热轧板卷红色氧化铁皮的成因及对策
2012-09-08 11:55供稿毕国喜
金属世界 2012年4期
供稿|毕国喜
热轧板卷红色氧化铁皮的成因及对策
供稿|毕国喜
内容导读
红色氧化铁皮是热轧板卷比较常见的问题,对于含硅钢尤为突出。其根源就是Fe充分氧化成Fe2O3的结果。在高温状态下,热轧板卷表面应该形成FeO或者FeO与Fe3O4的混合体。若除鳞不尽,会导致FeO的压入,并在后续过程中,进一步氧化成Fe2O3,最终形成红色氧化铁皮。轧辊的剥落也是形成弥散状氧化铁皮的原因。对于含硅钢,在与普通钢种采取减少在炉时间,增加粗除鳞机压力,定期检查水嘴,增加粗轧间除鳞道次,开启轧辊防剥落水,控制轧制温度等消除氧化铁皮措施的前提下,提高出炉温度,使粗除鳞时表面温度不低于FeSiO4的熔点温度(1173℃),是减少红色氧化铁皮的最佳途径。
热轧板卷的表面通常呈蓝灰色,并且表面光滑,具有一定的光泽。但是由于不同钢种的化学成分与轧制工艺不同,有时候钢板表面会出现红色氧化铁皮(俗称红锈),特别是对含硅钢,红色铁皮显得尤为严重。这既影响产品的外观,又会造成轧辊的磨损加重,以及钢板因铁皮的压入而影响表面质量。
在很多文献中对红色氧化铁皮产生的原因及氧化铁皮的结果有叙述。Okada等人[1]通过研究表明在钢坯表面铁皮达到20μm,轧制温度低于900℃时,无论是含硅钢还是低硅钢都会产生红色氧化铁皮。同时,他们发现板坯在炉时间过长,造成一次氧化铁皮太厚,难以清除,也是红色氧化铁皮产生的原因。Fukagawa等人[2]着重分析了含硅钢氧化铁皮的形成机理,他们指出含硅钢中FeSiO4的钉扎作用导致一次氧化铁皮难以除尽,在轧制过程中压入Fe基体,进而氧化成红色氧化铁皮。Bolt[3]等人详细叙述三次氧化铁皮研究结果及控制措施。他们主要从精轧温度和时间角度阐述了三次铁皮的形成及控制手段。同时他们对氧化铁皮的粘附性进行了具体的杯突及弯曲实验。
典型红色氧化铁皮形貌
在首钢京唐公司热轧生产的过程中,我们发现无论是含硅钢,还是硅含量很低的钢,都不同程度地出现红色氧化铁皮(见图1)。

图1 Q235B红色氧化铁皮外观(含硅0.2%)
从上图看,红色氧化铁皮非常严重,覆盖整个钢板表面,在整个轧制方向都有。为进一步研究氧化铁皮的构成,我们对其取样进行电镜扫描,观察其构成及力学性能实验,检查红鳞及氧化铁皮的压入是否对力学性能造成影响。具体取样位置如图2所示。
经过扫描电镜检查,我们发现平均红鳞厚度在16μm左右,有铁皮压入的地方达到26μm(见表1)。从外观上看,我们可以看到表面有明显的粉末状铁皮压入。

图2 取样分布图

表1 氧化铁皮厚度分布
从铁皮的形貌看(见图3),氧化铁皮结构比较复杂,氧化铁皮内部结构比较致密,氧化铁皮与基体的界面有凹坑,说明有氧化铁皮压入的迹象。外部为较松散的Fe3O4。
从力学性能来看(见表2)试验钢的力学性能较稳定,抗拉强度波动在15 MPa以内,4个纵向试样的拉伸曲线未出现屈服平台,屈服强度数据未测,延伸率都在40%以上。综合力学性能完全满足要求,未见表面氧化铁皮对卷板力学性能造成影响。带有红色氧化铁皮的Q345力学性能试验结果也表明,综合力学性能完全满足要求,未见表面氧化铁皮对卷板力学性能造成影响。

