
热轧吨钢电耗预测模型建立及应用
2012-07-02 12:47:10黄玉龙
节能技术 2012年3期
黄玉龙,吴 悦,陈 创
(1.宝钢股份产品发展部 上海 200941;2.宝钢股份热轧厂,上海 200941)
0 引言
轧钢厂实行节能降耗是降低生产成本、提高经济效益的重要途径,热轧吨钢电耗作为热轧工序能耗之一,是一项体现轧钢综合能耗的重要技术经济指标。为了做好热轧生产过程中的节能降耗工作,除了减少设备空转和加强用电管理外[1],更应从轧制钢材的工艺技术要求、产品规格等方面人手,深入探讨影响吨钢电耗的内在因素及其变化规律。采用热轧吨钢电耗模型可以分析这些因素和规律,但是影响吨钢电耗的因素较多而且相互间存在着相关性,电耗模型采用主成分分析方法可以对输入变量中的信息重新进行综合筛选,从中选取具有最佳解释能力的新综合变量,用它们进行回归建模,可以在分析与解决问题中得到较满意的效果。
本文将以宝钢热轧厂某一生产线为例,采用生产过程数据进行分析与研究并以此建立吨钢电耗回归模型。
1 吨钢电耗的影响因素分析
该机组生产过程涵盖了板坯库、加热炉、粗轧、精轧、卷取及运输链,同时对于能源公辅系统耗电也包含在内。因此对于某一机组完全采用从生产机理进行分析和研究相对较难。但是该生产线配备了能源分析系统,该系统能够根据机组过程配备的电度表,按照区域统计一定时间内所消耗的电能情况,为统计分析电耗情况提供了良好的数据。
根据热轧生产的特性,可能影响吨钢电耗的与产品相关的因素有产品宽度、厚度、硬度组、侧压量、小时产量以及日历作业率等参数。采用生产过程原始数据,对各可能影响因素进行了一元非线性回归分析,确定关键影响因素。
1.1 成品厚度对吨钢电耗的影响
产品厚度对电耗的影响关系如图1所示。
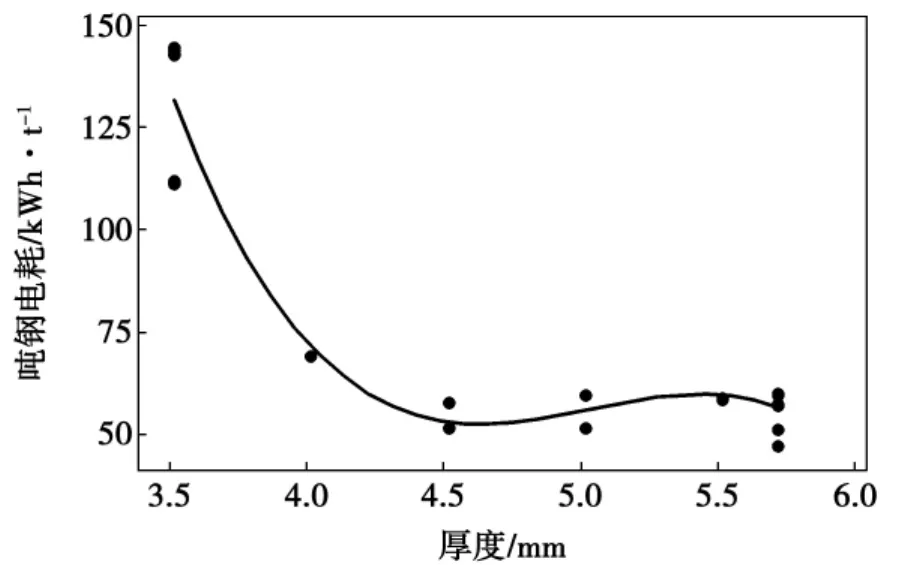
