
醋酸装置放空尾气回收技术开发与应用
2012-09-08 02:21朱广胜
化工生产与技术 2012年3期
周 军 朱广胜
(兖矿国泰化工有限公司,山东 滕州 277527)
醋酸装置放空尾气回收技术开发与应用
周 军 朱广胜
(兖矿国泰化工有限公司,山东 滕州 277527)
通过对醋酸合成系统放空尾气气体成分的测定,在3 000 m3/h和5 000 m3/h工况下,模拟计算了采用膜分离纯化系统分离回收放空尾气各项工艺指标,并确定了关键设备的选型依据和工艺流程,据此建设了普里森膜分离纯化尾气装置。装置投用以来,运行稳定,年可实现毛收益2 320万元,减排CO2170×103m3,经济效益和社会效益显著。
醋酸;放空尾气;膜分离;纯化;回收
在醋酸生产中,为保持合成系统CO分压,防止液态催化剂沉淀失效,需要将反应系统中的反应气(CO的体积分数约为70%)持续排放,以及时排出副反应所产生的CO2、CH4和H2等气体。但3 000 m3/h(标准状态)的CO排放至火炬焚烧,不仅浪费了价格昂贵的CO原料气,还因CO燃烧后生成CO2造成了碳排放量的增加,对环境造成一定污染,因此,某公司开发了醋酸装置放空尾气回收技术,建设了1套醋酸尾气膜分离CO纯化装置,回收CO后重新做为原料气生产醋酸。
1 工艺流程与设备
1.1 工艺流程
按膜分离的基本原理,依照气体渗透通过膜的速率快慢,H2O、H2、He、H2S、CO2等可称为“快气”;CH4及烃类、N2、CO、Ar等称为“慢气”[1]。 膜分离 CO工艺流程见图1。
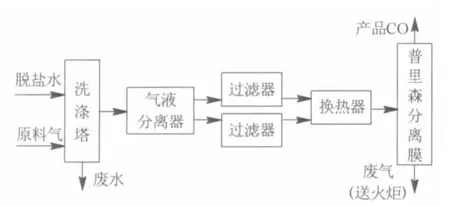
图1 膜分离装置工艺流程Fig 1 Process flow of membrane separation device
装置可分为预处理(过滤和加热)和膜分离2个部分[2-4]。稳定流量的原料气(醋酸放空尾气)以2.8 MPa的压力进入洗涤塔,洗去残余的醋酸和甲醇,然后进入气液分离器,除去气体中夹带的液体。从气液分离器出来的气体进入联合过滤器脱除杂质,之后进入套管式换热器将原料气加热至50℃,以使原料气保持一定的温度而不影响膜分离性能,用蒸汽调节阀与温度变送器联合实现原料气温度的调节、指示、报警及联锁,流量变送器则对原料气的流量实现指示及报警。原料气进入膜分离器进行分离,在低压侧得到富氢的渗透气,直接排放到火炬,非渗透气进入下游压缩机工段提压后返回醋酸合成工段。该系统设计有一个联锁导流阀对膜分离器进行保护。整个膜分离系统无转动部件,控制回路及监控点以DCS系统进行集中控制。
1.2 工况核算
醋酸装置放空尾气的体积流量为3 000 m3/h(标准状态)、压力 2.8 MPa、温度 25℃,主要杂质CO2、H2、CH4、N2等的体积分数分别为 5.2%、14.6%、5.4%、4.6%。
