
9E燃气-蒸汽联合循环调峰机组停(备)用保养技术研究
2012-07-30 09:24苏保兴姚勇
综合智慧能源 2012年1期
苏保兴,姚勇
(上海奉贤燃机发电有限公司,上海 201403)
0 引言
某公司燃气-蒸汽联合循环机组的燃气轮机为美国GE公司生产的PG9171E型燃气轮机,余热锅炉为杭州锅炉集团生产的三压无补燃强制循环余热锅炉,型号为 Q1097/555 -181(31) -6.1(0.63)/532(256),采用露天塔式布置全悬吊结构,分高、低压2个强制循环系统。高压系统最大蒸发量为181.5 t/h,压力为6.10MPa;低压系统最大蒸发量为30.8 t/h,压力为0.63MPa,炉内采用低磷酸盐处理。配套汽轮机为上海汽轮机有限公司生产的LZN55-5.60/0.65型双压凝汽式汽轮机,锅炉补给水系统选用全膜法水处理技术。
电网调峰用燃气-蒸汽联合循环机组运行方式与常规发电厂不同,具有启、停频繁,停(备)用时间不确定等特点;冬季机组停运时间长,夏季机组启、停次数多,且计划停运和备用频繁交替。由于该公司地处海滨,距离东海20 km左右,空气中的盐雾对预热锅炉烟气侧有较大腐蚀,这些因素给机组停(备)用保养方式的选择增加难度,在选择停(备)用防锈蚀技术时候所要考虑的因素和面对的边界条件远比常规火电厂复杂。
1 联合循环机组保养技术及存在的问题
国内目前没有出台针对燃气-蒸汽联合循环机组水汽控制和停用保养的导则,现有商业运行的燃气-蒸汽联合循环机组均套用燃煤火电厂相关水汽控制标准,其适用性和运行效果有诸多不尽如人意之处。我国于2005年修订实施的DL/T 956—2005《火力发电厂停(备)用热力设备防锈蚀导则》并未对调峰用联合循环机组热力设备(燃气轮机、余热锅炉、汽轮机等)单元的停(备)用防锈蚀问题进行规定。
