面向负荷的生产控制理论在UOE成品库的应用
2012-09-08 11:55供稿陆景荣杜毅铭
金属世界 2012年4期
供稿|陆景荣,杜毅铭
面向负荷的生产控制理论在UOE成品库的应用
供稿|陆景荣,杜毅铭
内容导读
库存是物流的缓冲器,其受本机组产量、前后工序匹配和设备等因素的影响。随着市场形势的不断变化,对生产管理提出了更高的要求,降低库存作为一种必然的趋势日益得到大家的认同。但作为重要的生产缓冲器—UOE成品库究竟维持在怎么样的范围才是合理、安全的尚有待研究,文章采用面向负荷的生产控制理论对UOE成品库库存结构进行了分析,得出UOE成品库最低安全库存为4385 t的结论并对该库存的风险进行了分析,为降低UOE库存进行了有益的尝试并提供了实践依据。
库存是指企业所有资源的储备。传统上,制造性库存是指对公司产品有贡献或组成产品一部分的物资。制造性库存一般分为原材料、产成品、备件、低值易耗品以及在制品。在服务性行业,库存一般指用于销售的有形商品以及用于管理的低值易耗品。从生产管理的角度来分析库存是物流的缓冲器,是生产管理水平的重要指标,表观体现为原库存及目前物料流入、流出的差异之和,库存受本机组产量、前后工序匹配和设备等因素影响。我们具体分析了UOE成品库库存对于整个生产体系的作用与意义。
UOE机组投产于2008年,是宝钢股份钢管事业部的主要成材机组。UOE产品主要为管线项目提供大口径、高品质直缝埋弧焊钢管,由于管线项目大多属于国家重点工程,管线产品多用来加压输送各类流体介质,需要用途特殊。用户对产品质量要求极高,一般的管线产品都安排驻厂监造进行24小时不间断产品过程监造。UOE成品库是UOE光管生产和涂层生产的重要缓冲区,是后续机组能连续、顺利生产的保障性库存存储区域。
UOE成品库存,即指为存放在UOE成品库内的钢管滚动量。主要有以下特点:一方面,其在UOE制管及涂层机组的生产衔接中起到一个缓冲作用,可以有效地保证制管及涂层机组生产的正常运行,可见一定量的库存是必要的;另一方面,它占用企业的流动资金,非但直接导致企业资金不能投入到新品开发、新设备投运等增效产业上,同时生产节奏、物料管理、设备运行状态宝钢内部存在的问题也不易暴露。随着市场形势的不断劣化,对企业管理提出了更高的要求。降低库存作为一种必然的趋势日益得到大家的认同,但作为重要的生产缓冲器—UOE成品库究竟维持在怎么样的范围才是合理、安全得库存尚有待研究,本文主要讨论了该问题。
面向负荷的生产控制理论简述
将一个工厂视为一个漏斗的思想是G..W.Plossl在20世纪60年代提出的,德国汉诺威大学的IFA研究所在20世纪70年代末开发并发展了这个模型,该模型用数据和图形来表示生产流的可能性。
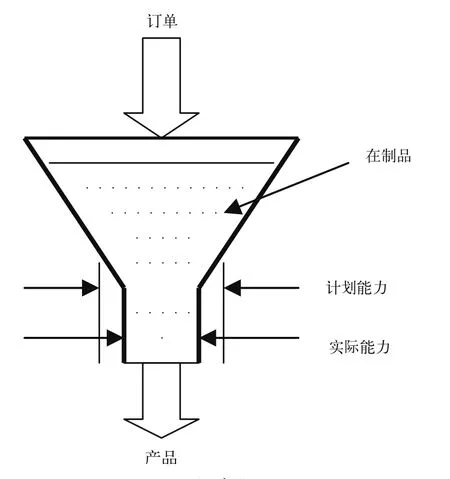
图1 漏斗原理图示
漏斗的输入是顾客需求的订单,输出是工厂生产完的产品—加工过的订单;工厂的生产能力用漏斗的开启度来表示,正在处理的订单代表在制品量。生产过程的漏斗模型将每个工作中心或系统视为一个漏斗,用流量图的方式加以描述,该流量图用图形和数值方法表示工作中心在整个时间上的输入和输出,说明了生产控制中的4个最重要的参量:库存、生产周期、利用率和脱期之间的关系,由此提出了面向负荷的生产控制理论,其特点是面向模型、透明和易于处理。其思想在于通过控制生产生产能力及负荷限额确定期望的输入与输出水平,以实现每一生产周期的平衡。
面向负荷的生产控制理论正是通过结合模型,从对生产过程的分析可得到一系列减少在制品库存的针对性措施,改善运输组织、对库存进行精细控制、输入输出的能力平衡等。该理论提出一个生产控制系统最重要的任务是控制库存,即平衡好输入与输出,然后再使用精确的控制方法减少在制品库存。
UOE成品库合理最低库存计算
UOE成品库库存结构组成
宝钢对在制品采用代码进行管理,根据UOE成品库内材料状态的区分可认为实际合理最低库存有三部分组成:无效库存、有效库存及风险库存。


图2 输入输出图

无效库存是指UOE成品库内存在的但暂时不能进入下一工序的库存,该无效库存并非死库存,由于受各自产生原因的不同在业务处理上存在一定的处理周期,处理完又可按正常的材料进行生产安排,因而是一滚动库存,此部分库存对于实时性强的大生产而言,需最大限度减少其发生量。对其从材料状态进行区分,可表述如下:

其中式中: 24:L4封锁,待性能、评片、工艺临时封锁状态为24
39:合同余材、质量余材、短尺余材23a:驻厂监造留放

通过分析在2008年9-11月内无效库存的变化不大呈平稳趋势,三种材料状态的数量受各自处理周期的限制,通过现有的业务流程采取如下措施尚可以进一步降低此部分滚动量。经过对三种状态材料产生原因的调查分析,制定了降低无效库存的措施。
1)降低24状态材料总量
主要措施:
重新测算工艺时间及管理时间,按照测算值定义每一工序的产品加工时间并累计出单件产品加工的理论周期,按照理论周期考核现场生产。
合理安排评片释放时间,减少评片释放未报检量。
2)减少39状态余材总量
主要措施:
要求销售部门及时下发后期合同,及时匹配、转充余材。
不能匹配的余材及时申报并跟踪下发余材合同。
3)减少23a状态即监造留放总量
主要措施:
加强监造留放的处理周期管理,表观类留放处理周期低于1周。
加强现场巡检,减少批量性留放情况产生。

有效库存 I有效
UOE成品库内有效库存为库内能够正常投料至外委涂层的计划量。

月份 1月 2月 3月外委涂层计划量/t 19150 17628 34284月份 4月 5月 6月外委涂层计划量/t 35482 24522 38957月份 7月 总量 日均计划量外委涂层计划量/t 41622.5 211646 1074.35
按照2009年1 -7月数据统计共计212个工作日,扣除定检修和计划停机时间共15天,实际生产时间按照197天计算,日平均外委量为1074.35 t。
由于外委涂层能力大于UOE机组的生产能力,涂层机组停机待料不可避免,但为了适应经济运行的生产模式,外委涂层机组在涂层作业时采用了集中停、开机的做法。基于现有的模式必须评估UOE机组产量波动对外委机组造成的影响。按照风险库存的概念评估UOE机组的生产波动时引起风险的主要原因。因此风险库存仅需考虑UOE机组作业率的最大极差值即为库存波动的极差,即可视为安全的风险库存。本文从机组有效作业率、设备故障情况分析风险库存的存在情况。

表2 UOE精整机组设备故障情况统计(瓶颈工序)
本文按照UOE机组的有效作业率估算UOE机组的生产波动情况,极值差异为29.65%。
按照2008年1-7月日历时间为212天,累计计划停机及定检修时间15天计算,平均日产量1086 t。则 I故障为1308.45 t。
即按照UOE机组2008年1-7月生产及设备运行实绩分析风险库存为1308.45 t。结合2009年1月-7月统计数据,UOE机组停机一天以上的故障共有101次,考虑到个别月设备故障的偶然性,扣除最大及最小值故障停机极差为21.8 h。
检修引起的周转库存 I检修
由于外委涂层机组产能大于UOE机组,且外委机组的检修时间及状态不受宝钢控制,故外委涂层机组的设备运行状态不予考虑。本文仅考虑UOE机组检修对物流造成的影响。但考虑外委库存一直维持在18000 t以上远远大于UOE机组检修可能造成的库存波动本文仅考虑UOE机组检修对物流造成的影响。即I检修=0
则风险库存为:
I风险=I故障+I检修=1308.45+0=1308.45(t)
通过以上计算分析便可得到UOE成品库内合理的最低库存为:

风险分析
要将UOE库存合理地控制在4385.8 t,具有一定的风险,还需满足如下条件:
⑴不出现批量性监造留放管。
⑵所有材料加工生产周期维持在现有水平。
⑶如生产合同短尺范围较窄,销售必须下发足够的短尺余材现货合同确保余材及时准发。
⑷现有生产规格没有大的变化,月均产量没有较大波动,不考虑长时间生产单一口径钢管。
⑸基于2009年7月前的生产模式,未考虑厂内涂层机组投产后的风险状况。
结束语
本文借鉴了面向负荷的生产控制理论,提出了UOE成品库合理库存量控制的计算方法。计算了宝钢现有生产组织模式下UOE成品库合理的最低库存为4385.8 t,为宝钢降低在制品库存量提供了实践依据。
Applications of Load-Oriented Production Management Theory in the UOE Finished-Parts Storage Seamless Steel Tubes
LU Jing-rong, DU Yi-ming
book=18,ebook=62
宝钢股份公司制造管理部管线一贯室,上海 200941
陆景荣(1981.02—),工程学士,助理工程师,2004年6月毕业于东北大学,现从事热轧生产管理工作。
杜毅铭(1975.04—),工程硕士,助理工程师,1975年4月出生,2009年6月毕业于湖北工业大学,现从事焊管生产管理工作。
猜你喜欢
科学与生活(2021年29期)2021-03-24
世界热带农业信息(2017年5期)2017-10-23
世界热带农业信息(2017年4期)2017-07-28
世界热带农业信息(2017年3期)2017-07-13
世界热带农业信息(2017年3期)2017-07-13
中国房地产业(2016年7期)2016-09-24
山东工业技术(2016年14期)2016-07-05
中国市场(2016年45期)2016-05-17
中国老区建设(2016年5期)2016-02-28
河南科技(2014年23期)2014-02-27