图3 114号样氧化铁皮形貌
热轧板卷氧化铁皮的构成
氧化铁皮的形成过程也是氧和铁两种元素的扩散过程,氧由表面向铁的内部扩散,而铁则向外部扩散。氧化反应外层氧的浓度大,铁的浓度小,生成铁的高价氧化物;内层铁的浓度大,而氧的浓度小,生成氧的低价氧化物。氧化反应一般为:
O2与钢的反应:
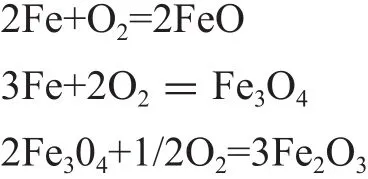

表2 力学性能试验结果
H2O与钢的反应:

各种类型的氧化铁皮在不同的温度下生长速度也不同(见图4),所以氧化铁皮的结构是分层的。FeO是靠近金属的最内层,具有最低的含氧量。在570℃以下FeO是稳定的。它在氧化皮中的含量随温度的升高而增加,并且当钢的温度在700℃以上时,FeO占氧化皮层的95%。FeO的性质发粘,粘到钢料上不易除掉,具体形态见图5。Fe3O4是氧化皮的中间相,为蓝黑色(见图1),当钢温度在500℃以下时,氧化皮只含Fe3O4。当温度上升到大约700℃时,在高温下形成FeO,这时Fe3O4只占氧化皮层的4%(见图1)。Fe3O4比FeO更硬、更耐磨。Fe2O3是氧化皮的外层相,为红棕色。Fe2O3在近900℃以上形成,它约占氧化皮层的1%[2]。此时Fe已经被充分氧化,其性质是:细腻有光泽、松脆、易脱落;并且有阻止内部继续剧烈氧化的作用。随着氧化条件的改变,氧化铁皮的组成也会不同,有的甚至会出现缺少一层或两层的情况。氧化铁皮的厚度因其形成条件不同而差异很大,氧化铁皮中各层的厚度也各不相同,铁皮的颜色随各种成分比例的不同而变化。当Fe2O3比例较高时,铁皮呈现红色。据文献记载,Fe2O3粒径在2μm以下时,氧化铁皮呈现红色[2]。
在热轧工艺控制过程中,我们要尽量控制成品表面氧化铁皮的生长,并且在表面形成比较薄的蓝灰色铁皮。如果成品表面氧化铁皮太厚,会造成后面酸洗的难度,以及在冲压成型及激光切割时产生过多的铁锈[4]。所以我们要在轧制过程中尽量控制Fe2O3的形成。Fe2O3无论是对表面质量、外观,还是轧辊的磨损都是不利的。三种氧化铁皮中,FeO硬度最小,延展性最好,而Fe2O3的硬度比工作辊硬度还高(工作辊硬度410~615 HV)。轧制过程中,如果出现Fe2O3,对轧辊的磨削会大幅度增加[5]。所以我们在轧制过程中,要尽量控制Fe2O3的生长。本文中,我们将根据Fe2O3的特性,探讨在热轧过程中的抑制Fe2O3的方法与策略。在实际生产过程中,我们发现含硅钢表面更易生成Fe2O3,我们将专门针对含硅钢探讨轧制过程中抑制Fe2O3生长的方法。
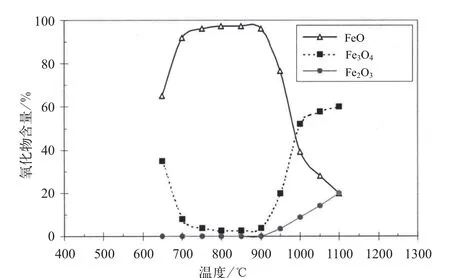
图4 氧化铁皮成分与温度的关系[4]