而在国际上,基于联合循环(HRSG)水汽循环化学的研究已成为热点,美国电力研究会(EPRI)于2001年组织了题为“锅炉炉管失效、HRSG炉管失效及其检查”的国际学术会议,制订了一项过渡性的HRSG水汽循环化学导则。2003—2004年,美国电力研究协会正式推出完整的HRSG水汽循环可靠性计划并逐年加以扩充和延伸。具体包括HRSG循环化学导则,联合循环/HRSG循环化学专家诊断系统,针对 HRSG的停机、保养(Shutdown/Layup)导则,HRSG炉管失效及寿命评估,HRSG检查及无损检验(NDE)技术,HRSG应用服务及培训。而国内对调峰用的燃气-蒸汽联合循环机组,尚无成熟的全面保养技术和标准。
首先,热力设备的停(备)用保养不当会在短时间内发生大面积的金属腐蚀,在金属表面留下面积较大的腐蚀坑和针状蚀孔;其次会加剧热力设备重新投入运行时的腐蚀,这是因为热力设备停(备)用时所产生的腐蚀,会成为机组再启动后正常运行时危害极大的局部腐蚀的源点,是目前大容量锅炉失效的主要原因之一;同时,热力设备停(备)用时的腐蚀产物如果没有清除,则在启动时一方面会延长启动时间和锅炉排污量,另一方面会使炉管结垢速率增大,从而促进和加剧锅炉运行中的腐蚀,机组运行时的二次结垢往往是停用腐蚀造成的。因此,热力设备的停(备)用引起的腐蚀会带来间接和直接的巨大经济损失,极大地危及机组的安全、经济运行。
用于电网调峰的燃气-蒸汽联合循环机组因燃气轮机频繁快速启、停并带尖峰负荷运行,增加了热疲劳和腐蚀疲劳损害的可能性。热力设备(余热锅炉、汽轮机等)的频繁启、停或长期停(备)用,未执行有效的停(备)用期间的保养保护措施,氧的侵入会导致点(坑)蚀。因停(备)用保养不当造成的设备事故时有发生,机组检修时的化学监督检查结果堪忧,如图1~图4所示。
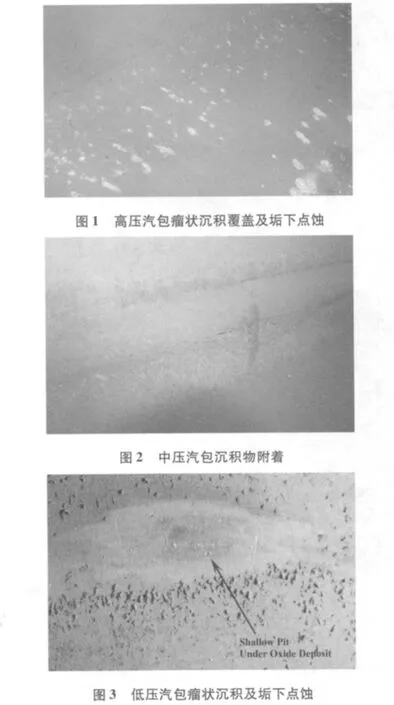
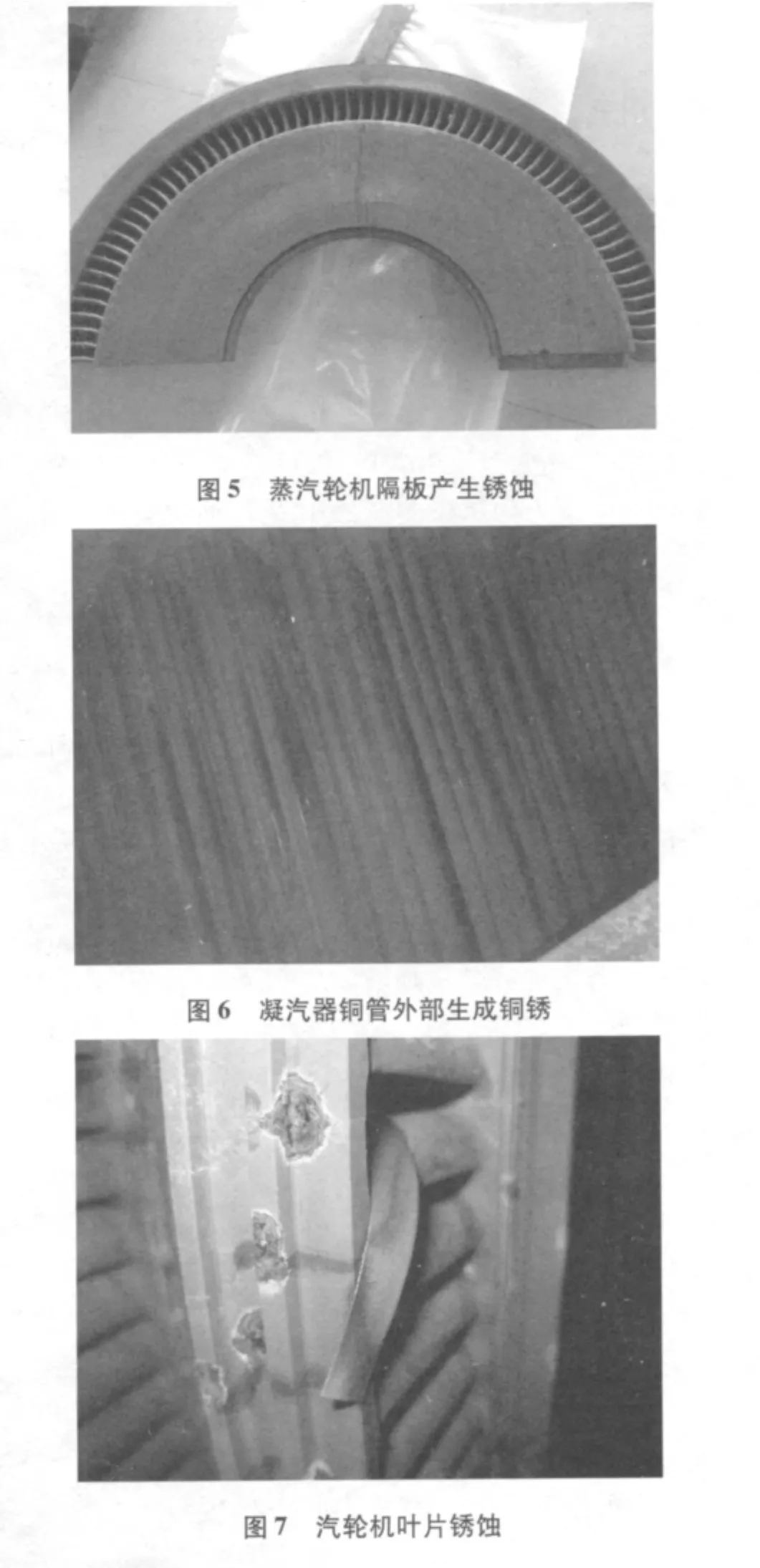
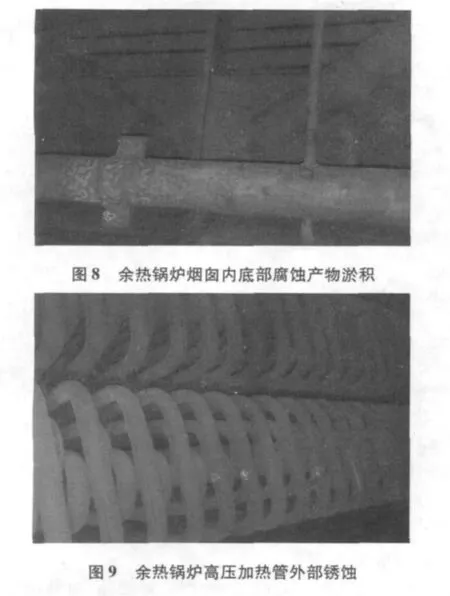
