TSC无功补偿在大功率点焊机行业中的应用
2012-07-29 04:47韩瑞东王胜斌
应用能源技术 2012年1期
韩瑞东,王胜斌,牛 明
(1.山西潞安集团余吾煤业有限责任公司,山西 长治 046000;2.哈尔滨特通电气有限公司,哈尔滨 150069;2.哈尔滨特通电气有限公司,哈尔滨 150069)
众所周知,现在很多的制造型企业都存在相当数量的大功率点焊机,该负荷的特点是:速度快、冲击大、持续时间短、功率因数低、含有大量的无功功率及少量的谐波,这对电力系统的稳定运行产生不良影响。因此点焊机的电能质量问题成为现在电力系统中亟待解决的问题之一。
1 使用点焊机企业的负荷特点
(1)点焊机动作速度极快,焊接持续时间为几百毫秒,焊接间隔为几秒,焊接的频率大。
(2)点焊机在焊接过程中焊接电流非常大,根据焊接材料的不同,焊接电流瞬间可以从零安培达到几千安培,因此,对电网和其他设备的冲击都非常大。
(3)点焊机的焊接过程中产生大量的无功功率,因此其功率因数偏低,无功功率巨大。累积起来平均功率因数偏低,会产生较高的力率电费。
2 点焊机无功补偿的方法
点焊机由于其自身动作速度极快、冲击电流大和无功功率大等特点,要求补偿设备能够适应其特点达到良好的补偿效果,下面是普通补偿设备无法满足补偿要求的几点主要原因。
(1)控制器跟踪速度慢。
普通的补偿设备控制器动作的速度慢,无法跟踪点焊机这种动作速度快、持续时间短的负荷(点焊机焊接持续时间为150 ms~200 ms,焊接间隔为1.5 s~2 s)。响应速度赶不上负载的变化,系统功率因数总是处于欠补偿或处于过补偿状态。
(2)投切开关速度慢、涌流大。
普通补偿装置使用的交流接触器,使用交流接触器响应速度慢,交流接触器的响应速度基本在100 ms。并对电容器投切会产生很大的浪涌和脉冲过电压,导致绝缘击穿或接触器触头烧损,造成接触器损坏。
(3)单组容量小。
普通补偿装置使用的交流接触器,由于其通流能力的限制,每一组的补偿容量都很小,基本在60 kvar以下,无法达到补偿效果。如果分组投入,由于焊接持续时间过短,所有的补偿容量没有全部投入,焊接过程就已经结束了。
根据点焊机的负荷特性,采用快速TSC动态无功补偿装置的补偿方案,既解决接触器投切速度慢、单组容量小的问题,又能够解决有源电力滤波器容量大、设备投资高的问题。属于性价比最高的补偿方式,TSC补偿设备的主要特点见表1。

