本钢FTSR精轧机机架振荡分析及处理
2012-09-08 11:55供稿王立欣
金属世界 2012年4期
供稿| 王立欣
本钢FTSR精轧机机架振荡分析及处理
供稿| 王立欣
内容导读
本钢FTSR以薄规格产品为主,在轧制薄规格产品时F2机架振荡严重,不仅对机上设备及液压管路造成伤害,而且工作辊表面氧化膜沿轴向剥落严重,成品板面上形成振痕缺陷。通过对机架振荡分析找出振荡原因,并采取有效措施,不仅减轻了轧制薄规格时机架振荡,而且避免了产品缺陷,保护了设备完好。
本钢FTSR精轧机F2机架在轧制厚度规格小于2.5 mm时经常出现较强振动,尤其是轧制1.6 mm 薄规格集装箱板,机架振动更明显。振动不仅使该机架上的机械设备受到影响,机架振动严重时导致带钢表面出现振纹,下机轧辊出现横向的不均匀磨损,造成产品质量缺陷,并且机架的振动伴有高分贝的噪音,严重影响生产顺行。
机架振动分析
机架的振动过程
由于齿轮座(啮合频率较低)和减速机(啮合频率较高)的存在,轧制过程中在主传动系统存在以两个机座的啮合频率为主的周期冲击,它们在接轴上引起扭振。在一般情况下扭振的振幅很小,不足以引起接轴和轧机的振动。
随着厚度的下降,轧制速度提高,齿轮座啮合频率接近主传动的固有频率,而减速机的啮合频率则远离主传动的固有频率,轧制力矩增大,冲击增大。主传动接轴上扭振的能量向齿轮座的啮合频率上转移,振幅加大。
接轴和轧辊的扭振会对带钢形成水平方向的拖拽作用,带钢对轧辊的反作用冲击则使轧辊、轧辊轴承座和机座产生水平方向的强迫振动。这种振动也会对支撑辊、接轴及减速机形成冲击,产生相同频率成份的振动。
轧辊的扭振和轴承座的水平振动会使轧辊和轧件表面之间产生形成速度差,形成相对滑动的趋势。当振幅增大到一定程度时,出现相对滑动。这种滑动会在轧件和轧辊表面形成擦痕,即宏观上的振纹。
齿轮座的啮合频率、机座的水平振动频率、辊系的水平振动频率及接轴的横向振动频率成倍数关系,使机架振动极大的恶化。
工作辊轴承座和机架牌坊间隙的过大使机架振动加剧。
机架主传动系统扭振检测
在本钢短流程F2轧机主传动系统上安装的动态检测设备可以实时检测主传动各部件的垂直方向(H)和水其平方向(A)上的位移及速度,但轧机机座上未安装检测设备,因此在这里我们以F2轧机主传动为重点分析部分。F2动态检测仪器安装位置如图1。

图1 F2动态检测仪器安装位置
经过跟踪采样发现,在轧制厚板时,轧机的振动水平很低。轧机振动基本上是一种随机的,其频率是机座的某阶固有频率。当轧制较薄带钢时,轧机开始发生振动,其振动主要发生在轧机的垂直和水平方向,并且通过轧机部件可以传递到整个机架。通过采样可以发现在2H、5H和8H三个采样点同时检测到主传动部件的异常振动,如图2-图6。
4A(水平测振点)与8H(垂直测振点)也在同一时刻检测到异常的振动,因此可以判定振动是发生在整个主传动系统中。
机架主传动系统扭振分析
轧制速度对振动的影响

