
基于“环境破坏说”的氧化皮剥落理论
2012-06-23 02:09:26徐洪
动力工程学报 2012年9期
徐 洪
(江苏方天电力技术有限公司,南京211102)
蒸汽通道氧化皮的剥落问题是高参数机组特别是超(超)临界机组中普遍存在的问题.关于氧化皮剥落的影响因素,通常考虑的都是物理因素.比较流行的说法[1]:“基体金属与氧化皮间及氧化皮各层间过大的热应力是导致氧化皮发生开裂和剥落的最主要原因;大量受热面管内壁的氧化皮厚度同时达到或超过某一启停炉条件下的临界剥落厚度值是导致氧化皮原生外层在该启停炉条件下发生大面积剥落并引起局部堆积堵塞的最根本原因.”根据这个说法,氧化皮发生开裂和剥落的最主要原因是基体金属与氧化皮间及氧化皮各层间过大的热应力.产生该热应力的原因包括内因(即氧化皮的厚度)和外因(即机组的启停条件).启停条件是指机组启、停过程中温度升、降的速率.因此,氧化皮发生开裂和剥落的根本原因有两个:氧化皮厚度和温变速率.这种说法流传甚广,但在很多情况下站不住脚.事实上,有些机组蒸汽通道氧化皮并不是太厚,机组启、停过程中温度升、降的速率也不是太大,却发生了氧化皮大面积剥落现象;另外一些机组氧化皮比较厚,且机组启、停过程中温度升、降的速率也比较大,但却并没有发生氧化皮大面积剥落现象.令人困惑的是,很多超(超)临界机组(包括部分亚临界机组)氧化皮大面积开裂和剥落都发生在给水加氧处理(OT)之后.弄清OT与氧化皮剥落之间的因果关系对于防治氧化皮剥落问题至关重要.在ASME Power 2011诞生的“环境破坏说”[2]以崭新的视角诠释了OT引发蒸汽通道氧化皮剥落的机理,指出氧化皮剥落并非由纯物理因素引起,而是物理和化学因素共同作用的结果.笔者在“环境破坏说”的基础上,对影响蒸汽通道氧化皮剥落的物理和化学因素进行了探讨,着眼于氧化皮的剥落,而不是生成.
1 “环境破坏说”要义
“环境破坏说”由英文“Ecocide Hypothesis”翻译而来,Ecocide(环境破坏)是由英文“Evaporating Consumption of Chromium Induced Disastrous Exfoliation”的首字母缩写而成的,中文意思就是“铬蒸发消耗引发灾难性的氧化皮剥落”.“环境破坏说”的核心内容是[3]:锅炉给水加氧处理可能导致蒸汽中氧含量显著升高,破坏金属氧化皮所处的环境.金属氧化皮中夹杂的氧化铬与高温含氧蒸汽反应生成气态羟基氧化物,双层氧化皮界面由于铬蒸发散逸形成空穴.空穴逐渐增加,导致双层氧化皮界面结合强度逐步降低,最终发生灾难性的氧化皮剥落事故.
图1表示了典型的奥氏体钢表面氧化皮生成和剥落的过程.
根据“环境破坏说”,造成氧化皮剥落的主要因素有三个:(1)一定厚度的次生层(外层)氧化皮(磁性氧化铁);(2)在外层(磁性氧化铁)和内层(富铬尖晶石)氧化皮之间界面存在一定量的空穴;(3)氧化皮承受了足够的应力.
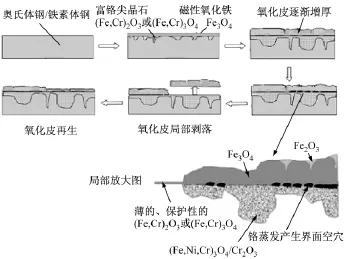
图1 奥氏体钢表面氧化皮生成和剥落过程示意图Fig.1 Schematic diagram of the formation and peeling off of oxide scales on surface of austenitic steels
决定氧化皮厚度的因素主要有金属材质、蒸汽参数、蒸汽含氧量以及运行时间等.其中,金属材质是生成氧化皮的内因,是金属氧化的根据;蒸汽参数、蒸汽含氧量和运行时间等是外因,是金属氧化的条件.限于篇幅,不展开讨论.