考虑到醋酸扩产及普里森膜造价等因素,膜系统作为一个单元装置设计,整体按体积流量5 000 m3/h设计,膜分离装置按体积流量3 000 m3/h施工和安装,预留出扩展接口和空间。基于5 000 m3/h和3 000 m3/h这2种工况的的模拟计算结果如表1所示。
1.3 设备选型
根据计算结果,考虑原料气中含有醋酸等酸性腐蚀物质,除加热器部分部件采用碳钢材质外,其余设备均选用316L不锈钢材质[5-6]。主要设备选型如表2所示。
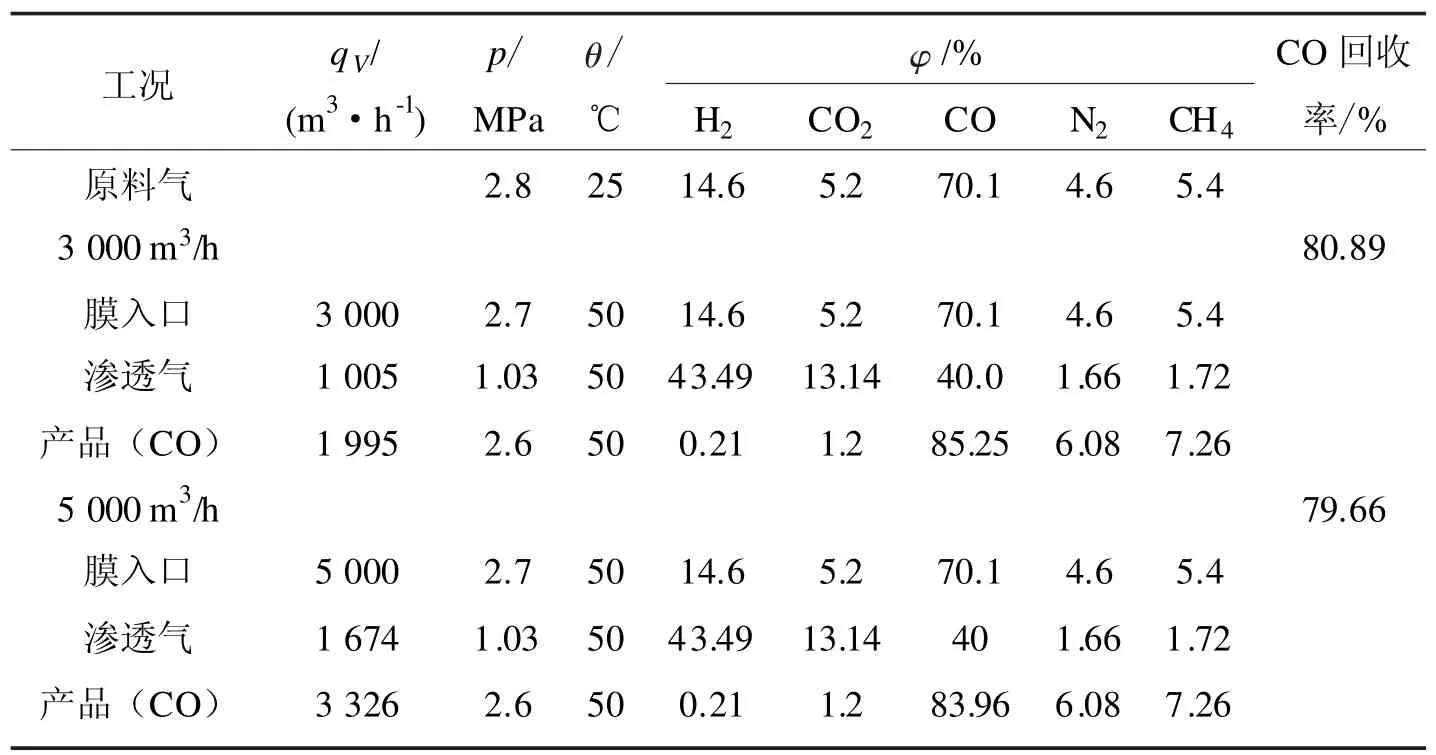
表1 模拟计算结果Tab 1 Simulation results
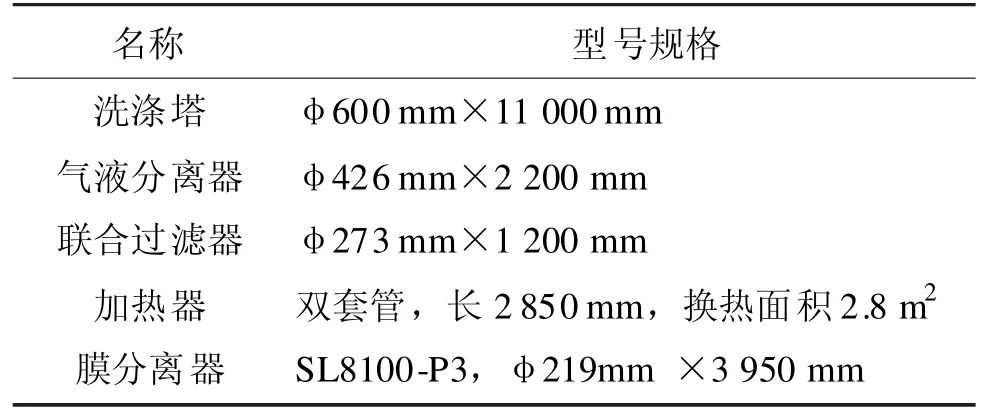
表2 主要设备Tab 2 Main equipment
洗涤塔、气液分离器、联合过滤器的设计参数均为压力3.5 MPa、温度40~100℃,腐蚀裕度3 mm。
2 运行效果
该装置自2010年9月份投入使用以来,运行工况稳定,能够实现长周期稳定运行,年运行时间可达到8 300 h。装置故障率低、维修简单、设备维护费用较少。2010年10月,对该装置进行了168 h性能考核,结果如表3所示。
由表3可以看出,膜分离系统运行稳定,能够满足设计指标要求,CO回收率与原料气量和原料气中CO含量关联度较大,在原料气稳定的情况下,回收的产品体积流量在2 000 m3/h左右。
3 结论及展望
通过对醋酸放空尾气含量、气体成分进行分析,选择普里森膜分离系统回收放空气中CO,技术上是可行的;通过对膜分离装置模拟计算,为关键设备的选型提供了依据;168 h性能考核结果表明,装置能够稳定运行,回收产品气体积流量在2 000 m3/h左右,每年可减排 CO2170×103m3,按合成气 1.45元/m3、年运行8 000 h计算,每年可实现毛收益2 320万元,经济、环保效益明显。
膜分离系统虽然实现了对醋酸装置放空尾气的回收利用,可顺利分离尾气中的H2、CO2,但不能够有效脱出N2和CH4,造成惰性气体在醋酸合成系统中积聚,需要定期放空置换来降低惰性气体含量,会一定程度上减少膜分离系统运行效益,故需探索减少N2、CH4等气体积聚的有效方法[6];膜分离系统分离后的废气主要成分为H2和CO2,系甲醇合成的主要原料,可通过改造,将该废气送入甲醇合成系统做为反应气体,实现变废为宝。
[1]杨玉芬,陈啟虎,张永晖,等.化工新型分离技术的研究进展[J].化工中间体,2010(7):9-13.
[2]范远景,张东吟,吴林生,等.猪皮明胶的微滤、二级超滤联合法膜分离纯化工艺研究[J].中国食品工业,2010(12):36-38.
[3]张实,沈洪久.油气的膜处理技术[J].中国科技纵横,2010(18):52.
[4]张佳,孙秀丽.聚偏氟乙烯膜的改性及其在水处理中的应用[J].河南科技:上半月,2010(12):66-67.
[5]唐俊丽.膜分离技术在氮肥工业中的应用[J].广州化工,2011,39(24):3-4.