图2 2H点的波形图

图3 5H点的波形图
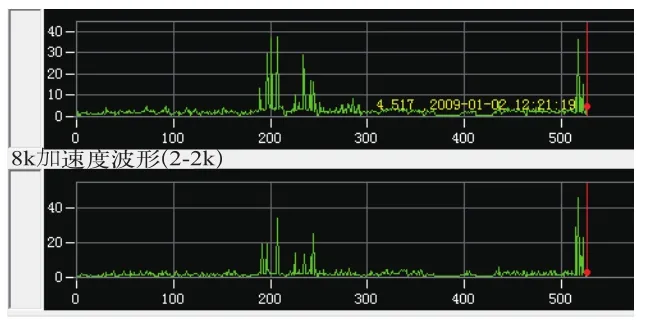
图4 8H点的波形图

图5 4A点的波形图
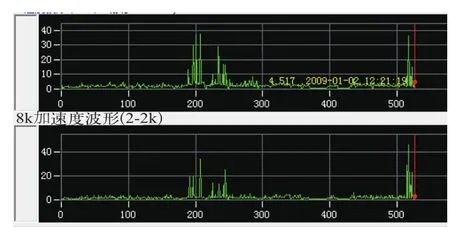
图6 8H点的波形图
理论研究认为随着轧机轧制速度的提高,轧机周围的各种扰动因素越来越多,扰动的强度越来越大。例如,各种转动部件的偏心、安装误差、滚动轴承的振动和滑动轴承的涡动等都会随着轧制速度的增加而振动加剧。由于轧制速度的升高,单位时间里通过轧机间的轧件体积增大,而体积增大使得入口张力的波动量增大,从而造成系统不稳定,进而导致轧机的振动。
辊缝中摩擦系数对振动的影响
理论研究发现一旦系统正阻尼小于负阻尼,系统就会发生自激振动,轧机辊缝中的润滑油膜对轧机系统的垂直运动能起一定的阻尼作用。轧制润滑剂的粘度对振动的临界速度影响很大,降低粘度可有效地提高振动的临界速度。由于在轧制速度高时,润滑剂的粘度增大,形成的油膜厚度随之增加,从而导致摩擦力降低。油膜的摩擦系数越低,其正阻尼作用越差,越容易发生振动。
轧件厚度对振动的影响
轧件的入口厚度越薄,在同样的辊缝波动量下,轧机入口侧带钢的体积相对波动量越大,则轧机入口张力的波动量越大;而入口张力的增大会引起辊缝间摩擦力减小,入口张力对轧制力的影响相对增大,进而降低轧机系统的稳定性。因此,轧件越薄,轧机系统中的自激关系(即轧机工作辊的运动与入口张力之间的关系)越紧密,轧机的稳定性也就越差,越易发生自激振动。
入口张力对振动的影响
轧机垂直系统发生自激振动,是由于轧件的入口张力与工作辊振动位移间存在90°相位差,从而造成轧机垂直系统的负阻尼特性。轧件的入口张力越大,其相应的波动量越大,造成的负阻尼越大,使系统越不稳定,越容易引起振动。目前在轧制薄规格时1#活套的张力过大。图7、图8是轧制Q235B成品厚度分别为4.0 mm和1.8 mm时F2入口张力的反馈曲线,可以明显的看出轧机在振动时机架入口张力波动量是非常大的,同时入口张力波动的增大也加剧了机架的振动。
牌坊与辊箱间隙对振动的影响
工作辊轴承座和机架牌坊间隙越大,机架的振动会随之加剧,由于F2机架为PC轧机,为能够使轧辊在机架内执行交叉动作,PC轧机的牌坊与轧辊轴承箱的间隙要大,如果入口侧的无间隙液压缸压力小,加之轧辊交叉后会产生巨大的轴向力,机架的振动会加剧。
其它方面的影响
目前F2工作辊挡板(牌坊侧)铜滑板被工作辊辊箱上的轴承磨损的较大,挡板关闭后间隙过大,PC轧机的轴向力较普通轧机要大得多。因此,在轧制过程中轴向震动会随之加剧。
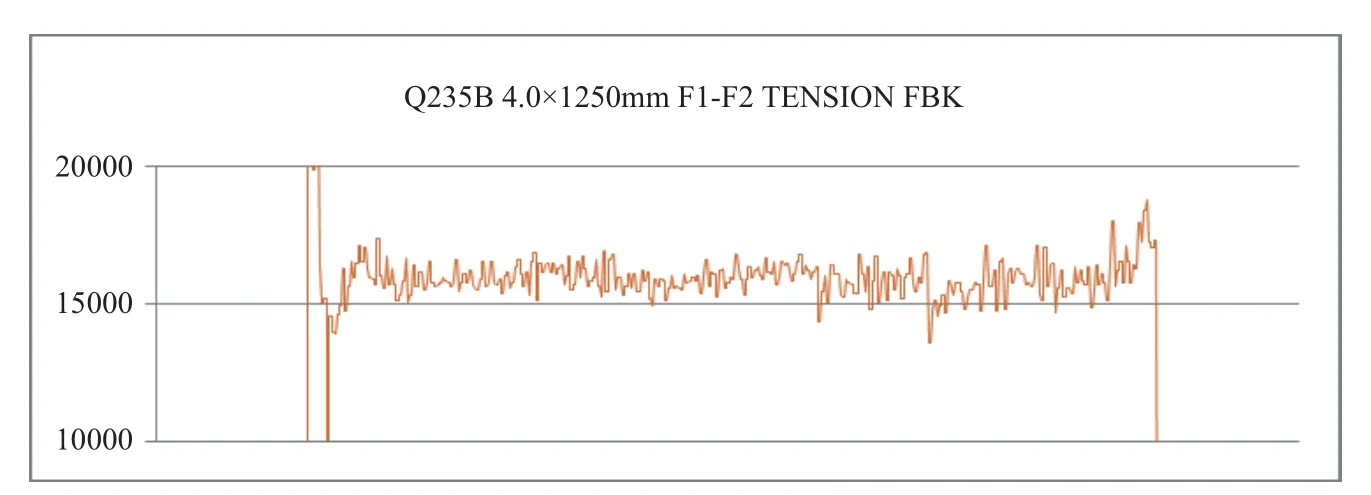
图7 Q235B 4.0×1250 mmF2机架入口张力