图5 典型的氧化铁皮构成
热轧生产过程中氧化铁皮的生长过程
根据热轧工艺过程,可以将板卷表面氧化铁皮可分为三类:一次氧化铁皮,二次氧化铁皮,以及三次氧化铁皮。一次氧化铁皮为炉生氧化铁皮,即板坯在加热炉加热过程中产生的。二次氧化铁皮是在粗除鳞后,粗轧过程中产生的。顾名思义,三次氧化铁皮即在精除鳞后,精轧与层流冷却过程中产生。下面按照热轧的工艺过程,阐述氧化铁皮的成因及对策。
一次氧化铁皮的成因
钢在热轧前,往往要在1100~1300℃加热和保温。在此温度下,钢表面与高温炉气接触发生氧化反应,生成1~3 mm厚的一次鳞。该一次鳞也称为一次氧化铁皮。一次鳞的内部存在有较大的空穴,一次氧化铁皮为灰黑色鳞层,呈片状覆盖在钢板表面。鳞层主要成分由磁铁矿(Fe3O4)组成。

表3 氧化铁皮性能[5]
炉生氧化发生在加热炉内,同化学成分、加热温度、在炉时间、炉内气氛有关。加热温度越高、在炉时间越长、炉内氧化性气氛越强则越容易生成铁皮。化学成分中C、Si、Ni、Cu 等元素促进氧化铁皮生成,Mn、Al、Cr 可以减缓氧化铁皮的生成。
在热轧生产线中,当板坯从加热炉出来后,都装备有高压水除鳞机。在高温鳞层表面碰到高压水后,因热应力其表面就会开裂。高压水进入裂缝后,由于高压水的冷却和压力作用,裂缝就会向钢基界面扩展。当裂缝达到钢基界面后,高压水就会进入排列在钢基界面上的空穴,使沿钢基界面的裂缝连续不断地产生、扩展,从而达到除鳞效果[5]。
在除鳞机压力不够或者水嘴堵塞时,容易造成一次氧化铁皮在板坯表面残留,最终导致一次氧化铁皮的压入。同时,一次氧化铁皮的去除也跟氧化铁皮的性质有关。根据实际经验,氧化铁皮过厚或者过薄,都会导致铁皮不易去除,所以我们要控制好加热时间。同时含硅钢的一次氧化铁皮尤其难以去除。一次氧化铁皮一般经过粗轧和精轧碾压后,呈通条弥散颗粒分布,或者片状与舟状分布,并且有一定的压入,酸洗后可见明显的凹坑(见图6)。
从图中可以看出,在红色氧化铁皮存在的部位,喷嘴由于堵塞或者损坏,除鳞效果不佳,导致压入的FeO最终氧化成Fe2O3。在实际的生产过程中,我们每周例行的检修,都要对喷嘴进行检查。检查的方法就是在钢板上喷油漆,油漆干后放到除鳞机里喷水打击10~15 s,看油漆的剥落情况,来确定除鳞喷嘴的状况。如图7所示,喷嘴状况良好时打靶实验的结果,每一个打靶印清晰,没有露点,方向一致。如果喷嘴堵塞或者损害,很容易识别。
二次氧化铁皮的成因