表1 TSC补偿设备的特点
根据多年的补偿经验,在TSC补偿设备的基础上,根据点焊机负荷的自身特点提出了独特的解决方案。具体措施如下:
设备自投产以来,一直在稳定运行。根据目前了解的情况,未发现国外有同类产品;在国内,只有我厂一车间有类似的产品。两相比较,此次研制的银阳极浇铸机结构设计更合理,性能更优异,主要体现在:回转盘只需在原地回转,不需移动和升降,其它动作机构叠加在一起,显得更加协调和紧凑;浇铸过程更平稳,升降机构运行平稳,回转装置运行平稳,对浇铸非常有利。工业无线控制遥控器防护等级IP65,信号稳定,在浇铸过程中可以更加便捷地进行操作。
(1)控制器的跟踪补偿的速度快。
通常的交流有效值计算是在一个工频周期内完成的,除去数据传输中的耗时,至少也有20 ms延时,单单在检测这个环节就需要20 ms,这是不能满足点焊机(焊接时间为200 ms左右)补偿的快速性要求的。我公司依据系统的特征,实时的去检测物理量,摒弃传统检测的周期概念,采用改进的检测方法,从而提高了检测处理的快速性和连续性。补偿装置从电网检测、数据处理运算直至投切电容器组实现无功补偿,总的响应时间≤20 ms。
(2)单步补偿一步到位。
由于点焊机的焊接无功电流一般达到上千安培,因此,补偿装置的单步的补偿容量要求很大可以达到几百千伏,为了满足通态电流的要求,采用多组投切开关并联的方式,提高TSC补偿装置的单步补偿容量。
(3)电容器的放电速度快。
由于TSC采用的是过零投切电容器组,因此,快速检测过零就是装置动作快速性的又一个硬性指标,点焊机两次焊接之间的的工作间隔只有2 S左右,因此,选用精确计算的放电方式,通过计算确保在1 S内将电容器的电压降到电网的峰值以下,确保投切开关能够在2S内检测到过零电压使其符合投切条件。
3 TSC在点焊机场合中的应用
3.1 某点焊机应用企业的实际负荷情况
某电站设备有限公司是制造各种电站锅炉和工业锅炉的生产厂。因此,用到大量的焊接设备该厂包括大功率点焊机、吊车、空压机、以及可移动的氩弧焊机和气保焊机等负荷。这些负荷的特点是:变化速度快、冲击大、持续时间短、功率因数低、三相不平衡、含有大量的无功功率及少量的谐波。以某电站设备有限公司焊接车间内1#变压器,2#变压器为例,通过测量变压器出口的电压以及电流来确定补偿方案。
(1)三相点焊机工作数据测试情况。
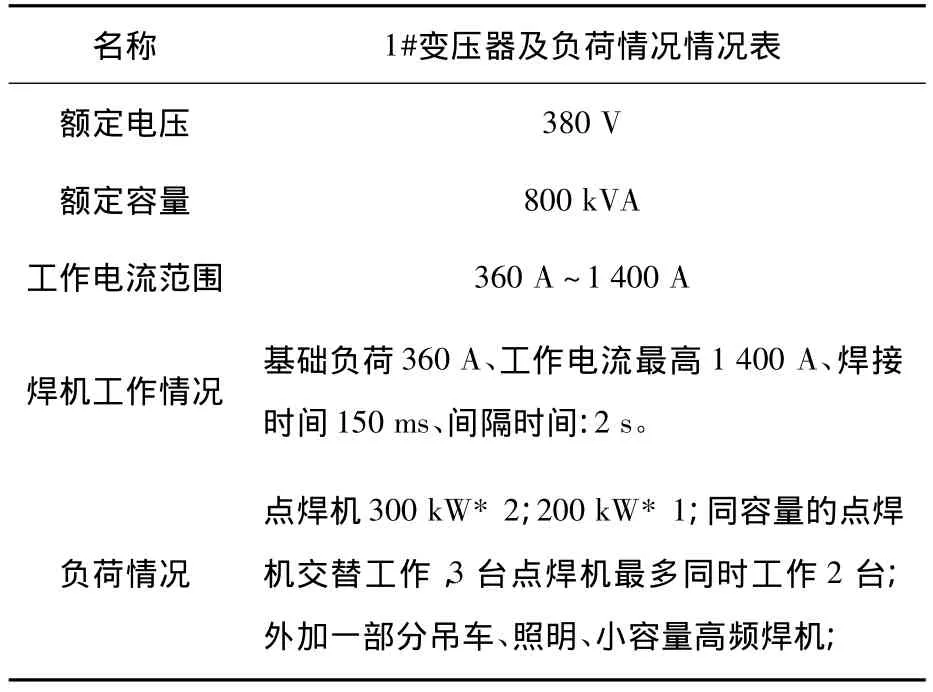
表2 1#变压器及其负荷情况表

图1 1#变压器点焊机工作过程的电压(CH1)和电流(CH2)波形
如图1和图2所示。由图1可以看出,在焊接同一型号钢管时,其负荷的变化规律基本一致。稳定基础电流大约为360 A;焊接时电流大约为920 A,持续时间大约在150 ms左右,工作间隔2 s。
通过现场对800 kVA(1#变压器)的测试,无论在焊接时,停焊阶段其负荷的功率因数基本稳定在0.7左右。系统中谐波的含量并不高,2%左右,同时5次谐波的含量也很小。
(2)单相点焊机工作数据测试情况。

图2 1#变压器点焊机连续工作的电流波形
2#变压器及其负荷情况表见表3。

表3 2#变压器及其负荷情况表

图3 2#变压器点焊机工作过程的电压(CH1)和电流(CH2)波形
2#变压器接了一个挂在AC上的单相点焊机,图3可以反映点焊机工作的电流分布。与1#变压器带的点焊机工作的状态基本一致,由图4可以看出,在焊接同一型号钢管时,其负荷的变化规律基本一致。稳定电流大约为280 A(三相);焊接电流大约为1690 A(单相),持续时间大约在200 ms左右,工作间隔2s。

