
实用圆弧凸台宏程序
2012-07-04 09:25冯娟
制造业自动化 2012年7期
冯 娟
FENG Juan
(西安航空职业技术学院,西安 710089)
0 引言
在各省市的数控大赛试题中,总是会出现G18或者G19平面的圆弧凸台,如图1所示。

图1 G19平面的凸圆弧台
1 加工分析
针对这类G18或者G19平面的圆弧凸台,要在三坐标立式数控铣床上加工。首先从刀具上考虑,如果选用球头铣刀来加工,会在圆弧面与平面交接处留下一部分,必须用平头刀具清根,比较麻烦。如果选用平头刀具,圆弧相当于是用铣刀刀尖切削,一半圆弧是用左刀尖切削,一半是用右刀尖切削,此时若采用刀具半径补偿指令,则会比较麻烦,可以直接编出刀心的轨迹,不加刀补来实现。例如采用¢8的键槽铣刀,实际的刀心轨迹如图2所示。
本来的R34的圆弧,实际的刀具路径变成了三段:1—2和3—4是R34的圆弧;2—3是直线,且直线的长度是刀具的直径。在加工本圆弧台时,须预先要加工出30×5×6的凸台。华中系统程序如表1中%111所示。加工圆弧台时,起刀点:X:22+6+4+0.2;Y:15+4;L:(10+5)/0.4。循环次数可多取几次。用华中数控系统编制的主程序如表1中%123所示,子程序如表1中%456所示。

图2 刀心的实际轨迹
2 程序编写
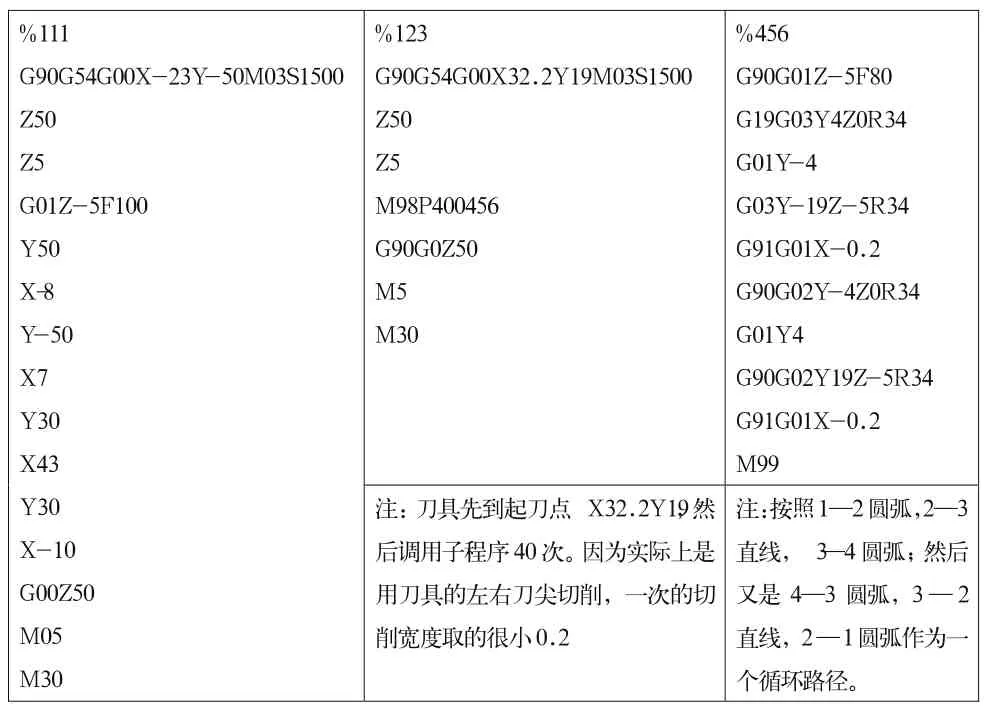
表1 系统程序
3 实用宏程序
在理解了用平底铣刀铣削G18、G19平面的圆弧凸台的思路的基础上,为了增加程序的通用性,现改用宏程序来实现此种零件的加工。假设在圆弧圆弧凸台加工之前,方形的凸台已加工完成,现只考虑刀具一个循环的宏程序。用户在使用时,可编写一个简短的主程序,在主程序里调用此程序即可。需要注意的是确定调用次数。
%100
#1=31 (落刀X坐标点)
#2=24 (判断值)
#3=19 (落刀Y坐标点)
#4=4 (刀具半径值)
#5=25 (所铣YZ面圆弧凸台半径)
#6=6 (Z向下刀值)
#7=0.2(X向切削宽度)
#8=0(圆弧Z方向最高点坐标)
#9=120 (加工时的进给速度)
G01X[#1]Y[#3]F[#9]
Z[-#5]
WAILE[#1GT#2] 判断#1和#2的关系,即是否满足终止条件
#1=#1-#7
G90G19G03Y[#4]Z[#8]R[#5]
G01Y[-#4]
G03Y[-#3]Z[-#6]R[#5]
#1=#1-#7
G01X[#1]
G02Y[-#4]Z[#8]R[#5]
G01Y[#4]
G02Y[#3]Z[-#6]R[#5]
ENDW
M99
如果圆弧的圆心不在Y轴上,为了进一步增加程序的通用性,可以将子程序改为增量编程方式;或者直接将Y坐标轴再赋给一个变量。读者可以根据需要自行改变。
4 结束语
经过这个实例,读者可以了解到宏程序的妙用,大家会发现,使用宏指令,能够有效地简化编程,并且一类零件只需编写一个宏程序,具体使用时,只需要改变变量的赋值即可。
[1] 杨丰.数控加工工艺与编程第一版[M].国防工业出版社.2009.
[2] 陈海舟.数控铣削加工宏程序及应用第1版[M].机械工业出版社,2006.
[3] 韩鸿鸾.数控加工技师手册[M].机械工业出版,2006.
[4] 张文俊.宏程序在特殊零件加工中的应用[J].机械设计与制造,2006,2.
[5] 吴润生.宏程序在特殊曲线方程轮廓编程中的应用[J].航天制造技术,2010,(3).
[6] 李纯彬.宏程序在数控编程中的应用.河南机电高等专科学校学报[J].2006,14.
猜你喜欢
现代计算机(2021年31期)2021-12-29
智能制造(2021年4期)2021-11-04
模具制造(2019年10期)2020-01-06
数字技术与应用(2019年9期)2019-12-13
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
日用电器(2019年12期)2019-02-26
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年3期)2017-06-23