图1 产品厚度与吨钢电耗的关系图
从图1中可以看出,在其他条件相同的情况下(如钢种、宽度、侧压量等),产品厚度与吨钢电耗的关系为非线性关系。随着产品厚度的增加,热轧工序吨钢电耗呈下降趋势,且随着厚度进一步的增加,吨钢电耗下降趋势将变化不明显,但是产品厚度小于4.5 mm以下时对吨钢电耗影响较大。
产品厚度对吨钢电耗的影响原理主要体现在将一定厚度的板坯加工到较薄的成品卷,在减薄变形的过程中需要较大的变形功,而这变形功主要靠消耗电能来实现。成品厚度越小,其需要的变形功越大,进而消耗的电能越多。
1.2 成品带钢硬度对吨钢电耗的影响
成品带钢硬度是指表征带钢加工难易程度的一种数字代码,其反映带钢碳当量的一个指标。成品硬度组对电耗的影响如图2所示(横坐标中对硬度值进行了放大处理)。
从图2中可以看出,随着产品硬度的增加,其吨钢耗电量也增加。对低硬度组带钢而言,由于成品带钢硬度值变化不大,所以吨钢电耗相应变化较少,主要是由于在该区域(硬度<2)主要是低碳钢,带钢变形抗力整体相差不大。但当硬度值继续增加后,由于其反映的变形抗力显现比较突出,所以对吨钢电耗的影响相应较明显。
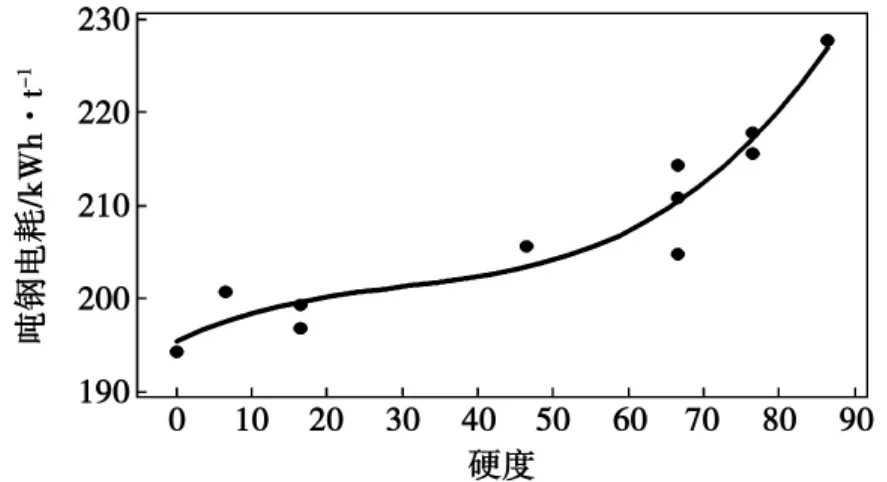
图2 成品带钢硬度与吨钢电耗的关系图
1.3 其他影响因素分析
轧线小时产量为表征单位小时内所生产的带钢重量。
日历作业率是表征生产线生产劳动效率。该指标包含了故障情况,因此对于非生产情况下电耗的消耗也进行了考虑。
平均宽度是表征一段生产时间内所生产带钢宽度的平均值。平均宽度对吨钢电耗的影响主要体现在宽度的增加使得接触面积增加,从而需要消耗更多的电能来达到目标宽度。
轧制单重是表征平均每卷带钢的平均重量。轧制单重对吨钢电耗的影响主要体现在单重越大,其带钢长度将越长,进而需要更多的电能。
