整,其配套的设备也将走向大型化。高炉到转炉的铁水运送车辆的载重也越来越大,5700 m3高炉下配套的运输车辆载重达到了480 t。大吨位的转向架冶金车辆必然为多层结构,各层间以心盘连接来传递各级载荷,使较大的集中载荷能够均匀的分配到各个转向架的轮对上,以达到铁路线路能够承受的程度。由此可见,心盘是冶金车辆的重要部件,不仅承受垂直载荷,还起到传递载荷、承受冲击力与横向离心力的作用,是运行中各层结构间和转向架的回转中心,连接的各层间可相对转动,使车辆顺利通过曲线,降低运行阻力,其结构直接影响车辆运行性能和运行安全性。
冶金车辆中的转向架结构与早期铁路货车转向架结构类似,转向架为心盘承载型,其转向架轴距远小于铁路货车转向架轴距,更能适应低速、重载、小曲线半径的工况要求。转向架的心盘,安装于转向架中摇枕或构架的中间位置,为适应线路中的弯道,心盘分为上心盘、下心盘两部分,分别固定于不同的构件上,心盘两侧设有旁承位,冶金车辆的旁承为平面结构,上下旁承间设计有一定的间隙,在静止状态下,冶金车辆处于平直轨道上,两侧的旁承应保有一定间隙,不允许单侧压死,旁承间隙应在设计范围之内。心盘和旁承的结构是车辆实现转弯通过运行线路曲线的保证。心盘可按形状、连接形式分类。按形状,可分为平面心盘、球面心盘及组合式心盘;按连接形式(主要是下心盘与构件的连接形式),可分为整体式和可拆卸式,按有无润滑,可分为有润滑和无润滑结构。因冶金车辆运载的是高温铁水,为运输过程中确保运行的稳定性及安全性,冶金车辆转向架均设有心盘销,防止出现运行过程中上下心盘滑脱的现象。下面分别介绍一下各种结构的心盘。
心盘的形状分类
平面心盘结构
上下心盘接触面均为平面,结构如图1所示。垂直载荷由心盘平面传递至下一级构件上,横向、纵向载荷通过下心盘周边的凸缘承受。心盘间装有中心销,中心销的作用是避免车辆运行过程中出现心盘滑脱现象。平面心盘的结构简单,制作成本低,检修维护、更换也方便,因此在转向架上得到了广泛的应用。为了延长心盘使用寿命,降低车辆运行过程中检修维护成本,可在设计生产中避免上下心盘直接接触,即在上下心盘间增加心盘磨耗垫,上下心盘外侧还可加设防尘环。心盘磨耗垫材质可采用自润滑材质,磨耗垫上加工有油槽,可续存一部分油脂,这样即解决了心盘磨损问题,又解决了运行过程中润滑的问题,也减少了粉尘对于润滑脂的污染。磨耗垫的安装如图2示意。心盘材质为铸钢材质,设计中主要考虑载荷作用下,心盘压力不能超过材料的许用应力值,否则需加大心盘直径。
球面心盘
上心盘为凸球面,下心盘为内凹球面,中间设有心盘销,垂直载荷、纵向载荷、横向载荷均靠球面传递。图3所示的50转向架心盘连接采用的就是这种结构。为了延长心盘使用寿命,可在上下心盘间加设一层可更换的球形心盘垫,如图4所示。
组合式心盘

图1

图2

图3
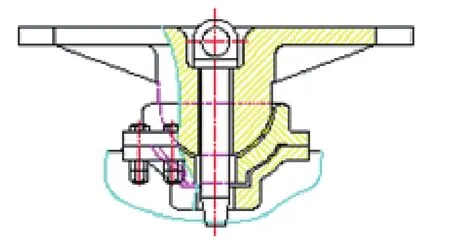
图4
这种结构也可称为带有反向球垫的平面心盘,由凹球面上心盘、球垫和平面下心盘组成。结构如图5所示。垂直载荷由凹球面下心盘传递给球垫,再由球垫传递给平面下心盘,纵向载荷和横向载荷均由上下心盘边缘凸缘传递。