双层氧化皮界面存在的空穴的大小和多少决定了外层与内层氧化皮结合的强弱程度,是氧化皮剥落的内因.氧化皮承受的应力的大小是氧化皮剥落的外因,也就是氧化皮剥落的条件.氧化皮剥落的内、外因是本文讨论的主要内容.
2 氧化皮剥落的影响因素
2.1 氧化皮内空穴的促成因素
2.1.1 金属含铬量的影响
众所周知,金属含铬量与氧化皮生成速度具有负相关性,即金属含铬量越高,抗蒸汽氧化性能越好.而金属抗蒸汽氧化性能与氧化皮剥落具有正相关性,即抗蒸汽氧化性能越好的金属材料所生成的氧化皮越容易剥落(镍基合金另当别论).
“环境破坏说”是建立在“双层氧化皮模型”基础上的.“双层氧化皮模型”[3]是指在高温蒸汽通道中金属基底上生成的氧化皮是双层结构,外层是磁性氧化铁(Fe3O4)相,在外层与合金基底之间区域的物相主要由晶粒极细的Fe-Cr尖晶石化合物构成,其中夹杂着粗大晶粒FeCr2O4尖晶石.
“双层氧化皮模型”只是氧化皮结构的简化模型,实际上氧化皮的结构和物相更为复杂.不同材质金属表面生成的氧化皮结构和物相是有差别的,氧化皮的生成环境(蒸汽参数和含氧量等)也对氧化皮结构和物相有一定的影响.图2显示了不同材质金属表面生成的氧化皮结构和物相的差异[4].由图2可知,金属的含铬量越高,内层氧化皮含铬量就越高.由于增加化学反应物的浓度时,活化分子的数量增加,有效碰撞的频率增大,导致反应速率增大.因而,金属的含铬量越高,氧化皮内的铬就越容易蒸发,在内、外层氧化皮界面上就越容易产生空穴.
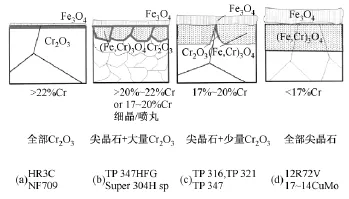
图2 超临界锅炉过热器几种常用钢氧化皮结构示意图Fig.2 Morphologies of oxide scales on superheater surface of supercritical power boilers
2.1.2 蒸汽参数的影响
铬蒸发相关的反应物分子从常态转变为容易发生化学反应的活跃状态需要一定的能量(称阿伦尼乌斯活化能,简称活化能),该能量的来源只有热能.因此,温度无疑是最重要的条件.如果温度低于某一数值,则不能给反应物分子提供成为活化分子所需的最小能量,铬蒸发现象就无法发生.
另一方面,铬蒸发是一种气相化学反应,压力越大,蒸汽中各物质(主要是水分子)的浓度就越大,也就越有利于铬蒸发反应的进行.
图3给出了几种不同蒸汽压力下羟基氧化铬分压与温度倒数的关系.由图3可知,温度是主要影响因素,压力是次要影响因素.蒸汽压力越高,羟基氧化铬分压就越大;当压力达到临界值以上后,羟基氧化铬分压增加的幅度变小[5].温度越高,羟基氧化铬分压就越大,即氧化皮内部产生空穴的速率越大.
为了监测高温受热面金属管壁温度,在过热器和再热器中安装了许多壁温测点.这些壁温测点安装在炉膛外部的顶棚大罩内,其测得的壁温其实不是高温受热面金属管壁的实际温度,而是过热器及再热器测点处管内的蒸汽温度.炉内受热面金属管壁实际温度比所测得的所谓壁温一般高出35~50 K[6-7],即:

式中:T金属为高温受热面金属管壁实际温度,K;T蒸汽为在壁温测点所测得的温度,K.

