
全自动引线键合机的送线机构设计
2012-07-05 08:54付江波牛伟光颜向乙孙永超
科技传播 2012年5期
付江波,牛伟光,颜向乙,孙永超
北京中电科电子装备有限公司,北京 100176
0 引言
全自动引线键合机是以金属引线连接芯片焊盘和封装管脚的半导体生产关键设备。键合机工作过程的根本特征在于通过引导金属引线在三维空间中作复杂高速的运动以形成各种满足不同封装形式需要的特殊线弧形状。
全自动引线键合机的机械组成主要包括XY工作台、键合头、光学系统、物料传输系统及送线机构。
送线机构是引线键合机的重要部件,它的作用是实时的为键合头提供金线,使其能够连续焊线,送线过程的好坏直接影响着焊线的效率和成功率,所以要求送线稳定流畅。
1 送线机构的构成和送线过程
1.1 送线机构的构成及各部分的作用
送线机构主要由线轴保护盖、线轴、转向轴、空气导向装置和张线器构成(如图1)。线轴保护盖主要是防止金线污染,保证焊线的品质,为了能够在工作过程中实时观察线轴的运动情况,并且防止静电影响,线轴保护盖一般选取防静电有机玻璃板为设计材料。线轴主要作用是旋转送线,缠有金线的套筒套在线轴上,考虑转动体要保证小的转动惯量,线轴的设计材料一般选用铝合金或高强度塑料。转向轴的作用是控制金线路径,保证金线的弧度,其设计位置的最终确定要通过焊线工作中的调试来确定。空气导向装置主要是靠空气浮起金线,防止金线损伤同时形成辅助线弧,储存一定的金线;为了实时监控金线的进给情况,在空气导向装置中有监测金线进给情况的光电传感器,设计时可以根据需要设计成双光电传感器和单光电传感器两种模式。张线器的作用是拉紧金线,在焊线过程中,通过气流控制配合键合头运动形成焊接弧线,张线器的设计也直接影响到焊线的成功率和质量。
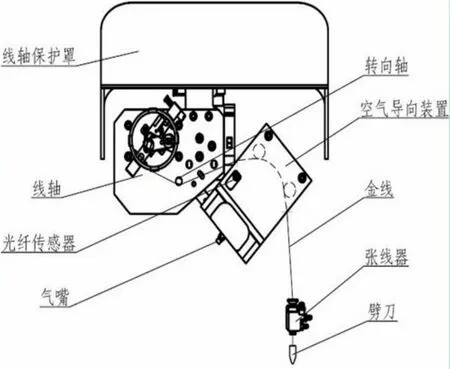
图1 送线机构
1.2 送线机构的工作过程
送线机构的送线路径如下:线轴电机通过齿轮传动方式驱动线轴旋转提供金线,金线经转向轴偏转一定的角度后进入空气导向装置,压缩空气经过气嘴把金线在导向装置中浮起并使金线保持一定的弧度,然后穿入张线器,最后进入劈刀。
其中压缩空气的流量通过流量阀控制,焊线工作时流量阀的示数多少,要通过不断的实验来最终确定,确定的原则是保证空气导向装置中有足够的金线,金线不能被吹出空气导向装置,并且形成的金线弧度能够有较好的张力。空气导向装置中有两个挡线柱,其挡住被压缩空气吹过来的金线,从而形成弧度。压缩空气经气嘴进入,再经吹气块的小孔吹出,由于小孔效应,不用过大的压缩空气,就可产生压强较大的气流。吹气块上小孔的多少也是影响吹气质量的重要因素,小孔的数量,可通过有限元分析和实际试验结合确定找到适宜工作的最佳数量。压缩空气吹气方向,要通过两个挡线柱的中间位置,这样就保证了所产生的线弧的规则形状。