浅析玻璃应力的产生及消除
2012-08-04 08:29:48皇明太阳能股份有限公司肖成珍刘培先张继磊林超袁铁生
太阳能 2012年19期
皇明太阳能股份有限公司 ■ 肖成珍 刘培先 张继磊 林超 袁铁生
一 应力的基本概念
二 应力的种类及其产生原因
以产生原因为标准可分为热应力、结构应力和机械应力;以作用范围为标准可分为宏观应力(由外力作用或热作用产生)、微观应力(玻璃的微观不均匀区域中存在的或分相引起的应力)和超微观应力(玻璃中相当于晶胞大小的体积范围内存在的应力)。
1 热应力
热应力是玻璃中由于温度差而产生的应力。按其存在的特点又可分为暂时应力和永久应力。
(1)暂时应力
暂时应力是指当玻璃温度低于应变点(η=1013.6Pa·S)时处于弹性变形温度范围内(η=1014Pa·S),即脆性状态时,经受不均匀的温度变化产生的热应力。其特点是随温度梯度的产生而产生,随温度梯度的消失而消失。
(2)永久应力
永久应力是玻璃在高于其应变点时,温度梯度会引起玻璃结构变化,这种玻璃结构变化在低于应变点时产生并保持的热应力。其特点是温度梯度消失后,永久应力不消失。
2 结构应力
结构应力是玻璃中两部分区域,化学组成不均匀导致结构不均匀而产生不同的膨胀系数,因而产生的应力,如条纹、结石、节瘤等不均匀体都会产生结构应力。其特点是:结构应力是由于玻璃固有结构造成的应力,无法通过退火清除。
目前,污水处理比较先进的一种技术是MSBR工艺,其是连续流序批反应工艺的改良版。这种方式处理过后的污水能达到GB 18918—2002《城镇污水处理厂污染物排放标准》的要求,MSBR工艺能够有效除去水体中的氮、磷等,但是其效果受到某些因素的影响。
3 机械应力
机械应力是玻璃制品受到外力作用时玻璃中产生的应力。在低温下外力撤去后,机械应力随之消失。如果机械应力超过应力极限,会导致制品破裂。
三 灯工加工产生应力的分布情况
玻璃管在常温下,经灯工喷灯火焰局部加热吹制成型,被加热部位与未被加热部位之间形成一条很窄的热分界区,这个分界区就是应力集中的部位。温度越高,应力越严重。在同样加工温度条件下,膨胀系统大的玻璃比膨胀系数小的玻璃应力严重。
经灯工加工而产生应力的分布情况大致有以下几种:
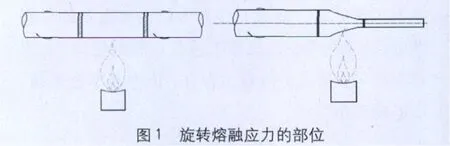
(1)旋转熔融的应力部位
玻璃管通过操作者双手在喷灯火焰中旋转熔融,此时产生的应力不是在熔融部位,而分布在熔融部位的两侧,约在离开火焰边缘的地方。因为玻璃管是玻璃旋转加热,故应力呈环形线状出现(在偏光仪下可显现出),如图1所示。
(2)侧面熔的应力部位
玻璃管的开孔、侧接及侧面内芯焊接、玻璃管加热时都不旋转,因此产生的应力分布情况与上述情况不同。此时的应力是分布在熔融部位四周,如图2所示。

(3)环形接头的应力部位
环形接头是指有内芯的焊接。这时产生的应力分布情况除了与单接头旋转熔融的应力部位相同外,在内芯的焊接处也存在较严重的应力,如图3所示。

(4)夹套产品两头封接的应力部位
尽管玻璃仪器夹套产品的形式多种多样,但均为两头封接。例如普通直型冷凝管,当两头封接完毕,不仅外套管上有应力存在,而且内芯也存在严重的应力(通常所说的拉力),如图4所示。如果把它放在偏光仪中,可看到内芯与外套颜色明显不同(内芯是黄色,外套是深紫色)。在这种情况下,制品极易爆裂。