图3 几种不同蒸汽压力下羟基氧化铬分压与温度倒数的关系Fig.3 Calculated CrO2(OH)2partial pressure vs.the reciprocal of temperature at various steam pressures
2.1.3 蒸汽含氧量的影响
氧化皮铬蒸发是化学反应,并非物理现象.铬蒸发的反应产物包括气态的 CrOOH、Cr(OH)2、Cr(OH)3、CrO(OH)2、Cr(OH)4、CrO2(OH)、CrO(OH)3、CrO(OH)4和 CrO2(OH)2等.其中,生成气态羟基氧化铬CrO2(OH)2的蒸发反应活化能最低,因此是最主要的反应[8],其反应式如下:

由式(2)可以看出,在生成气态羟基氧化铬CrO2(OH)2的蒸发反应中,氧分子是不可缺少的.当蒸汽中含有较多O2时,氧化皮铬蒸发反应可以在相对较低的温度下进行.而在同样温度下,由于反应物活化分子增多,使得铬蒸发反应比较容易进行.
在高温蒸汽中,水分子会分解成H2和O2(见式(3)),温度越高越有利于该分解反应的进行.而在给水处理工况为OT时,蒸汽中O2则可能主要来源于给水中残留的溶解氧.

如果只考虑水分子的高温分解,那么主蒸汽中氧气的质量浓度(μg/L)应该是氢气的8倍.600℃蒸汽中水分子热解所产生的O2的质量浓度实测值一般低于10μg/L.
图4给出了某600MW超超临界机组采用给水加氧技术后主蒸汽氧质量浓度(ρ(O2))与铬酸根质量浓度(ρ(Cr))之间的对应关系.由图4可知,对于超超临界机组而言,锅炉主蒸汽中氧质量浓度与铬酸根质量浓度具有十分显著的正相关性.
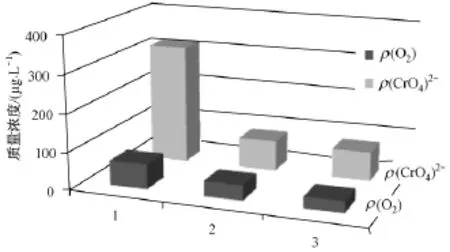
图4 超超临界机组锅炉过热蒸汽中氧质量浓度与铬酸根质量浓度之间的关系Fig.4 Mass concentration of oxygen vs.chromate content in superheated steam of ultra supercritical power boilers
蒸汽含氧量不但对氧化皮内部空穴的生成具有促进作用,对氧化皮的生成同样也具有促进作用.实践证明,很多超(超)临界机组(包括部分亚临界机组)氧化皮大面积严重开裂和剥落都是发生在采用OT之后,锅炉停运后检查发现50%以上高温受热面管子下弯头内氧化皮堆积高度超过通径的50%.OT与氧化皮大面积剥落之间具有确定的因果关系.蒸汽通道氧化皮大面积剥落一般都是发生在采用传统OT的机组上.采用本质安全的OT专利技术或未采用OT的机组一般不会发生大面积氧化皮剥落,氧化皮剥落问题只在个别或少数高温受热面管子内存在.
2.1.4 时间的影响
氧化皮内部空穴是在一定条件下随着时间的延长而逐渐产生和发展的.所谓“一定的条件”是指蒸汽的参数和含氧量等.不同机组蒸汽通道发生氧化皮大面积剥落和爆管的时间不尽相同,与锅炉蒸汽参数、运行时间以及OT运行指标等因素有关.表1给出了给水加氧处理后高温受热面氧化皮大面积剥落和爆管的案例.由表1可知,锅炉投运时间越长,蒸汽参数越高,OT之后就越容易引发蒸汽通道氧化皮大面积剥落和爆管现象.
2.2 应力对氧化皮剥落的影响
金属表面氧化皮所承受的应力一般包括:(1)氧化皮的生长应力(与厚度有关);(2)热应力(与温度有关);(3)氧化皮膨胀或收缩应力(与线性膨胀系数有关);(4)氧化皮(物态或结构)转变应力(与Fe2O3所占份额等有关);(5)机械应力(与外力有关).