而空气导向装置中用于挡线和走线的零件考虑到防止金线断线的情况发生,零件的加工要求较高的平面度和光洁度。空气导向装置的安装角度也是影响送线质量的一个重要因素,因为金线的张力,弧度和其传入张线器的角度都是是否断线,是否焊线成功的因素。而空气导向装置的安装角度是对线弧形成路径的最主要的影响因素,这个角度的确定可根据空气动力学有限元分析来理论确定,结合实际试验我们可最终确定,转向轴—空气导向装置—张线器的最佳相对位置关系。
送线机构的送线控制如下:进线主要由光纤传感器和导向装置气压控制,这两者配合可以使线轴和劈刀之间的金线长度基本保持一个恒定值。焊线时,线轴和劈刀之间的金线会逐渐变短,相应的金线在空气导向装置中的位置会降低,当金线下降过程中经过光纤传感器视觉范围时,电机进行送线运动。根据焊线速度,电机旋转一定时间后停止送线。对于断线的监测是通过线轴上金属零件和送线机构背后的水银滑环形成的电气通路来实现。将金线安装到线轴上后,要将金线的尾线和线轴上相应的零件缠绕,然后将金线绕过转向轴,并进入空气导向装置,再穿过张线器,进入劈刀。焊线过程中,如若出现断线情况,通过实时检测的电信号会给系统以反馈,实现对整个系统的闭环控制。为实现最佳性能,线轴只能沿顺时针方向旋转。
1.3 送线机构的单传感器和双传感器模式的区别
如图1所示,是送线机构的双传感器形式。其工作原理是,当焊线时,线轴和劈刀之间的金线会逐渐变短,相应的金线在空气导向装置中的位置会降低,当金线下降到第一光纤传感器的视觉范围后,电信号触发,系统控制送线电机顺时针转动,送线进行。此时,金线长度充足后,在压缩空气的作用下,金线又一次被吹开,远离第一传感器,同时电机在金线下一次碰到第一传感器的时间段内处于停止状态。随着焊线的不断进行,金线最终会没有足够的长度,会越过第一传感器,当金线下降到第二光纤传感器的视觉范围后,电信号触发,此时反馈给系统的信息是需要更换金线,因此焊线停止。
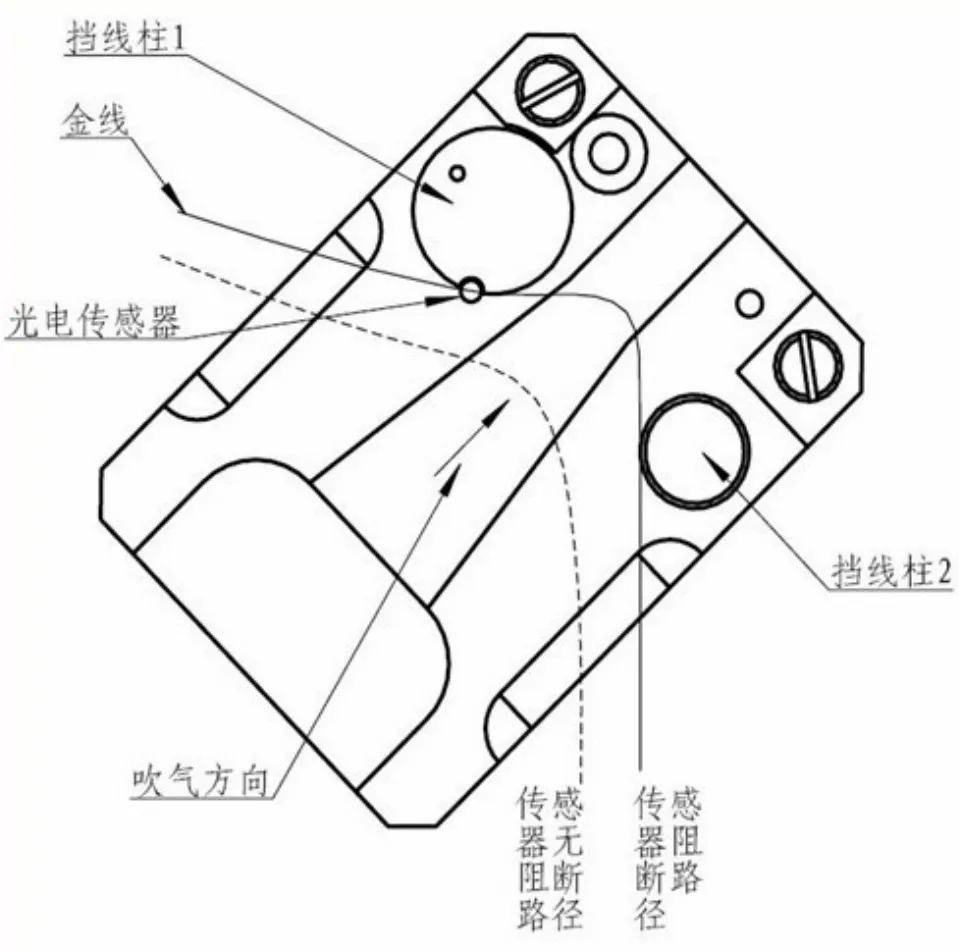
图2 送线机构的单传感器形式
如图2所示,是送线机构的单传感器形式。其工作原理是,进线由一个光电传感器控制,传感器基本上能保持线轴和焊线工具之间的焊线恒定长度。当焊线不在传感器感觉范围内时,传感器产生触发信号,系统让送线电机运动起来。当光电传感器感觉到焊线时,或者,在进线最短持续时间之后,送线电机停止运转。压缩空气引导焊线轴和张线器之间的焊线,压缩空气将焊线升起,形成辅助弧线,给在光电传感器探测区域内的焊线定位。只有在不需要焊线的时候,光电传感器可探测到导气里焊线的出现。当有需要时,焊线被卷出传感器之外,这样可以使送线电机运作。当进线足够,压缩空气能将焊线移到传感器探测范围之内,送线电机将停止运行。