该公司4台联合循环机组自2005年6月投入商业运行以来,定位于调峰机组,根据其运行和停(备)用时的特点,机组在停用期间每月进行1次热炉带压放水保养。机组历次启动的化学监测数据显示停用腐蚀较为严重,大量的腐蚀产物污染水汽系统,必将加剧热力设备的结垢腐蚀速率。因未采用有效的停用保护措施,汽轮机叶片隔板和凝汽器铜管外侧已出现了锈蚀现象(如图5~图7所示)。另外,机组停用较长时间后首次启动时,烟气中携带有
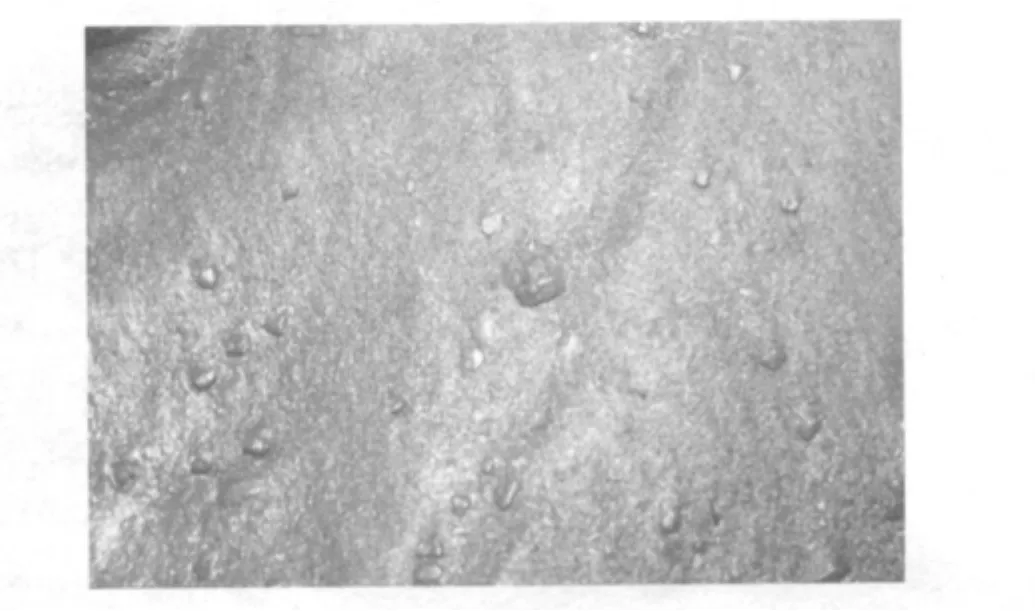
图4 低压汽包腐蚀产物淤积
大量的腐蚀物,表明机组在停用过程中烟气侧也存在较为明显的腐蚀(如图8~图9所示)。
2 热力设备停(备)用腐蚀的理论及实践依据
2.1 腐蚀的机制和特征
停用腐蚀是由于有水和氧在金属表面同时存在,因此,热力设备停用腐蚀实际上是一种氧腐蚀。氧和水或水蒸气存在时引起的金属腐蚀属电化学腐蚀,形态为点状腐蚀。
由于锅炉停(备)用时氧的浓度较大,而且会随空气不断进入各个部位,腐蚀面积广,因此,停(备)用锅炉的氧腐蚀往往比运行锅炉的氧腐蚀严重。汽轮机停(备)用期间腐蚀形态是点蚀,通常在喷嘴和叶片上出现,有时在转子本体上也会发生。余热锅炉烟气侧的腐蚀主要是露点腐蚀。
2.2 腐蚀的控制技术
通常影响停(备)用腐蚀的因素有湿度、金属材质、含盐量、金属表面清洁程度、介质pH值等。
发生停用腐蚀的必要条件是水、氧气与金属表面接触,为抑制腐蚀发生,从热力设备系统中除去氧和水或其中之一,就可达到控制腐蚀的目的。
2.3 防腐蚀试验方案
根据热力设备停(备)用腐蚀的控制技术,结合该公司设备结构和运行技术特点,在进行停(备)用防锈蚀试验时应考虑以下因素:
(1)机组的参数和类型。
(2)停(备)用所采用的化学条件与运行期间的化学水工况之间的兼容性。
(3)机组给水、炉水处理方式不会破坏运行中所形成的保护膜。
(4)停(备)用时间的长短和性质。
(5)现场条件、可操作性和经济性。
(6)不影响机组按电网要求随时启动运行。
(7)气候的影响,如冻结的可能性、海滨电厂的盐雾环境。
(8)不影响检修工作、人员安全、废液排放及环境等。