2.2.1 氧化皮的生长应力(与厚度有关)
有学者认为奥氏体钢氧化皮的安全厚度(没有剥落的风险)为20μm[4].由图5[8]可以做出这样的估计:当蒸汽温度为600℃,运行时间为1 000h时,Super 304H的内壁氧化皮的安全厚度可能达到20μm,而TP347HFG、HR3C和喷丸Super 304H等的内壁氧化皮的安全厚度均不会超过20μm.由此可以推断,在正常情况下超超临界锅炉投产后一个半月(约1 000h)内应该没有氧化皮剥落的担忧.

表1 给水加氧处理后高温受热面氧化皮大面积剥落和爆管的案例Tab.1 A few cases of OT-induced exfoliation of oxide scales from high-temperature heating surfaces
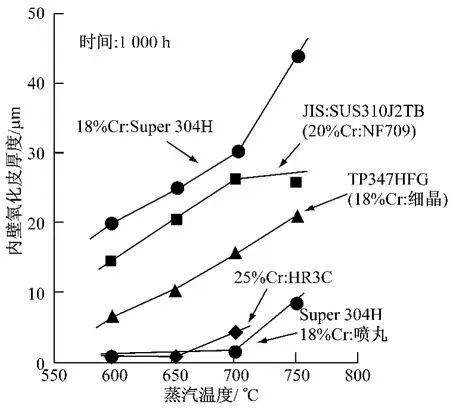
图5 不同蒸汽温度下运行1 000h奥氏体不锈钢管内壁氧化皮的厚度Fig.5 Thickness of oxide scales on inner surface of austenitic stainless steel tubes at different steam temperatures for 1 000hrs
氧化皮临界厚度(critical scale thicknesses)是指当氧化皮厚度超过某个数值时,剥落的风险就非常大;在安全厚度和临界厚度之间,氧化皮剥落的可能性也是存在的,剥落与否取决于温度变化的速率和氧化皮内部的空穴缺陷等因素.一般认为,奥氏体钢氧化皮的临界厚度为150μm[5].但是,此种说法其实是有前提条件的.因为氧化皮的临界厚度并不仅仅与金属母材有关,还取决于氧化皮所承受的总弹性应变以及氧化皮的结构和组分等因素.
著名的阿密特(Armitt)图显示了氧化皮临界厚度与其所承受的总弹性应变之间的关系(图6)[9].
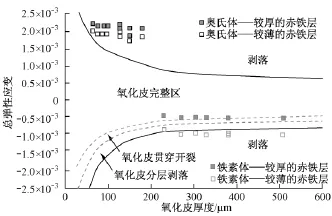
图6 正常运行的过热器和再热器氧化皮剥落厚度与总弹性应变之间的关系Fig.6 Critical peeling-off thickness vs.total elastic strain for normally operated superheater and reheater
从氧化皮临界厚度概念出发可以推断:凡是影响氧化皮生成速度的因素,对氧化皮的剥落也会有间接影响.影响氧化皮生成速度的内因是金属材质,外因是温度和时间.在金属材质确定以后,温度就是主要影响因素.
表2给出了超(超)临界锅炉常用的几种材质钢管的实际许用蒸汽温度上限值.如果在超(超)临界锅炉设计、制造时严格按照表2的数值选用钢材,而且在锅炉运行中严格监控超温现象,那么蒸汽通道氧化皮的生成和剥落就不再是一个严重的问题.但是,为了节省制造成本,有的锅炉过热器和再热器所用材质抗蒸汽氧化性能明显偏低.如某660MW超超临界机组锅炉过热器和再热器中蒸汽温度超过600℃的一部分管屏使用的是T91管材.如此节约成本,给锅炉安全、稳定运行留下了隐患,最终得不偿失.另一方面,高温受热面管壁温度超过设计值是运行锅炉屡见不鲜的现象,比较常见的超温原因有热偏差、异物堵塞和管内焊瘤等.

表2 几种材质的钢管许用蒸汽温度[10]Tab.2 Allowable steam temperature limits of several pipe steels
KOMET 650是欧洲唯一可模拟650℃及以上蒸汽温度进行金属管材性能试验的联合研究机构,于1998年在德国威斯特法伦发电厂(Westfalen Power Station)建成投用.十余年来该实验室进行了大量的金属管材在不同温度下的模拟试验.图7为KOMET 650公布的在不同运行时间下,蒸汽温度分别为575℃、600℃和630℃时所对应的TP347 HFG和Super 304管材汽侧氧化皮的厚度[10].