送线机构的空气导向装置部分设计采用单传感器模式还是双传感器模式,要根据实际的工作需求来确定。从成本上来说,单传感器模式成本较低,但是对于控制上的要求比双传感器要高很多,控制上的稳定性不如双传感器模式。
2 张线器的原理
张线器是引导并保持从空气导向装置到劈刀的焊线张力。使用压力提高焊线张力。张线器安装在光学系统的垂直照明外壳上。
张线器的张线原理(如图3):气管1吹气,气管2通入压缩空气,张线器张紧金线是通过两个独立的腔体产生的合力来实现的:第一部分由高压气流产生,高压气体经腔体2和楔形口进入腔体1,经腔体1排出,由于气体与金线存在粘滞力,气流运动可以带动金线一起运动,从而使金线向上张紧;第二部分是真空气流产生,外部气体通过腔体5进入腔体4,通过气管2进入封闭的气路,在腔体5中由于气流向上运动,在粘滞力的作用下带动金线向上张紧。通过腔体1和腔体5中产生的合力一起张紧金线。这其中腔体3的作用是隔离两个腔体(由于腔体3的内孔直径与金线直径差不多大,当金线通过腔体3时,金线与腔体3之间的间隙会对气体产生一个较大的阻力,从而阻止从气路1中的压缩空气直接进入气路2中)。

图3 张线器
3 设计要点
由于金线硬度低,很容易磨损和折断,所以要求送线路径光滑,尽量避免硬接触,同时路径不能有特别小的弯角。因为金线易磨损,所以运行一段时间后,导向装置会布满粉尘,需要定期清洗,这就要求送线机构必须易于拆装和清洗。另外送线角度要合适,在整个焊线范围内,送线要流畅。同时金线要保持与机壳绝缘,以保证断线检测的准确性。
4 结论
全自动引线键合机是半导体后封装工序中的关键性设备,其性能的好坏直接影响到芯片的最终质量性能。送线机构虽然是全自动引线键合机上比较简单的部件,但是其直接影响到焊线的效率和成功率,因此稳定可靠的送线机构设计是全自动引线键合机性能可靠的最基本要求。
[1]何田.引线键合技术的现状和发展趋势[J].电子工业专用设备,2004,33(10):12-14.
[2]中国机械工程学,中国机械设计大典[M].江西科学出版社.
[3]Pao R.Tumma1a.微电子封装手册[M].北京:电子工业出版社,2001.
猜你喜欢
小学生作文(低年级适用)(2022年11期)2022-12-02
中国科技教育(2019年9期)2019-11-12
福建农业科技(2018年11期)2019-01-17
中成药(2018年10期)2018-10-26
课堂内外(小学版)(2018年11期)2018-02-22
中成药(2017年7期)2017-11-22
少儿科学周刊·少年版(2017年3期)2017-06-29
现代工业经济和信息化(2016年5期)2016-05-17
压缩机技术(2014年3期)2014-02-28
机电信息(2014年32期)2014-02-27