图6 由于粗轧除鳞不尽造成的红色氧化铁皮

图7 喷嘴良好时打靶实验结果
热轧钢坯从加热炉出来后,经高压水除去一次鳞后,即表面氧化铁皮脱落,进行粗轧。在短时间的粗轧过程中钢坯表面与水和空气接触,钢坯表面产生了二次氧化铁皮。二次鳞受水平轧制的影响厚度较薄,钢坯与鳞的界面应力小,所以剥离性差。如果喷射高压水不能完全除去二次鳞,鳞残留在钢板表面的情况下进行精轧,产品表面就会出现缺陷。二次氧化铁皮也可能为红色鳞层,呈明显的长条、压入状,沿轧制方向带状分布,鳞层主要成分由FeO、Fe2O3等微粒组成。但是二次鳞压入的深度没有一次鳞大,表面看上去比较光滑。
二次氧化铁皮的去除主要依靠粗轧期间的除鳞与立辊的破鳞。一般来讲,立辊的破鳞是靠板坯的变形来实现的,所以对坯料中间部分的破鳞作用有限。因此,二次氧化铁皮的去除主要还是依靠粗轧机架间除鳞来完成。在保证轧制温度的前提下,最好开尽可能多的除鳞道次,对钢板的表面质量有好处。对于比较薄规格或者终轧温度比较高的钢种,一般要求每隔一道次除鳞一次。
三次氧化铁皮的成因
三次氧化铁皮是指在热轧的精轧区域产生的氧化铁皮。精除鳞后,中间坯进入精轧机组,在轧制的过程中,钢板表面同样要产生氧化铁皮。同时精轧F1~F3机架工作辊辊面氧化膜的粗糙、破坏和剥落是导致热轧带钢表面产生三次氧化铁皮缺陷的直接原因[6]。控制好轧制温度,抑制Fe2O3的生长,减少轧辊剥落,合理安排轧制计划,促进轧辊氧化膜的尽快形成,是减少三次氧化铁皮的有效途径。
由图4可知,三种不同的氧化铁皮在不同的温度下生长速度是不一样的,在精轧过程中,控制钢板表面的温度在950℃以下,可以抑制Fe2O3的生长。具体的措施就是开启机架间冷却水与轧辊防剥落水。同时安排好烫辊,使轧辊迅速在表面形成氧化膜。
含硅钢中红色氧化铁皮的形成
在实际生产中,含硅钢表面特别容易形成红色氧化铁皮。生产中常见的含硅钢、高碳钢和高强钢在钢带通条长度,整个板面均有分布的氧化铁皮(见图1)。
对上面图片中的氧化铁皮进行扫描,我们发现在Fe基体与FeO之间存在Si富集区(见图8,表4),而在Fe3O4与Fe2O3区域没有发现硅,这进一步说明红色氧化铁皮的形成与Si有关。下面我们对含硅钢氧化铁皮的形成做具体分析。
在前面我们提到,板坯在加热炉加热与保温过程中,温度达到1100~1300℃,钢坯在高温状态下与氧化性气氛接触后发生化学反应生成Fe3O4、Fe2O3和FeO的一种混合物。含Si较高的钢在加热炉中长时间加热过程中会在氧化铁皮层和基体之间形成铁橄榄石(Fe2SiO4),铁橄榄石在低1173℃时以液态形式出现[2]。熔融后的Fe2SiO4便会以楔形侵入鳞与铁质中,这样鳞与铁质界面就形成了错综复杂的特殊结构的鳞层。FeO与基体之间形成Fe2SiO4-FeO共析产物,FeO与共析产物之间存在较大的空洞。从上面的能谱结果来看Si只是富集在氧化铁皮中的氧化亚铁中。温度低于1173℃时会与基体紧密结合在一起。Fe2SiO4在轧制过程中不发生变形,围绕Fe2SiO4的塑性良好的FeO发生较大程度的变形。1220℃时,热平衡状态为FeO+液态Fe2SiO4,液态Fe2SiO4将FeO晶粒包围住,形成Fe2SiO4-FeO共析产物。凝固后,形成类似锚状形貌,将FeO层钉扎住,钉扎住的FeO很难在除鳞中完全被除掉。热轧过程中,没有除掉的FeO层发生破碎,使其暴露在空气中的面积大大增加;由于Fe离子供应不足,外层O的供应量过剩,加速FeO转变为Fe3O4后,再转变为Fe2O3。因此带钢表面残余FeO铁皮经过充分的氧化是导致产品表面出现红色铁皮的主要原因,详细过程见图9。