图7 不同蒸汽温度下300系列奥氏体钢管汽侧氧化皮的厚度Fig.7 Steam-side oxide scale thicknesses for series 300stainless steels at different steam temperatures
超(超)临界锅炉投产后一个大修周期(五年)内(累计平均设备利用小时数按5 800计),氧化皮就有可能达到临界厚度(见图7).因此,机组大修期间必须对过热器管和再热器管进行全面检查.检查的方法包括磁通量检查(初查)和射线检查(复查),对于氧化皮堆积高度超过通径1/2的管子,应该进行割管处理.
2.2.2 热应力与物相转变应力
热应力是指温度改变时,钢管及其氧化皮由于外在约束以及内部各部分之间的相互约束,使其不能完全自由胀缩而产生的应力.
Wright等人给出了蒸汽侧氧化皮冷却应变的计算公式[11],见表3.

表3 蒸汽侧氧化皮冷却应变的计算公式Tab.3 Formulas for calculation of the cooling strains generated in the steam-side oxide scales
在我国,超超临界火电机组过热器出口蒸汽温度一般为605℃左右.为便于计算,以600℃为例,结合表3和图6可以推算出:在非氧化性蒸汽环境(0%Fe2O3)和氧化性蒸汽环境(20%Fe2O3)中,300系列奥氏体不锈钢(如Super 304H和TP 347H等)内壁氧化皮临界厚度分别为60μm和45μm,后者与大唐国际吕四港发电有限公司4台660MW超超临界机组锅炉氧化皮大面积剥落的实际情况基本吻合.显然,如果高价氧化铁在氧化皮中占有一定份额,就会显著降低奥氏体不锈钢内壁氧化皮的临界厚度.高价氧化铁对T22铁素体钢内壁氧化皮临界厚度的影响正好相反.
2.2.3 氧化膜膨胀或收缩应力
氧化膜膨胀或收缩应力与热应力密不可分.氧化皮与金属母材之间线性膨胀系数的差异使两者在温度变化过程中相互约束,从而在氧化皮内产生一定的应力.
研究表明[12],在相同温度扰动幅度下,蒸汽侧扰动对管基体及氧化膜内温度和应力的影响比烟气侧扰动的影响大.当蒸汽温度扰动时,氧化膜内温度和应力在扰动初期有一个急剧变化的过程,且变化幅度很大,氧化膜易于剥落.而当烟气温度扰动时,氧化膜内温度和应力的变化幅度都很小,变化趋势也较平缓,氧化膜不易剥落.因此,在机组启、停过程中速度应尽量平缓,并严格将主汽温变化速率控制在规程允许范围内,避免蒸汽温度变化过快导致氧化膜的剥落;运行期间也应注意主汽温及锅炉金属壁温的监测和调整,加强超温情况的监督分析,尽量降低氧化膜的生成速率.
2.2.4 机械应力
钢管及其氧化皮由于外力作用而发生变形时,在钢管和氧化皮内各部分之间产生相互作用的内力,以抵抗这种外力的作用,并力图使物体从变形后的位置恢复到变形前的位置.该外力叫做机械应力.
机械应力也会促使氧化皮剥落.如在锅炉检修期间用力敲打过热器和再热器等受热面管屏,会促使氧化皮剥落.
3 氧化皮双层界面铬蒸发特征指标
氢电导率(也称阳电导率,用CC表示)是将水样先经过氢离子交换柱交换,再测定其电导率所得到的结果.氢电导率消除了水汽样品中氨离子的影响,从而更好地反映出水汽样品中阴离子的含量.
氧化皮双层界面铬蒸发散逸导致蒸汽中铬酸根质量浓度(ρ(Cr))增加.Cr作为阴离子,其质量浓度增加自然会导致蒸汽的CC增大.表4给出了某660MW超超临界机组锅炉主蒸汽CC、ρ(O2)与ρ(CrO)的检测结果.显然,主蒸汽CC与ρ(CrO)之间具有显著的正相关性.
