
臂式斗轮堆取料机新型控制系统的设计
2012-07-24 09:28孙喜胜遇广宇国占一
中国新技术新产品 2012年4期
孙喜胜 遇广宇 国占一
(北方重工集团有限公司,辽宁 沈阳110027)
前言
臂式斗轮堆取料机是在小型斗轮挖掘机的基础上发展起来的堆、取合一的轨道式散料专用装卸设备。它具有堆取能力大、料场占地面积小、操作方便等优点而被工业部门广泛使用[1]。它广泛应用于火力发电厂、轻工化工、散货港口等的储料厂。所以研究斗轮堆取料机的控制系统有着重要意义。
1 初期的臂式斗轮堆取料机控制系统
80年代初期,PLC、变频器和软启停器等应用于斗轮机控制系统中,减少了继电器和控制电缆,在斗轮机取料的过程中,通过变频调速技术实现了斗轮取料机构取煤量在一定范围内的可调;实现了大车的平稳启动与制动,减小了启动与制动过程中对设备的冲击[2]。斗轮机的性能得到了提高。
2 现场总线技术
根据国际电工委员会(IEC)和美国仪表协会(ISA)的定义:现场总线是连接智能现场设备和自动化系统的数字、双向传输、多分支结构的通信网络,它的关键标志是能支持双向多节点、总线式的全数字通讯,具有可靠性高、抗干扰能力强、通信速率快、维护成本低等特点[3]。
Profibus符合国际标准IEC61158,是世界上通用的现场总线标准之一,并以其独特的技术特点,严格的认证规范、开放的标准、众多厂商的支持和不断发展的应用行规,成为现场的最优解决方案[4]。
3 应用了总线控制的的臂式斗轮堆取料机控制和通讯系统
设计以PLC为核心,采用先进的现场总线方式,将PLC、变频器、触摸屏、检测系统连接在一起,控制臂式斗轮堆取料机各机构的运行。本系统采用SIEMENS公司的Profibus-DP总线控制系统,所有的网络元件都要和CPU通过总线进行数据交换。
3.1臂式斗轮堆取料机的硬件系统设计
臂式斗轮堆取料机的电气控制系统由电源部分、电动机控制中心(MCC)、变频调速系统、操作台、PLC及触摸屏等组成。
PLC是系统的控制核心,采用SIEMENS公司的S7 300系列可编程序控制器,主机采用CPU315-2DP,提供一个PROFIBUS DP接口。
变频器采用施耐德公司的ATV71变频器。
软起动器采用西门子公司的3RW44。
变频器、人机界面等现场装置,通过独立的Profibus-DP接口直接连接到现场总线上。PLC通过逻辑运算处理发出相应的数字信息,从而控制现场装置的工作运行。

图1 系统的硬件组态
3.2臂式斗轮堆取料机软件控制系统
根据控制系统的硬件,选择相应的编程软件对系统的控制流程进行开发。西门子专门为客户提供了程序开发软件STEP 7。STEP 7是用于SIMATIC可编程序控制器的组态和编程的标准软件包,它是SIMATIC工业软件的组成部分[5]。
(1)堆料程序控制任务
在斗轮堆取料机堆料PLC控制程序中,断续回转+断续行走定点堆料是经常采用的一种工作方式。首先将大车行走到预定料场位置,启动堆料程序,给系统发出堆料作业信号并实现与系统胶带工况联锁。通过编码器和物位计的采样、传送、逻辑运算,做出判断进行悬臂回转和大车行走动作,实现斗轮堆取料机的堆料作业。
(2)取料程序控制任务