联合循环机组运行方式存在多样化和不确定性,在选择停(备)用防锈蚀技术时所要考虑的因素和面对的边界条件远比常规火电厂复杂。针对该公司机组运行及(停)备用的特点,结合上述各因素,确定该公司联合循环机组防腐蚀试验方案:
(1)余热锅炉和汽轮机系统备用、临修且备用时间不确定时选择的保养方法是热风吹干法。
(2)余热锅炉和汽轮机系统大修且适用时间范围较大时的保养方法为成膜胺法。
(3)余热锅炉系统备用且适用时间范围较大时的保养方法为充氮法。
3 防腐蚀试验研究和应用
3.1 充氮保护技术
充氮保护的原理是隔绝空气,该公司充氮保护采用密封法。锅炉停运放水后,当压力降至0.5 MPa时,开始向锅炉充氮排水,在排水和保护过程中,保持氮气压力为 0.01~0.03MPa。
2009年10 月,利用#3机组大修机会安装充氮保护系统,开展充氮保护试验。此次试验分为3个系统充氮,分别为锅炉高压系统、低压系统和除氧系统。充氮口分别在高、低压循环泵,除氧器循环泵,高、低压给水泵等5台泵进口疏水一次门和二次门之间接入。#3机组充氮保护系统流程如图10所示。
充氮保护试验结果表明:对余热锅炉高压、低压循环系统进行充氮保护试验时,每个系统充至规定压力和浓度需2格氮气装置(15瓶,14MPa左右);系统中氮气压力为0.01~0.05MPa的情况下,1格氮气装置只能维持8 h(如图11所示),表明系统渗漏严重。
充氮保护范围包括了高压给水泵、低压给水泵、循环水泵等设备,这些设备采用机械密封结构,密封处泄漏严重。实施停用充氮保护时氮气消耗大,致使充氮保护费用较高,试验结果也表明该技术不适合该公司联合循环机组的停用保护。

图10 #3机组充氮保护系统流程
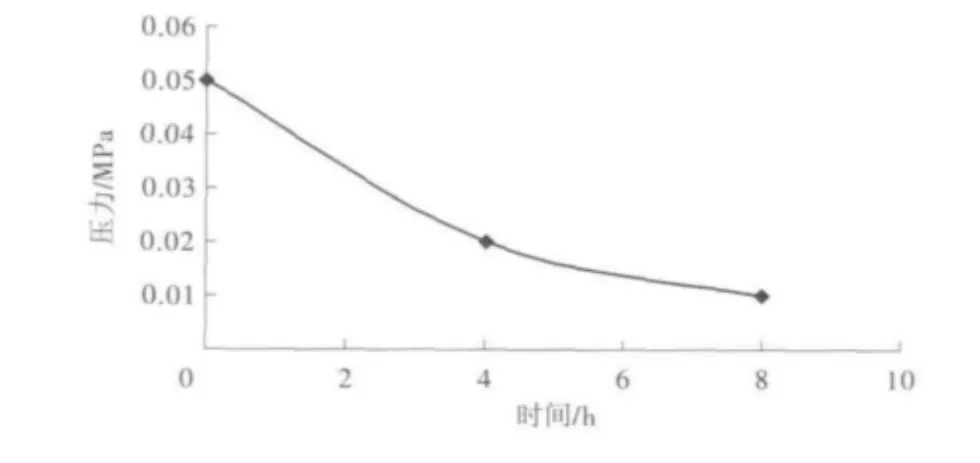
图11 高压系统充氮保护试验氮气压力变化
3.2 成膜胺保养技术
成膜胺保养技术是在机组滑参数停机过程中,当锅炉压力、温度降至合适条件时,向热力系统加入成膜胺(一种长链有机胺类物质),在热力设备内表面形成一层单分子或多分子的憎水保护膜,从而达到阻止金属腐蚀的目的。