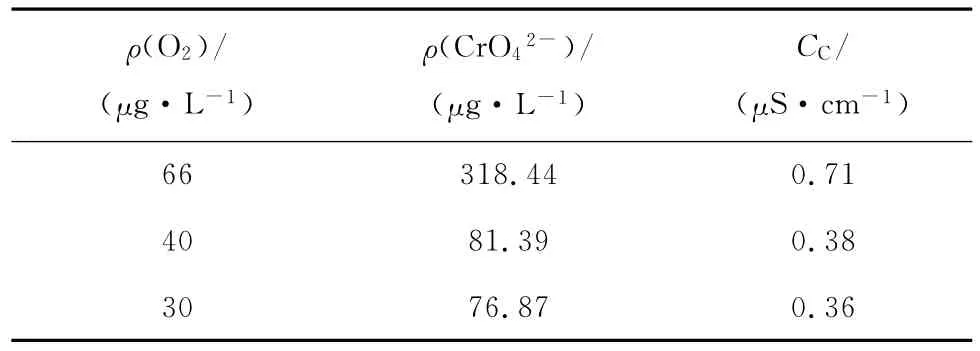
表4 某超超临界机组锅炉主蒸汽CC与ρ(O2)和ρ(CrO24-)的检测结果(T蒸汽=600℃)Tab.4 Test results of cation conductivity,dissolved oxygen and chromate mass concentration in the main steam of an ultra-supercritical power boiler(T蒸汽=600℃)
4 氧化皮大面积剥落后金属表面状态
大唐吕四港电厂4号锅炉过热器内表面氧化皮大面积剥落后继续加氧处理,过热蒸汽氢电导率显著低于氧化皮剥落前(见表5).其主要原因为:其一,目前4号锅炉降温运行,过热蒸汽温度控制在590℃左右;其二,氧化皮剥落后过热器内壁温度有所下降(试验证明,在10MPa、600℃条件下,0.2 mm厚的氧化膜能使P92钢受热管截面的温度升高50K左右[13]),双层界面存在空穴的氧化皮外层剥落后,过热器内壁温度下降更多,铬蒸发反应速率也随之降低.可见,外层氧化皮剥落以后,铬蒸发现象明显减弱.
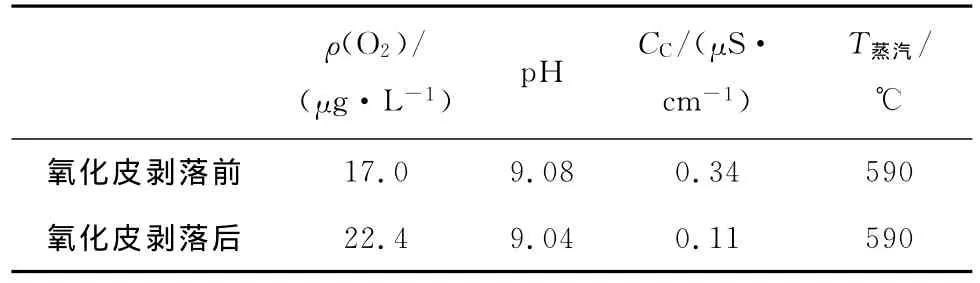
表5 氧化皮外层剥落前后主蒸汽的氢电导率Tab.5 The cation conductivity of main steam before and after exfoliation of oxide scales
有关文献报道了美国宾夕法尼亚州埃迪斯通电站1号机组(Eddystone Unit 1)超超临界锅炉投运后,长时间运行过程中外层氧化皮剥落之后内层氧化皮的状态.该机组于上世纪50年代建成投产,其设计额定蒸汽温度和压力分别为654℃和36.5 MPa.但在上世纪60年代,由于煤灰腐蚀导致管壁变薄,将蒸汽参数降至613℃和34.5MPa,运行75 075h后进行了割管检查.此前过热器出口蒸汽温度和压力分别为615℃和35.1MPa.检查发现氧化皮外层部分剥落,但内层富铬氧化皮完好无损.表6给出了该机组过热器三种材质钢管内层氧化皮厚度的检测结果[14].