图5
上下心盘的接触面为球形,使得心盘连接的各层间转动的自由度相对增加,相对转动灵活,补偿了由于加工制造原因造成的平面心盘工作面平面度超差而造成的影响,但是无论球面心盘还是球垫都增加了加工制造难度和制造成本,也增加了后续的维护成本,另一方面,球面心盘对偏载的敏感度大,由于冶金车辆采用的都是非接触式旁承,稍有偏载,就可能出现球心盘不对中、一侧旁承压死、而另一侧旁承间隙为两侧旁承间隙之和的状况,带有球垫的平面心盘结构,由于其上心盘为内凹球面,其复位功能较差,在行车过程中极易出现旁承压死的现象。现上线的铁路车辆心盘为球心盘结构,其配套的旁承大多采用的是常接触弹性旁承,但是在冶金行业尚未有常接触弹性旁承的使用,弹性旁承在冶金车辆的应用效果还有待试验。
按心盘与连接构件的连接形式,可分为整体式和可拆卸式结构
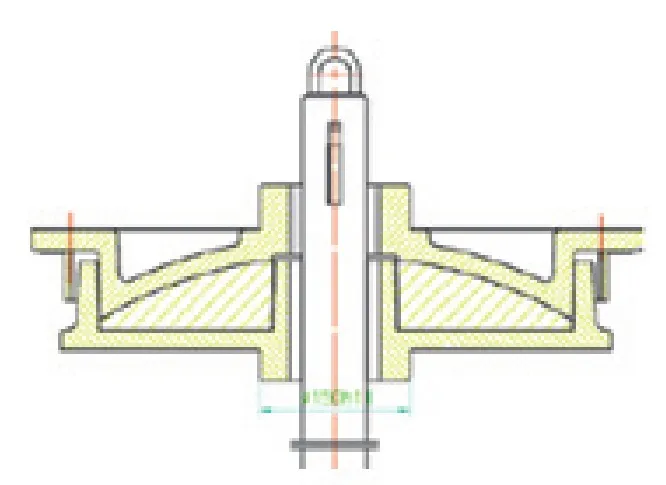
图5

图6
整体式心盘结构一般是指下心盘而言,下心盘与转向架摇枕或构件为一体结构,不可拆卸,如图6所示。可拆卸式结构中下心盘与摇枕或构件为两体结构,一般采用螺栓副连接。图1、图2、图3、图4均为可拆卸式结构。可拆卸式结构便于加工和心盘更换,但在使用中有如下反馈:心盘连接螺栓副容易松动,螺栓有剪切现象。相对来讲,整体式心盘不可能出现这种现象,但是心盘磨损超差后,必须连同摇枕一同更换,维护和备件成本偏高。可拆卸式心盘螺栓连接副采用的是螺栓与螺母间的摩擦力实现自锁,弹簧垫圈防松。摩擦力自锁在静载荷条件下不会出现变化,但是冶金车辆经常承受落罐、承接铁水及运行过程中的冲击载荷等的作用,而且运行中启动、制动频繁,因此螺栓连接副摩擦自锁的作用会突然丧失,因而出现螺栓松动,进而发生心盘错位,螺栓剪断,心盘错位严重时,车辆行至弯道处,由于离心力的作用,可能出现脱轨和倾覆。为避免这种情况发生,设计时尽量使螺栓只起连接作用而不承受剪力,螺栓副可在采用螺纹摩擦力自锁的同时,增加止动垫圈防松,螺栓副安装时的预紧力要适中,每个心盘上的8个螺栓预紧力相同,另外无止口安装的心盘应在心盘四周加焊防滑挡铁,防止螺栓松动后心盘错位,使用过程中,要在日常检查中经常查看螺栓的连接情况,如发现松动及时紧固。另外,可在心盘安装后,在侧面醒目位置标记位置线,以便运行过程中点检员方便查看并判断心盘是否错位,以防患于未然。
按润滑情况,可分为无润滑和有润滑心盘两种结构。
无润滑的心盘只在安装时在心盘的接触面涂抹润滑脂,使用过程中定期添加润滑脂时,需将转向架与上层构件脱离一定间隙,添加后心盘落实。而有润滑的心盘在无润滑的基础上增设了润滑孔和油路,与外界的手动或电动润滑泵连接后,可向接触面油槽中填充一定量的润滑脂,这种结构便于日常检修中根据车辆使用情况定期添加润滑脂,定期更换润滑脂。
心盘的具体结构,可根据冶金车辆的功能和技术参数设计确定,可以设计有润滑、可拆卸的平心盘或球心盘或组合心盘结构,但是同一台车辆同一部位的心盘,结构必须相同。新设计的冶金车辆投入运行后,应定期跟踪、了解车辆的运行情况,以便及时发现问题,及时解决问题,进一步保证车辆的运行安全性和稳定性。
[1] 严隽耄.车辆工程.北京:中国铁道出版社,1999
[2] 诸白香,孟希顺,蔡国庆. 冶金车辆心盘错位的原因分析及改进方案. 湖南工业职业技术学院学报. 2005,(2):33-34
[3] 翁存新.货车心盘螺栓松动的原因分析及建议.铁道车辆,1993,(4):24-27
[4] 赵承寿. 浅谈我国长大货物车的心盘结构.铁道车辆,1991(10):27-30
Discussion on the Bogie Center Plate Structure Using in the Metallurgical Vehicles
WANG Wei-feng
book=72,ebook=45
王伟峰(1963-),男,汉族,秦皇岛秦冶重工有限公司,主要从事冶金设备产品研发工作
猜你喜欢
山东冶金(2022年1期)2022-04-19
哈尔滨铁道科技(2020年4期)2020-07-22
制造技术与机床(2019年12期)2020-01-06
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年8期)2019-09-03
西南交通大学学报(2018年5期)2018-11-08
数学物理学报(2017年2期)2017-06-05
自动化学报(2016年5期)2016-04-16
专用汽车(2016年8期)2016-03-01
铁道运营技术(2015年3期)2015-12-23