该公司联合循环机组依据成膜胺保养的工艺要求,在给水加氨装置出口和凝汽器液位计处安装了十八胺加药口。成膜胺保护技术工艺要求:机组在运行过程中,当余热锅炉高、低压汽包过热蒸汽温度处于430℃左右时,给水流量应保持在50 t/h以上,从凝汽器就地液位计排污口开始加药(备用加药口为除氧器给水加氨口)。加药后,维持高、低压汽包过热蒸汽温度在450℃左右1 h后,机组开始停运并进行热炉放水。成膜胺保养系统流程如图12所示。
存在的问题是:9E联合循环机启动时,监测中发现凝结水中十八胺的质量浓度要10 h以后才能低于0.5mg/L,导致在线化学仪表无法及时投运;
另外,该技术操作复杂,需使用化学药品,对环境不友好,仅适用于大修机组停运前的保养。
3.3 热风吹干法
根据DL/T 956—2005《火力发电厂停(备)用热力设备防锈蚀导则》,碳钢在大气中的腐蚀速度与相对湿度有相关性。当热力设备所处环境空气湿度高于60%临界值时,碳钢腐蚀速率急剧增大,高湿度(60%~100%)下碳钢的腐蚀速度是低湿度(30%~55%)下的100~1 000倍。热风吹干法原理是通过向热力设备内部吹入热干空气,将热力设备内湿度维持在60%以下,可有效抑制停(备)用期间的设备腐蚀。
3.3.1 热风吹干系统设计
该公司热风吹干系统是利用蒸汽轮机房内压缩空气,通过扬中市华能电力设备有限公司生产的YGB系列加热装置对冷风进行加热,产生的热风分为3路,要使进入的带压热空气在各系统内形成一个完整的对流系统。利用空气压力将系统中的残余水分吹出,以达到干燥保护的目的(如图13所示)。
一路向空排气,另一路接至汽轮机疏水集块至本体疏扩气动疏水门前,对汽轮机本体及凝汽器进行热风吹干。还有一路接至余热锅炉并分为4路:第1路分支与凝结水加热器进口门相连,第2路分支接至高压蒸汽集汽集箱反冲洗一次门、二次门之间,第3路分支从低压蒸汽集汽集箱反冲洗一次门、二次门之间接入,第4路分支与充氮装置集汽联箱连接。
3.3.2 热风吹干法工艺