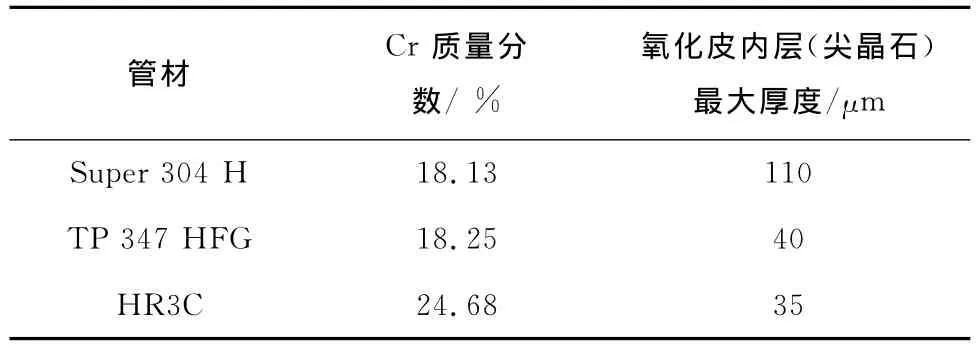
表6 温度对不同材质不锈钢管氧化皮厚度的影响1)Tab.6 Influence of temperature on thickness of oxide scales for different stainless steel tubes
从上述案例可知,外层氧化皮剥落以后,内层氧化皮会继续增厚,但几乎不会发生剥落.因此,对于已经发生了氧化皮大面积剥落的锅炉高温受热面,如果氧化皮剥落比较完全,对剥落氧化皮清理比较彻底,那么在相当长一段时期内可以不考虑氧化皮的剥落问题.遗憾的是,有的电厂在超临界锅炉高温受热面氧化皮剥落殆尽后,仍然更换了过热器和再热器的所有管屏,此种做法实非明智之举.还有的电厂采用化学清洗的方法将蒸汽通道氧化皮彻底清洗干净,此种做法不仅费时、费力、费钱,而且将内、外层氧化皮全部洗净,留下了氧化皮重新生长和剥落的隐患.
5 结 论
(1)双层氧化皮界面存在的空穴的大小和多少决定了外层与内层氧化皮结合的强弱程度,是氧化皮剥落的内因,氧化皮承受的应力的大小是氧化皮剥落的外因.当氧化皮内、外层之间的结合力不足以克服所承受的应力时,外层氧化皮即发生剥落.
(2)金属含铬量越高、抗蒸汽氧化性能越好,所生成的氧化皮越容易剥落;蒸汽参数(温度、压力)越高,氧化皮越容易剥落,温度是主要影响因素,压力是次要影响因素;超超临界锅炉主蒸汽中氧含量与铬酸根(CrO2-4)含量具有十分显著的正相关性,必须严格监控主蒸汽中含氧量.
(3)锅炉投运时间越长,给水加氧处理之后就越容易引发高温受热面氧化皮大面积剥落和爆管现象.正常情况下,超超临界锅炉投产初期(约1 000 h)末级过热器内壁氧化皮厚度处于安全范围内,在此期间进行给水加氧处理较合适;超(超)临界锅炉投产后一个大修周期内(累计平均设备利用小时数按5 800计),氧化皮就可能达到临界厚度.
(4)国产超(超)临界锅炉高温受热面普遍存在“低材高就”现象,给机组长期安全、稳定运行埋下了隐患.
(5)主蒸汽氢电导率是反映氧化皮铬蒸发的特征指标.
(6)在机组启、停过程中,升、降温速率应尽量平缓,并严格将高温受热面壁温变化速率控制在规程允许范围内.
(7)外层氧化皮剥落以后,内层氧化皮会继续增厚,但难以剥落.对于已经发生了氧化皮大面积剥落的锅炉高温受热面,如果检查确认氧化皮剥落比较完全,对剥落氧化皮清理比较彻底,那么在相当长一段时期内氧化皮剥落问题将不再是运行忧患.