用同样方法,对轧线小时产量、平均宽度、轧制单重以及日历作业率等因素也进行了相应的回归分析,如图3所示。
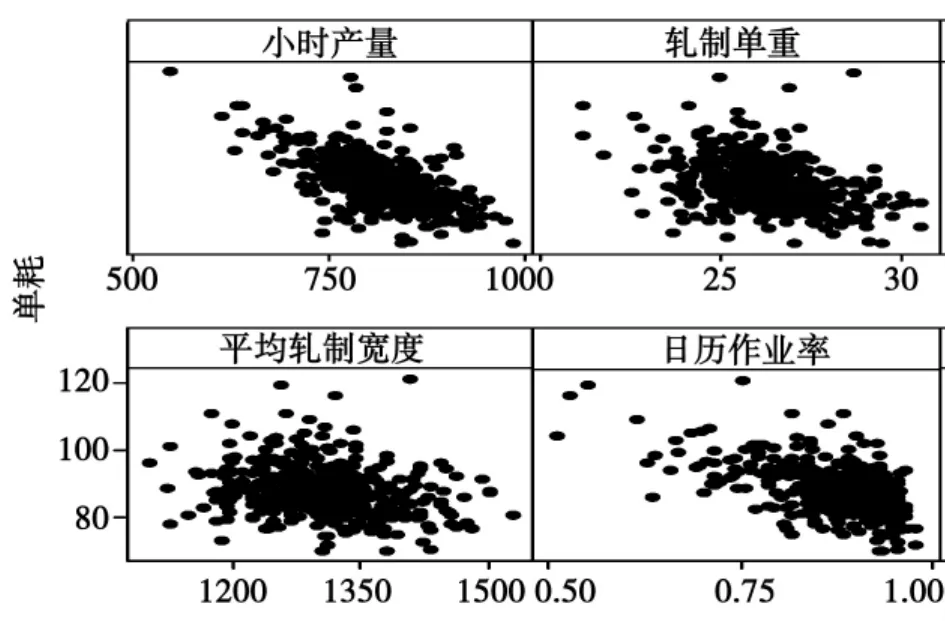
图3 轧线小时产量、平均宽度、轧制单重以及日历作业率与吨钢电耗的关系图
成品厚度、成品硬度、轧线小时产量、平均宽度、轧制单重以及日历作业率等参数与产品吨钢电耗的单一相关性系数如图4所示。从图中可以看出,根据统计数据得出的相关性基本上与定性分析相吻合,即各因素对最终吨钢电耗都有影响,同时从P检验看,P值<0.05,说明假设检验是正确的,即各影响因素与吨钢电耗具有相关性。

表1 各影响因素与吨钢电耗相关性图
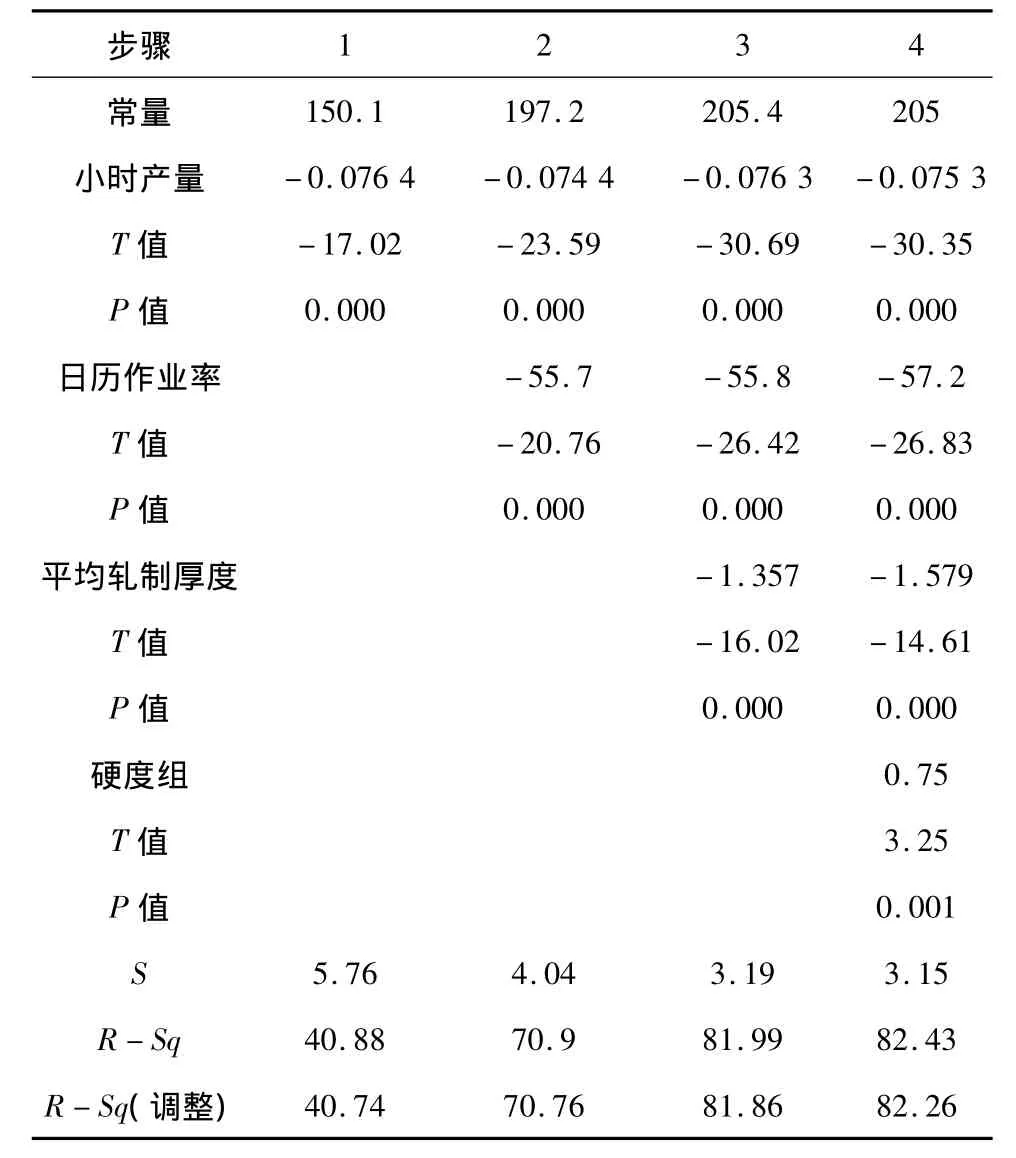
表2 吨钢电耗逐步回归结果分析
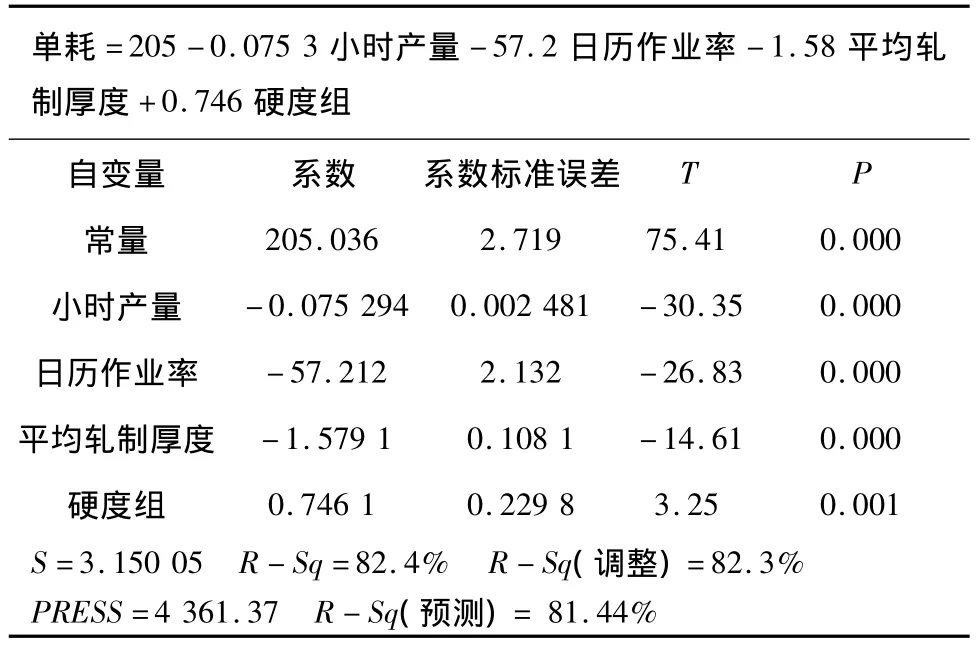
表3 吨钢电耗逐步回归结果
2.1 回归与建模
以产品吨钢电耗为自变量,利用上述影响因素对电耗的影响关系,采用原始数据进行了多元逐步回归分析[2-3](如表 2),通过逐步回归最终从六个控制因素中筛选出与吨钢电耗相关性最强的四个相关因素,分别为:小时产量x1、日历作业率x2、平均轧制厚度x3和硬度组x4(如表3),得到热轧吨钢电耗的预测模型

从式(1)可以看出,吨钢电耗与小时产量、日历作业率以及平均厚度成反比关系,即小时产量越高、日历作业率越高和厚度越厚,其电耗越低;与带钢硬度组成反比,即硬度越高,电耗越大,表明其变形越难,需要消耗更多的电能来完成。
3 模型精度的评价
由于该模型是采用现场原始数据进行回归得到,因此其应该适用所有产品,重新选取23组历史数据,通过模型计算得到单电耗预测,将其与实际单电耗进行对比,如图4所示。