当机炉确定放水备用时,先进行热炉带压放水。在过热器管箱、蒸发器管箱、省煤器管箱、加热器管箱内仅余少量积水并有较高炉膛余热的情况下,以机房空气压缩机为动力源,使用特制的热风吹干停炉保养装置将压缩空气进行脱水、脱油、滤尘,升温至80~180℃,及时从放空气门吹出。
缸内为室温状态时保持连续盘车,从疏水集块吹入热空气(高于室温80℃),干燥热风通过高、低压缸通流部分从凝汽器真空破坏门排出,对蒸汽轮机系统进行干燥。
3.3.3 热风吹干技术实施过程
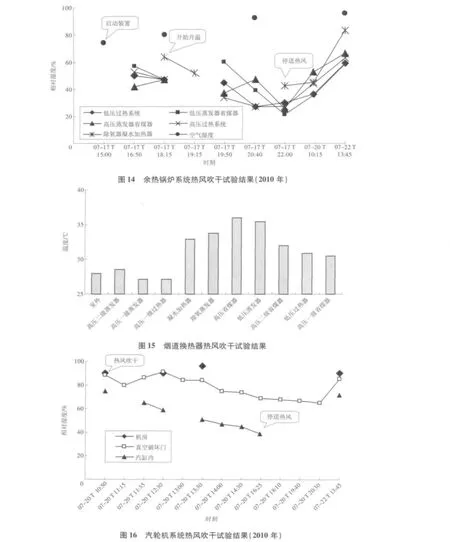
在技术实施过程中,首先按顺序依次对高压过热器、高压蒸发器、低压过热器、低压蒸发器、除氧系统、凝结水加热器吹入干燥冷空气,锅炉整个系统进气流量为21m3/min,干燥装置出口集气箱压力为0.4MPa,确保装置出气量能够满足锅炉整体用气需要。然后开始对系统进行温升试验,设置热风干燥装置出口集气箱温度为100℃,观察低压过热器、低压汽包、高压过热器、高压汽包、除氧器温度。在上述设备不超过规定温度的情况下,开始设置热风干燥装置出口集气箱温度(150℃和180℃)进行试验。在装置出口压力为0.62MPa,出气流量为24.6 m3/min,温度为180.0℃的情况下,锅炉各设备温度为:低压过热器,59.6℃;低压汽包,75.2 ℃;高压过热器,33.0℃;高压汽包,35.0 ℃;除氧器,29.7 ℃。在此状况下再吹干4h,测定各测点湿度,低于40%,对应环境湿度为90%,则达到试验规定要求(如图14所示)。同时观察锅炉烟道内换热器外表温度,除高压二级蒸发器、高压一级蒸发器、高压一级过热器温度接近室外温度外,其余均高于室外温度5℃以上(如图15所示),满足保养技术要求。
汽轮机热风吹干技术在实施过程中,由于汽轮机汽封漏汽,大约2 d后吹干汽缸的湿度与环境湿度相同(如图16所示)。
3.3.4 试验结果讨论
(1)在环境湿度为90%、余热锅炉冷态条件下,热风吹干装置热风吹送4 h后,各系统湿度可降至40%以下,满足设备内湿度低于环境湿度且低于60%的有效防锈蚀湿度条件。
