
基于视觉伺服的智能涂胶机器人研究
2012-09-06 01:20:36杨志刚
山西电子技术 2012年6期
杨志刚,安 逸
(1.河北联合大学电气工程学院控制科学工程系,河北唐山063009;2.河北联合大学,茅以升创新教育基地,河北唐山 063009)
随着科学技术的飞速发展,涂胶技术已被广泛应用,在内燃机油底壳的结合面、发动机缸体的油底壳和齿轮盖结合处,用密封胶代替了以往常用的密封件垫圈,实现了“以胶代垫”[1]。
基于视觉伺服的智能涂胶机器人可以快速准确、经济、清洁地完成壳体结合面涂胶工艺,提高产品质量,降低生产成本,提高生产效率,具有较高的经济价值和广阔的应用前景。
本文将视觉伺服技术引入到数控涂胶机器人中,结合图像处理、路径规划等智能技术,实现对壳体结合面涂胶路径的自动识别。视觉伺服智能涂胶机器人将可以实现任意曲线的自动涂胶,涂胶过程中视觉伺服同时能够对涂胶路线进行自动补差,从而实现高精度涂胶[2]。
1 系统组成
视觉伺服涂胶机器人系统是依据汽车变速箱生产的需求设计的,分为机器视觉部分和涂胶机器人部分。机器视觉及处理部分主要实现图像捕获及零件识别、涂胶曲线生成、视觉伺服的反馈和胶线质量检测等功能;涂胶机器人部分实现精准伺服定位、恒压涂胶等功能。
2 视觉伺服涂胶系统
2.1 机器视觉系统
机器视觉系统由视觉输入、图像存储、图像处理和监视输出等组成。
视频信号为通过高清CCD摄像头获得标准PAL/NTSC制模拟信号。信号经过视频解码芯片(A/D转换芯片)TVP5150A解码成数字并行信号(BT656码),然后送DM642的视频端口。TMS320 DM642是TI公司C6000系列DSP中最新的产品,其核心是C6416型高性能数字信号处理器,采用第二代高性能、先进的超长指令字veloci T1.2结构的DSP核及增强的并行机制,在720MHz的时钟频率下,其处理性能为5 760 MI/s,具有极强的处理性能,高度的灵活性和可编程性,同时外围集成了非常完整的音频、视频和网络通信等设备及接口,特别适用于机器视觉、医学成像、网络视频监控、数字广播以及基于数字视频/图像处理的消费类电子产品等高速DSP应用领域[3-4]。
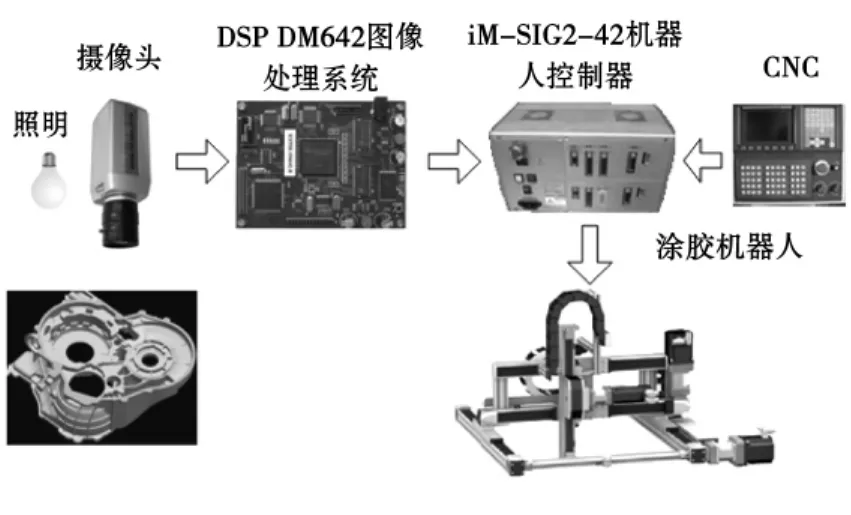
图1 机器视觉系统结构图
2.2 涂胶机器人
涂胶机器人主要由机器人定位系统、伺服驱动系统和供胶系统及涂胶枪等部分组成。
其中机器人定位系统是整台设备的核心,为德国BERGERLAHR公司产品,三坐标均为滚珠丝杠驱动,单坐标重复定位精度为 0.025 mm,最快直线运动速度:500 mm/s[5]。
3 关键技术
系统关键软件包括图像捕获及零件识别模块、涂胶曲线生成模块、视觉伺服过程控制模块和胶线质量检测模块。
3.1 图像捕获处理及零件识别
关键技术是零件存在性及相似性判断。在系统采集到图像后,首先要消除光源、周围环境等噪声的影响,然后对图像中是否存在零件进行判断。若零件存在,则进行零件识别,否则,丢弃此图像,重新采集图像。
其丢弃与否的准则由式(1)给出:

其中FQ(i,j)为采集到的待处理图像,FD(i,j)为标准图像,g为灰度判决门限,在此算法中,g通过大量实验确定。
该算法是将FQ(i,j)与FD(i,j)对应像素灰度值相减,滤除背景噪声,再根据设定的灰度门限g进行标记,差大于g的像素值标记为“1”,记录其个数,再与图像中总的像素个数作比值,比值大于门限k时,则说明图像中存在零件,本系统中k的取值范围为20% ~40%。为了加快处理速度,可以只对图像中某个感兴趣的区域进行检测。
工件识别是系统的重要功能之一,工件识别算法是将图像之间相对距离作为主要判断依据。根据图像信息构建匹配特征矢量,最后计算待识别图和标准图的欧氏距离。距离越小,表明两幅图像相似程度越高。首先获取图像的R、G、B颜色直方图的0阶矩的匹配特征矢量:

最后计算两者的欧氏距离:

d(Q,D)越小,表明两幅图像相似程度越高。
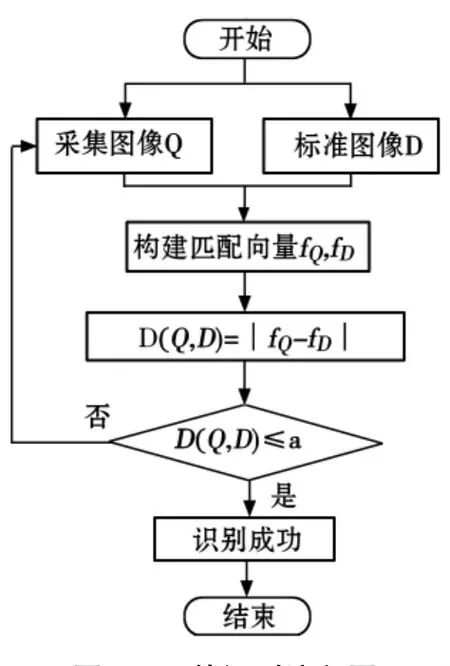
图2 工件识别流程图
3.2 涂胶曲线自动生成
涂胶曲线生成模块涉及的关键技术为图像矢量化技术。经过细化处理后的图像,其表示方式还是以单个图像像素表示,不利于生成数控代码,因而要进行矢量处理,形成矢量骨架加工信息。工件骨架提取和零件骨架拟合是零件信息矢量化的重要环节。根据零件图像灰度阈值的大小,采用轮廓跟踪法来提取零件图像轮廓,轮廓提取算法归一于对图像内部孔洞的提取。将轮廓曲线生成涂胶运动曲线,并生成喷头行走轨迹的NC代码。
3.3 视觉伺服过程控制
实时分析机器人运动过程中的图像信息,判断机器人运行轨迹,与期望轨迹进行比较并预测,修正机器人的运动,实现运动过程的闭环控制。在该系统中,涂胶机的运动机器人是根据NC指令来执行的,机器视觉仅用于在此过程中进行跟踪监控,辅助操作人员对涂胶过程进行观测。
3.4 胶线质量检测
正常的胶线是粗细在1~2 mm范围内闭合的曲线。涂胶机在涂胶过程中出现胶线断开的现象是非常严重的质量问题,将会直接关系到齿轮箱的密封性能。另外,胶线如果过细、过粗,也会使组装后的变速箱存在质量隐患。故而胶线是否连续、胶线质量是否合格成为胶线质量检测的一个重点。首先进行图像采集,在该图像中提取胶线信息。在对图像进行阈值分割,提取出胶线信息后,对含胶线信息的二值图像进行边缘检测,以便提取出胶线的边缘,从而判断其闭合性。
这里我们采用拉普拉斯(Laplacian)算法。拉普拉斯算法是常用的二阶导数算法。一个函数的一阶导数的局部最大值对应着二阶导数的零交叉点(Zero crossing)[6]。这样,通过找图像强度的二阶导数的零交叉点就能找到精准的边缘点。
平滑过的阶跃边缘二阶导数是一个在边缘点处过零的函数。拉普拉斯算子是二阶导数的二维等效式,函数f(x,y)的拉普拉斯算子公式为:


式(5)近似是以点(i,j+1)为中心的,以点(i,j)为中心的近似式为:

使用差分方程对x和y方向上的二阶偏导数近似如下:
类似地有:

将(6)和(7)两式合并为一个算子,用近似的拉普拉斯算子模板表示:
当拉普拉斯算子输出出现过零点时,就表明有边缘存在。
接下来,通过边缘跟踪,来判断边缘的闭合性,不闭合的点即胶线断点。在该过程中,既可以滤掉噪声,又可以将胶线过细的地方检出。判断胶线断点的方法是:先从上方(X)从左到右观察胶线的垂直方向(Y)的连续性,如不连续,则该点为端点,曲线不封闭。然后再从下、左和右三个方向检查。针对过粗的胶线,我们使用形态学腐蚀的方法继续细化胶线曲线,提取过粗部分信息。然后用以上的方法检出过粗部分的端点。最后记录各种端点位置并报警,通知涂胶机及操作人员对该区域进行补胶或处理。
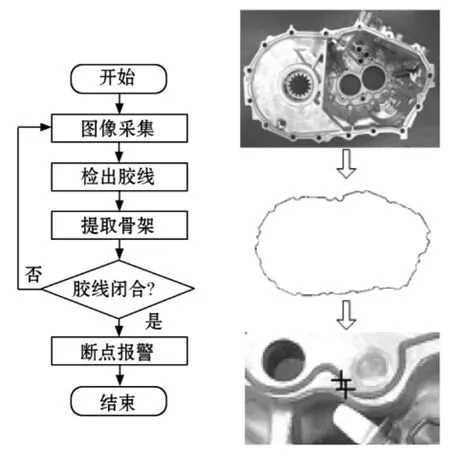
图3 涂胶质量检测流程及报警提示图
经研究和设计,本系统应用机器视觉和传感器检测结合的手段,能够判断工件的存在与否,同时还能识别工件的类型;采用机器视觉技术对工件骨架提取和工件骨架拟合,提取轮廓曲线并生成涂胶运动曲线;应用NC码自动生成技术,自动产生涂胶指令;能够提取胶线曲线,自动判断出胶线的断点和可能存在质量问题的点,发出报警并提示补胶。但研究中发现,由于应用了机器视觉技术,因此对图像的质量要求较高,对光照及背景要求较为严格;由于采用单视觉传感器,仅能产生二维图像,仅能对二维空间的涂胶曲线和胶线质量进行判断。
4 结论
本装置在某变速箱生产线的涂胶设备中已得到应用,应用效果较好,能完成对工件的有无、工件类型、涂胶曲线生成、胶线质量检测等功能,能够与涂胶机形成完美结合,具有操作简便、性能可靠、数据直观、精确度高等优点。实践证明:将机器视觉伺服技术应用于涂胶机中,具有功能全、精度高的优点,有很大的推广价值。
[1]杨丹,周崎.“以胶代垫”平面密封技术的研究及在汽车上的应用[J].汽车科技,2003(6):37-39.
[2]唐德威,宗德祥,邓宗全,等.涂胶机器人视觉系统的应用研究[J].机器人,2006,28(1):1-4.
[3]张星明.视频图像捕获及运动检测技术的实现[J].计算机工程,2002,28(8):130-132.
[4]TMS320 DM642视频/成像定点数字信号处理器数据手册[Z]/Texas Instruments,2004.
[5]李刚.百格拉机器人在涂胶机上的应用[J].伺服控制,2003,19:64-65.
[6]何慧.VC++数字图像实用工程案例精选[M].北京:人民邮电出版社,2004:370-373.
猜你喜欢
环球时报(2022-07-13)2022-07-13 17:18:39
环球时报(2022-03-14)2022-03-14 18:19:44
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
航空制造技术(2020年14期)2020-09-06 07:36:40
制造技术与机床(2019年7期)2019-07-22 03:42:06
电影(2018年8期)2018-09-21 08:00:06
现代机械(2018年1期)2018-04-17 07:29:48
焊接(2015年9期)2015-07-18 11:03:52