图8 Q235B 1.8×1250 mmF2机架入口张力
结束语
由于目前轧制薄规格时轧制速度变化较小,在满足终轧温度的要求下降低轧制速度,抑制轧机的振动。
在轧制润滑方面,降低F2轧制润滑剂的粘度,做好润滑油管路伴热保温,并加强润滑剂油膜的强度。
轧制时薄规格时降低入口张力。目前通过降低1#活套张力,减小入口张力来增大辊间摩擦,从而避免轧机系统的自激振动。
轧制薄规格时加大PC无间隙液压缸的工作压力,减小轧辊辊箱与轧机牌坊间的间隙,从而降低机架的振动。
更换F2工作辊挡板铜滑板,减小轴向间隙。
通过以上措施,本钢FTSR精轧机在轧制薄规格时F2机架振荡得到了有效缓解,工作辊因振荡原因造成的氧化膜脱落现象也得到了杜绝,避免了产品表面的辊印缺陷。
[1] 孟令启.中厚板轧机非线性参激的振动.重庆大学学报,2008(4)
[2] 王芳,董宏.轧机垂直振动的研究现状与展望.轧钢,2008(3)
[3] 范胜标.珠钢热连轧机振动的分析及处理.冶金丛刊,2005(5)
Analysis and Treatment of Finishing Mill Stand Oscillation of FTSR in BX STEEL
WANG Li-xin
book=70,ebook=24
王立欣(1966—),男,大学学历(东北大学机械制造工艺及设备专业),工程师,本钢国贸公司综合管理处处长
本溪钢铁集团有限公司国贸公司,辽宁 本溪 117000
猜你喜欢
上海金属(2022年6期)2022-11-25
现代矿业(2021年1期)2021-04-01
机械工程材料(2021年2期)2021-03-01
冶金设备(2020年2期)2020-12-28
商品与质量(2020年23期)2020-10-09
冶金设备(2019年6期)2019-12-25
四川冶金(2019年5期)2019-12-23
经济技术协作信息(2018年28期)2018-11-22
设备管理与维修(2016年6期)2016-03-16
上海金属(2014年1期)2014-12-18