(2)在停运热风吹干装置5 d后,余热锅炉各系统测点湿度上升至60%左右,虽低于环境湿度,但为达到更好的保养效果,需再次启动热风吹干装置进行吹干操作。
(3)汽轮机系统热风吹干技术实施过程中,受汽轮机汽封漏汽和凝汽器热井积水影响,汽缸和凝汽器湿度下降较慢且停送热风后湿度回升较快。在环境湿度约为90%的条件下,热风吹送6 h后,汽缸湿度降至40%以下,凝汽器真空破坏门湿度降至60%左右,停送热风2 d后,汽缸和凝汽器湿度上升至接近环境湿度。
3.3.5 热风吹干保养技术效果评估
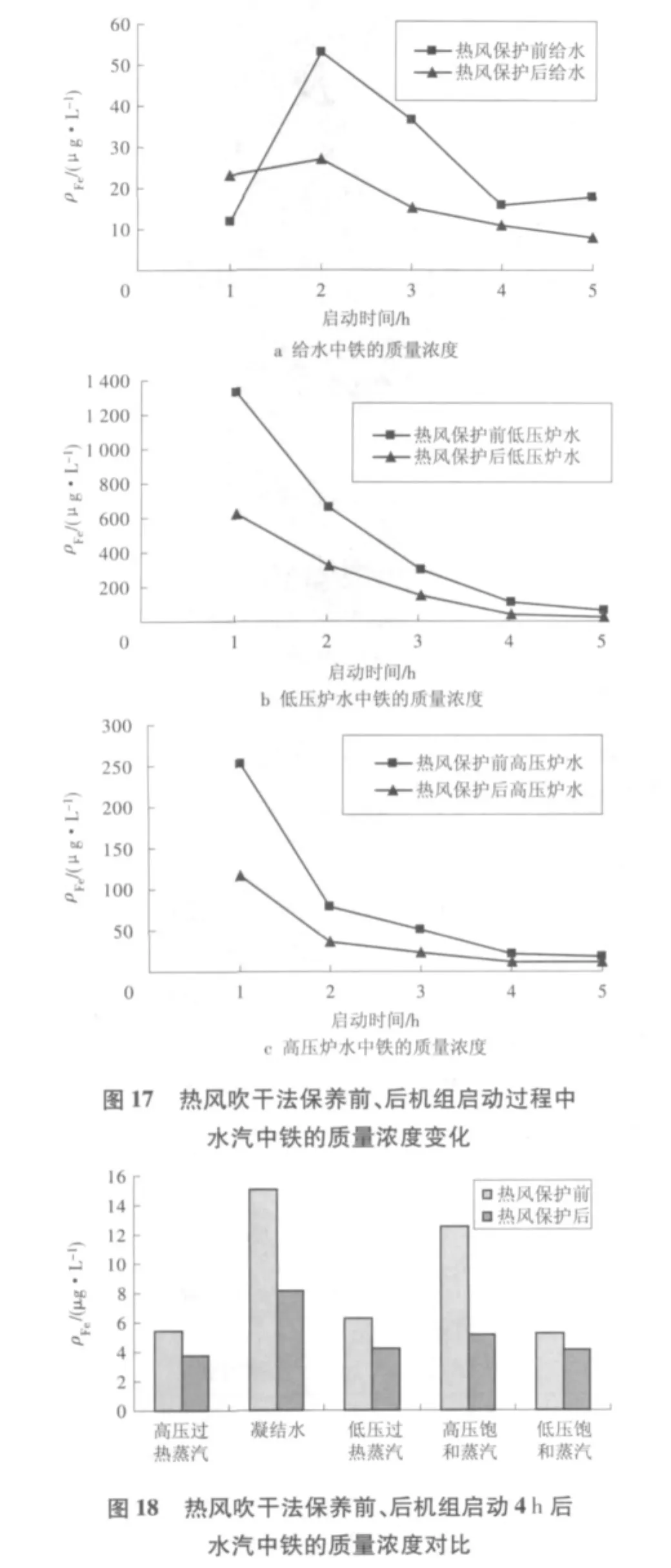
热风吹干保养技术具有运行操作简单、费用低、适用范围广、适用时间灵活的特点,具有良好的热力设备停用防锈蚀效果。该公司9E联合循环机组实施热风吹干保养后,机组启动监测数据显示:余热锅炉水汽系统中铁的含量明显下降,缩短了机组启动时间,提高了水汽品质,初步显示出热风吹干技术良好的防锈蚀效果(如图17~图18所示)。
3.3.6 各种保养方法的经济性评价
通过监测机组启动过程中的水汽品质变化可初步看出:采用有效的停用保养技术后,长期防锈蚀效果还将反映在提高热力设备的清洁度和机组效率、延长机组使用寿命、取得较好的经济效益等方面。
表1为不同停(备)用保养方式的经济性比较,由表1可以看出,与成膜胺法、充氮法、热炉放水余热烘干相比,热风吹干法的实施费用较低,设备系统简单,操作方便,工作量小,而且不使用化学药品,没有任何环境污染(包括热污染),该保养方法表现出较好的经济效益和社会效益。
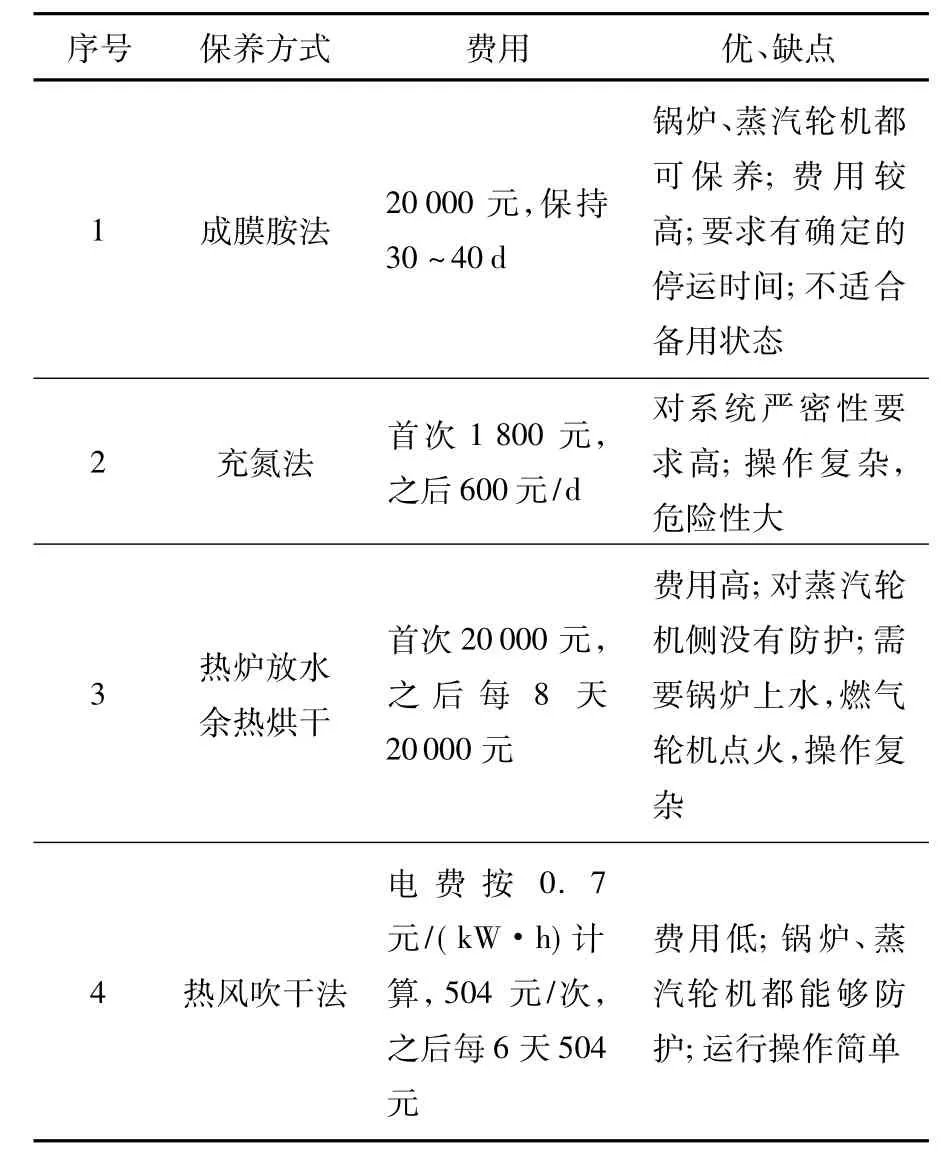
表1 不同停(备)用保养方式的经济性比较
4 停(备)综合保养技术的应用
根据调峰用燃气-蒸汽联合循环机组现场实际情况,制订停机保养防锈蚀措施,共分为计划性停机和备用保养2大类。其中计划性停机根据停运时间长短分为3类:低于一周,一周至30 d,30 d以上。