[1]贾建民,陈吉刚,李志刚,等.18-8系列粗晶不锈钢管内壁氧化皮大面积剥落防治对策[J].中国电力,2008,41(5):37-41.JIA Jianmin,CHEN Jigang,LI Zhigang,et al.Countermeasures against massive exfoliation of oxidation scale on the internal surface of coarse grained 18-8type stainless steel boiler tubes[J].Electric Power,2008,41(5):37-41.
[2]XU Hong.Effects of oxygenated treatment on exfoliation of duplex scale in steam path[C]//Proceedings of the ASME 2011Power Conference Co-located with International Conference on Power Engineering-2011.Denver,USA:[s.n.],2011.
[3]徐洪.给水加氧处理引发蒸汽通道氧化皮剥落的机理[J].动力工程学报,2011,31(9):672-677,699.XU Hong.Mechanism of ot-induced exfoliation of duplex scale in steam path[J].Journal of Chinese Society of Power Engineering,2011,31(9):672-677,699.
[4]LARSEN O H.Austenitic steels-mechanical properties,exfoliation,availability[C]//Proceeding of the VGB Workshop“Material and Quality Assurance”.Copenhagen,Denmark:[s.n.],2009.
[5]WRIGHT I G,DOOLEY R B.A review of the oxidation behavior of structural alloys in steam [J].International Materials Reviews,2010,55(3):129-167.
[6]STAUBLI M,BENDICK W,ORR J,et al.European collaborative evaluation of advanced boiler materi-als[C]//Proceedings of the Materials for Advanced Power Engineering.Liège,Belgium:[s.n.],1998.
[7]BASU P.Combustion and gasification in fluidized beds[M].Boca Raton,USA:CRC Press,2006.
[8]SHIMOGORI Yoshio,SAKAI Kazuhito,MATSUDA Junichiro,et al.Experience in designing and operating the latest ultra supercritical coal fired boiler[C]//Proceedings of the Conference and Exhibition for the European Power Generation Industry 2004(Power-Gen Europe 2004).Barcelona,Spain:[s.n.],2004.
[9]ARMITT J,Holmes R,Manning M I,et al.The spalling of steam-grown oxide from superheater and reheater tube steels[R].Palo Alto,California:EPRI,1978.
[10]UERLINGS R,BRUCH U,MEYER H.Komet 650-investigations of the operating behaviour of boiler materials and their welded joints at temperatures up to 650℃[J].VGB Power Tech,2008,88(3):43-49.
[11]WRIGHT I G,TORTORELLI P F,SCHüTZE M.Program on technology innovation:oxide growth and exfoliation on alloys exposed to steam[R].Palo Alto,California:EPRI,2007.
[12]边彩霞,周克毅,胥建群,等.锅炉过热器蒸汽侧氧化膜瞬态应力的有限元分析[J].动力工程,2008,28(5):696-700.BIAN Caixia,ZHOU Keyi,XU Jianqun,et al.Finite element analysis on transient stresses of oxide scales at steam side of boiler superheater[J].Journal of Power Engineering,2008,28(5):696-700.
[13]ENNIS P J,QUADAKKERS W J.Implications of steam oxidation for the service life of high-strength martensitic steel components in high-temperature plant[J].International Journal of Pressure Vessels and Piping,2007,84(1/2):82-87.
[14]KOMAI N,IGARASHI M,MINAMI Y,et al.Field test results of newly developed austenitic steels in the Eddystone no.1boiler[C]//Proceedings of 8th International Conference on Creep and Fatigue at Elevated Temperatures.San Antonio,Texas:ASME,2007.
猜你喜欢
传感器世界(2022年4期)2022-11-24 21:23:50
中国特种设备安全(2021年6期)2021-12-02 03:05:50
中国特种设备安全(2019年5期)2019-07-16 08:51:56
纺织科学研究(2017年4期)2017-05-17 04:00:07
科技资讯(2016年6期)2016-05-14 13:09:55
焊接(2016年2期)2016-02-27 13:01:17
试题与研究·中考化学(2015年1期)2015-06-15 08:31:15
中国医疗美容(2015年5期)2015-02-03 03:01:52
小天使·二年级语数英综合(2014年11期)2014-11-11 11:05:31
中国中医药现代远程教育(2014年21期)2014-03-01 04:32:08