在斗轮堆取料机取料PLC控制程序中,采用旋转分层不分段取料。首先将大车开至预定取料位置。当接到系统取料指令后,启动取料程序,斗轮在程序控制下顺序启动,通过编码器分别进行取料初始角和取料终止角的角度采集、传送和存贮,确定悬臂回转的取料范围。实现斗轮堆取料机的取料作业。
3.2臂式斗轮堆取料机软件控制系统的解决方案
(1)创建并编辑项目
项目可用来存储为自动化任务解决方案而生成的数据和程序。这些数据被收集在一个项目下,包括:硬件结构的组态数据及模板参数;网络通讯的组态数据,以及为可编程序模板编制的程序。生成一个项目的主要任务就是为编程准备这些数据。数据在一个项目中以对象的形式存储。
(2)项目硬件组态
通过STEP 7编程软件对臂式斗轮堆取料机控制系统的硬件配置进行组态。在项目中插入相应的可编程序控制器的硬件结构。如图1所示:
(3)项目程序开发
一旦完成了硬件组态,就可以为可编程模板生成软件,选择编程语言,完成程序逻辑。STEP 7软件为客户提供多种编程语言,包括语句表STL、梯形逻辑LAD、功能块图FBD、SCL结构控制语言等等。本设计采用语句表STL和梯形图LAD进行设计。
3.3臂式斗轮堆取料机软件控制系统的编程实例
如图2所示为一段斗轮堆取料机自动堆料程序,采用LAD梯形图编制。
程序块中包含了堆料联锁工艺流程,只有满足各种工作条件,才能激活输出点,斗轮堆取料机各个机构才能互相配合顺序运行。为了方便阅读和编程,通常要将I/O点进行定义,通过Step 7软件提供的符号编辑表就可以轻而易举地完成。
·I代表数字输入;·Q代表数字输出;·M代表中间变量;·PIW代表输入字;·PQW代表输出字。
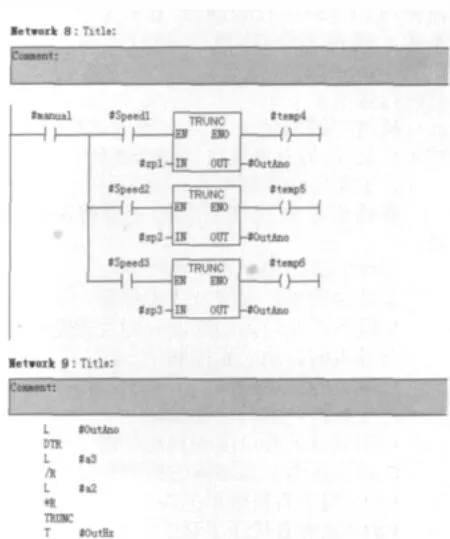
图2 STEP7自动堆料编程段
结论
通过分析斗轮堆取料机的堆料工艺和取料工艺,确定系统的控制方案,设计一套控制系统。本文的创新点在于采用了先进的现场总线控制系统,通过现场总线将PLC、变频器等现场装置连接在一起,实现了PLC控制技术、变频器调速技术与检测技术的集成。现场总线构成了该控制系统的基本框架,是斗轮堆取料机控制系统的核心部分。通过现场的应用结果表明该现场总线系统提高了作业效率,保证了设备的可靠运行,提高设备的使用寿命。
[1]邵明亮.斗轮堆取料机[M].北京:化学工业出版社,2007.
[2]何恩江,闫德轩.变频调速在斗轮堆取料机行走控制系统中的应用[J].哈尔滨轴承,2006(02).
[3]王慧锋.现场总线控制系统原理与应用[M].北京:化学工业出版社,2006.
[4]崔坚.西门子工业通信网络指南.北京:机械工业出版社,2003.
[5]张泽荣.可编程序控制器原理与应用[M].北京:清华大学出版社,2004.
[6]肖洪,孙永.旋转编码器在斗轮堆取料机回转保护功能上的应用 [J].矿山机械,2006,34(12).
猜你喜欢
河北农机(2020年10期)2020-12-14
建筑机械(2020年3期)2020-03-01
建筑机械(2020年7期)2020-02-22
制造技术与机床(2019年11期)2019-12-04
经济技术协作信息(2018年22期)2019-01-19
凿岩机械气动工具(2017年2期)2017-07-19
港口装卸(2016年4期)2016-09-08
中国铸造装备与技术(2015年5期)2015-12-10
河南科技(2014年8期)2014-02-27