因机组有冷、热备用方式,根据机组停(备)用保养技术的试验结果,制订机组不同的停(备)用状态适用的保养方式,见表2。
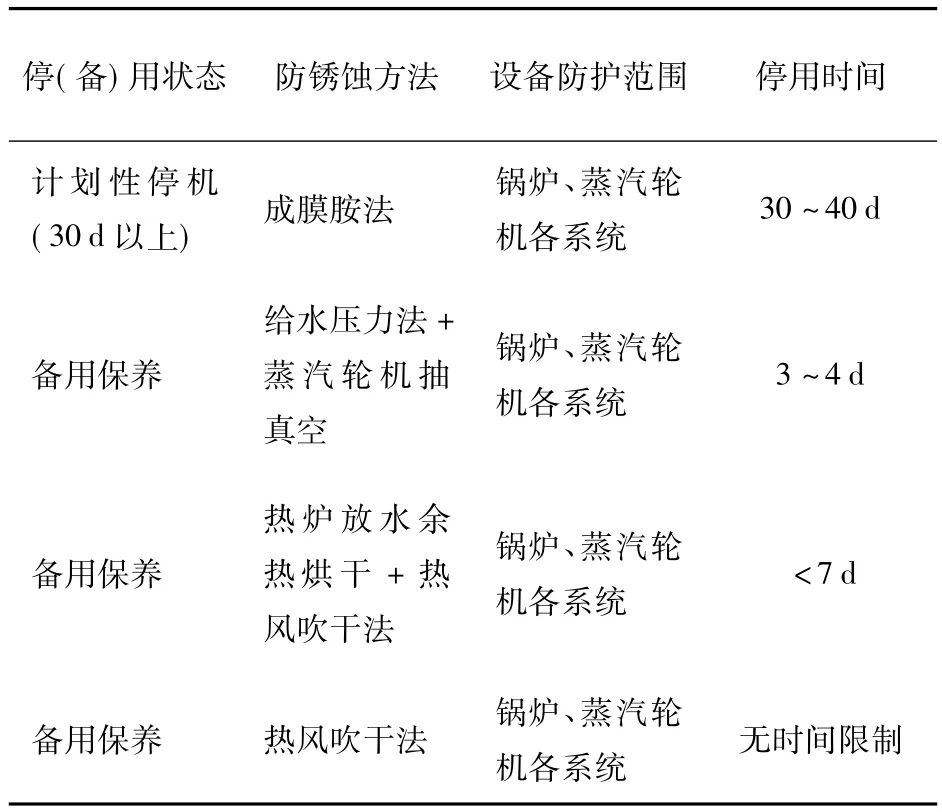
表2 机组不同停(备)用状态的保养方式
5 结论
(1)国内目前还没有出台针对燃气-蒸汽联合循环机组水汽控制和停用保养的相关标准,通过试验,结合调峰用联合循环机组运行和(停)备用特点,有针对性地找出了以热风干燥法为主的停(备)用综合保养技术策略。
(2)以热风吹干法为主的(停)备用综合保养技术策略有以下优点:使停炉保护设备的范围扩大到最大限度;适应性广,无论是停机检修还是备用,任何季节都可应用;实施方便、操作简单。
(3)该保养技术在保证余热锅炉和汽轮机停用时防锈蚀效果的同时,通过提高烟气侧热交换器表面的温度,对烟气侧热交换器也具有一定的防锈蚀效果。
(4)停(备)用综合保养技术实施过程中,受汽轮机系统严密性影响,汽轮机系统干燥度维持时间较短。可结合汽轮机抽真空法,以达到更佳的汽轮机系统停用保养效果。
[1]上海明华电力技术工程有限公司.9E燃气蒸汽联合循环机组停(备)用保养技术研究报告[R].上海:上海明华电力技术工程有限公司,2010.
[2]DL/T956—2005,火力发电厂停(备)用热力设备防锈蚀导则[S].
[3]窦照英.电力工业的腐蚀与防护[M].北京:化学工业出版社,1995.
猜你喜欢
保鲜与加工(2022年8期)2022-09-01
能源工程(2021年6期)2022-01-06
能源工程(2021年3期)2021-08-05
有色设备(2021年4期)2021-03-16
电子制作(2019年22期)2020-01-14
山东工业技术(2016年15期)2016-12-01
中国农业文摘-农业工程(2016年5期)2016-04-12
唐山文学(2016年11期)2016-03-20
现代营销·经营版(2014年12期)2015-01-28
中国火炬(2014年8期)2014-07-24