(5)加热不均匀引起的应力情况
在操作过程中,不小心将强烈氧气火焰烧到不需要加热的部位,虽然立刻离开,但如果忘记及时作退火处理,玻璃管内外层会产生很大的温度差,从而形成块状应力,使玻璃管呈网状表面爆裂。在加工毛细管时,如果未能安全熔融(即内层未达到转化温度),也会产生上述情况,见图5。

四 应力的消除——退火
一般玻璃制品在加工完毕后均要进行退火。所谓退火就是将制品加热至玻璃的转化温度以上,然后缓慢冷却,使玻璃制品外层和内部的温度同时降低到转化温度以下。其目的是消除应力,避免制品爆裂。
一般来说,玻璃的膨胀系数越大,玻璃管壁越厚,产品形状越复杂,应力越严重,相应的在开始退火时,产品的预热和冷却所要求的时间就越长。如硬质玻璃GG-17和95玻璃的退火时间约为2h,而壁厚、大型的钠钙玻璃(软质玻璃)制品却需要 5~6h。
此外,玻璃制品应力的消除还与玻璃的粘度有关,粘度越小,应力的消除越快。
由于玻璃制品在吹制过程中产生应力情况不同,因此退火的部位也各不相同。玻璃壁厚度不同,退火的程度也会不同。一般要掌握以下原则:
(1)薄壁玻璃管小面积熔融的两侧或四周的热分界区,可用两倍于熔融面积宽度的氧化性火焰加热,至火焰发红时(玻璃管在火焰中加热,达到退火温度左右火焰才发红,这是掌握火候的重要标志),渐渐关闭压缩空气,让还原火焰“文火”略微烘一下即可。必须注意,退火时不能将玻璃管烧熔(最多烧至微呈暗红色),否则将产生新的应力,而退火时间太短或火焰温度太低,也不能达到退火目的。
(2)当玻璃管熔融面积大而火焰宽度不够时,可移动工件以取得退火效果,也可将熔融部位两侧的热分界分别加以退火。
(3)夹层环形接头制品,除采取上述步骤外,应增加“文火”的烘烤时间,目的是缩小内、外层冷却时的温度差(使内、外层玻璃管基本上同时冷却到转化温度以下)。
(4)毛细管及大型壁厚制品退火时,表层虽已达到退火温度,火焰也已发红,但由于壁厚,玻璃内部很可能还未达到退火温度。这时应适当延长退火时间(火焰温度不必提高),冷却速度也应缓慢。
(5)软质玻璃制品退火时,当达到退火温度后,温度需逐步降低,增加“文火”烘的时间,以达到缓慢冷却的目的。
玻璃仪器生产单位,一般情况都是当天产品当天进退火窑退火,所以喷灯火焰退火只要求使应力扩散即可。而某些没有专门退火设备的科研单位、实验室等,可根据上述几点原则处理。如果掌握得当,虽有轻微应力存在,但产品不会爆裂,不影响使用。
[1]陈恭源.浮法玻璃退火理论[M].2003.
[2]武汉建筑材料工业学院, 华东化工学院, 浙江大学.玻璃工艺原理[M].北京: 中国建筑工业出版社, 1981.
[3]陈晖.浅谈做好玻璃灯工实验的关键[J].南平师专学报, 1995,(4): 50.
[4]赵建军.厚玻璃退火常见问题的解决方法[J].建材世界, 2009,30(2): 62-63.
[5]陈恭源.玻璃的退火[J].玻璃, 2005, 179(2): 54-59.
[6]干福熹.光学玻璃[M].北京: 科学出版社, 1964:354.
[7]孙承绪, 刘全清.浮法玻璃在退火过程中玻璃带内的温度场和应力松弛[J].硅酸盐学报, 1991, 19(1): 86-91.
[8]托利 F V.玻璃制造手册(下)[M].北京: 北京建筑工业出版社,1983: 78.
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21 08:56:56
甘肃科技(2020年21期)2020-04-13 00:33:46
物理教师(2019年7期)2019-09-23 05:39:50
工业设计(2019年8期)2019-09-09 07:26:19
制造技术与机床(2019年1期)2019-01-14 08:23:48
网印工业(2018年11期)2018-12-14 02:52:46
商场现代化(2016年24期)2016-11-02 18:15:08
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:02
语文世界(小学版)(2015年2期)2015-04-07 15:07:45
原子能科学技术(2014年1期)2014-02-28 22:16:54