[6]黄良伟.膜分离技术在油气回收系统的工业应用[J].石油化工安全环保技术,2011,27(6):42-45.
Application and Development of the Vent Tail Gas Recovery Technique from Acetic Acid Installation
Zhou Jun,Zhu Guangsheng
(Yancon Cathay Coal Chemicals Co.,Ltd,Tengzhou,Shandong 277527)
Based on the determining of vent tail gas components from acetic acid synthesis system,various process parameters were simulation calculated using membrane purification system separation in vent tail gas recovery of 3 000 m3/h and 5 000 m3/h conditions,the key equipment selection basis and process flow were confirmed,whereby the prison membrane separation and tail gas purification device was built.Since the device had been put into use,the operation was stable,annual gross income could reach 23 200 thousand Yuan,the emission reduction of CO2was 170×103m3,so it has obvious economic benefit and social benefit.
acetic acid;vent tail gas;membrane separation;purification;recovery
TQ028.8
B DOI10.3969/j.issn.1006-6829.2012.03.019
2012-04-06
猜你喜欢
能源工程(2022年1期)2022-03-29
云南化工(2021年11期)2022-01-12
广州化工(2020年8期)2020-05-19
建材发展导向(2019年5期)2019-09-09
天然产物研究与开发(2018年9期)2018-10-08
中国塑料(2016年9期)2016-06-13
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
火炸药学报(2014年3期)2014-03-20
中成药(2014年9期)2014-02-28
河南科技(2014年23期)2014-02-27