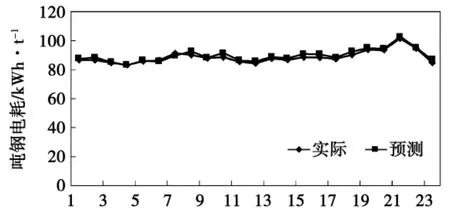
图4 预测值与实际值比较
由图4可见,预测值与实际值两条曲线吻合的较好,其中预测值与实际值的最大绝对误差为3.3%,最小绝对误差值为 0.3%,平均误差为1.4%。可见回归预测模型具有很好的精度与预测较果。
4 结论
(1)热轧工序中吨钢电耗虽然影响因素较多,但是通过逐步回归筛选出相关性最强的四个相关因素,分别为:小时产量、日历作业率、平均轧制厚度和硬度组。
(2)通过逐步回归得出的热轧吨钢电耗与吨钢电耗实际吻合度较高,基本能满足现场对能耗的预测。
[1]马新家,康健.应用相关分析法:加强能源管理工作[J].节能技术,1997(6):23 -24,31.
[2]王惠文,孟洁.多元线性回归的预测建模方法[J].北京航空航天大学学报,2007(4).
[3]王勇,黄国兴,彭道刚.带反馈的多元线性回归法在电力负荷预测中的应用[J].计算机应用与软件,2008(1).
猜你喜欢
建材发展导向(2022年24期)2022-12-22 07:44:32
选煤技术(2022年1期)2022-04-19 11:15:02
能源研究与信息(2021年3期)2021-11-20 14:38:38
建筑热能通风空调(2018年5期)2018-07-09 03:16:44
世界热带农业信息(2017年5期)2017-10-23 07:44:02
世界热带农业信息(2017年4期)2017-07-28 14:43:17
世界热带农业信息(2017年3期)2017-07-13 12:11:00
世界热带农业信息(2017年3期)2017-07-13 12:04:38
少儿科学周刊·少年版(2017年1期)2017-03-29 17:50:36
医学研究杂志(2015年5期)2015-06-10 06:43:26