图8 115样品氧化铁皮形貌(侵蚀)
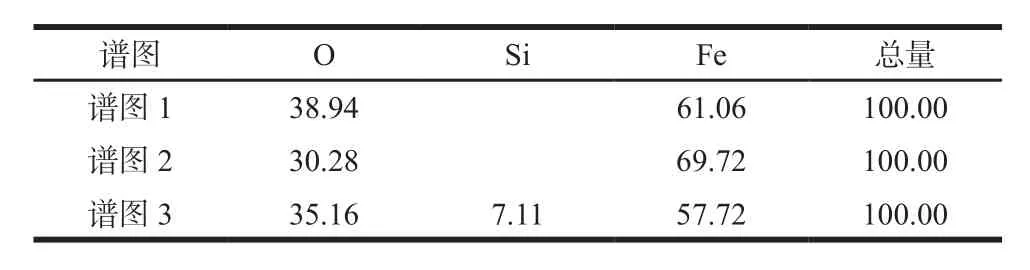
谱图 O Si Fe 总量谱图 1 38.94 61.06 100.00谱图 2 30.28 69.72 100.00谱图 3 35.16 7.11 57.72 100.00
从以上的分析结果来看,消除或者减轻含硅钢红色氧化铁皮的有效办法就是提高出炉温度,是板坯在粗除鳞时表面温度高于Fe2SiO4的熔点,在其呈液态时,没有形成FeO/Fe2SiO4的锚状物,易于清除。根据实际情况,一般将此类钢种的出炉温度定位1240℃以上比较合适。同时加大除鳞压力,增加粗轧除鳞道次(有条件的话,可以每一道次除鳞),也可以有效的减少红色氧化铁皮的产生。通过采取上述措施后,实际的结果表明,带钢表面红色氧化铁皮明显减轻或者消除(见图10)。

图9 含硅钢生成红色氧化铁皮机理示意图[2]
结束语
红色氧化铁皮的形成是由于FeO及Fe3O4充分氧化的结果。它与温度及除鳞不尽有关。
控制好加热温度与在炉时间,可以有效的减少红色氧化的产生。
粗轧过程尽可能地安排多道次除鳞,可以去除中间坯表面的二次铁皮,进而可以有效的减少红色铁皮的产生。
控制精轧的温度与速度,减少三次铁皮的产生,可以减少轧辊的消耗与红色铁皮的形成。
对于含硅钢,适当提高出炉温度,保证除鳞效果是减少红色氧化铁皮产生的有效途径。

图10 提高除鳞温度,增加除鳞道次后效果
[1] Hikaru Okada,Tomoki Fukagawa,Haruhiko Ishihara,et al. Prevention of Red Scale Formation during Hot Rolling of Steels. ISIJ International, 1995, 35(7):886-891
[2] Tomoki Fukagawa, Hikaru Okada, Yasuhiro Maehar. Mechanism of Red Scale Defect Formation in Si Added Hot Rolled Steel Sheets. ISIJ International, 1994, 34 (11):906-911
[3] Bolt P.H., et al. Investigation of the formation, constitution and properties of scale formed during the finishing rolling, cooling and coiling of thin hot strips. no21128, L.EN, 2004, pp. 1-407.
[4] Bernard J, Coquelle, O., Nouvelle recherches sur l’oxydation du fer aux temperatures elevees par la methode micrographique. Compte Rendus, 222, 1946: 796.
[5] 魏天斌. 热轧氧化铁皮的成因及去除方法. 钢铁研究, 2003, (4):54-58
[6] 夏先平,何晓明,孙业中,等. 三次氧化铁皮缺陷的成因分析. 宝钢技术,2002,(4)
Causes and Countermeasures on Red Oxidized Scale of Hot Rolled Slab
BI Guo-xi
book=8,ebook=36
首钢京唐钢铁联合有限责任公司 ,河北 唐山 063200
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
粉末冶金技术(2021年1期)2021-03-29
重型机械(2020年3期)2020-08-24
无机盐工业(2017年5期)2017-03-11
上海金属(2016年4期)2016-11-23
上海金属(2016年3期)2016-11-23
上海金属(2016年1期)2016-11-23
安徽冶金科技职业学院学报(2015年3期)2015-12-02