图4 2#变压器点焊机连续工作的电流波形
通过测试,无论在焊接时,还是停焊阶段其负荷的功率因数基本稳定在0.54左右。系统中电压谐波畸变率在2%左右,同时5次谐波的含量也很小,因此,可以选用6%的电抗器就可以达到抑制和治理谐波的目的。
由于焊机为单相焊机,因此负荷为严重的三相不平衡负荷,必须对不平衡负荷进行分相补偿,以提高整体的功率因数,并稳定三相不平衡的电压值。
3.2 针对于该企业的TSC补偿方案
通过对以上测试数据的分析分别对1#、2#变压器采用TSC补偿方案。
(1)1#变压器点焊机补偿方案如下:
由于点焊是断续过程,因此按照基础和快速分开控制的模式进行补偿,其安装容量为345 kvar,稳定基础负荷的安装容量为165 kvar;点焊机快速负荷的安装容量为180 kvar的双柜,用以满足月平均功率因数的要求。见表4。

表4 补偿容量估算
采用点焊快速负荷与稳定基础负荷分开补偿,并且采用双控制模式,点焊机快速负荷采用快速补偿控制模式;稳定基础负荷采用常速补偿控制模式。点焊机快速负荷采用大容量单组三相共补的补偿方式;稳定基础负荷采用分级三相共补的补偿方式。
(2)2#变压器点焊机补偿方案如下:
这个变压器所带的负荷是AC相的单相焊机负荷,并且由于点焊是断续过程,因此,按照基础和快速单相分开控制的模式进行补偿,其安装容量为435 kvar,稳定基础负荷的安装容量为165 kvar;单相点焊机快速负荷的安装容量为270 kvar的双柜,用以满足月平均功率因数的要求见表5。

表5 补偿容量估算
采用点焊快速负荷与稳定基础负荷分开补偿,并且采用双控制模式,点焊机快速负荷采用快速补偿控制模式;稳定基础负荷采用常速补偿控制模式。点焊机快速负荷采用大容量单组单相分补的就地补偿方式;稳定基础负荷采用分级三相共补的补偿方式。
3.3 TSC补偿方案的效果
通过对某电站设备有限公司的焊接车间功率因数的前后对比(补偿前的平均功率因数基本在0.77左右,补偿后功率因数基本在0.95左右),可以看出我公司设计制造的TSC无功补偿装置完全能够满足点焊机无功补偿的快速性和大容量的特点,补偿后的功率因数完全满足国家标准,同时,在有的生产繁忙月份还会出现力率电费的奖励。如图5和图6所示。

图5 补偿前功率因数的变化曲线
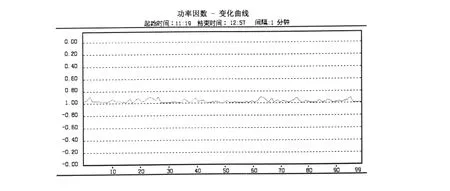
图6 补偿后功率因数的变化曲线
4 结束语
在制造业飞速发展的现在,随着电能质量问题在点焊机行业中凸显,严重影响了该行业的发展,因此采用更加科学可靠的电能治理方案是现在亟待解决的问题,特别是在有点焊机存在机械制造行业相对集中的地区尤为重要,相信在不远的将来,TSC补偿技术能够广泛的应用在该补偿领域,并且更加安全高效的补偿方案会随着电力电子技术的发展应运而生,为工业的发展提供更高效安全的电能治理方案。
[1]李鹏.ATSC型快速动态无功补偿装置[J].电力系统自动化,2001(5).
[2]王兆安.谐波抑制和无功功率补偿[M].北京:机械工业出版社,2005,10.
[3]姜 宁,王春宁,董其国.无功电压与优化技术问答[M].北京:中国电力出版社,2006,6.
[4]李兰芳,点焊机三相不平衡负荷的静止无功补偿[J].高电压技术,2010(3)
猜你喜欢
东北电力技术(2022年5期)2022-07-08
防爆电机(2022年3期)2022-06-17
防爆电机(2021年2期)2021-06-09
汽车维护与修理(2019年11期)2019-12-03
电子制作(2019年7期)2019-04-25
电子制作(2019年23期)2019-02-23
汽车维护与修理(2019年2期)2019-02-20
西部论丛(2018年12期)2018-11-28
电机与控制学报(2018年9期)2018-05-14
中国科技纵横(2016年15期)2016-12-29