
小直径管弯管工装的设计
2012-06-19 03:01冯继青王利军
河北建筑工程学院学报 2012年1期
冯继青 王利军
(1.张家口大唐机械制造有限公司,河北 张家口075000;2.张家口市计量所,河北 张家口075000)
0 引 言
双金属翅片管是换热器、冷凝器、空冷器、散热器等换热设备中常用的换热元件.该零件的加工质量直接影响了产品的换热效果及其寿命.通常双金属翅片管为直管,翅片通过轧管机或绕片机与钢管覆合在一起,穿入后与板材焊接或胀接,达到产品所需的压力等级及试用要求.但在一些产品中,要求钢管一端弯曲后,钢管与钢管直接连接.由于在周长一定的情况下,圆的面积是最大的,所以在弯管时要求钢管变形要尽量小一些,以免大大减少管内流通面积,降低管内介质的流量,即降低了换热效果.
1 零件介绍
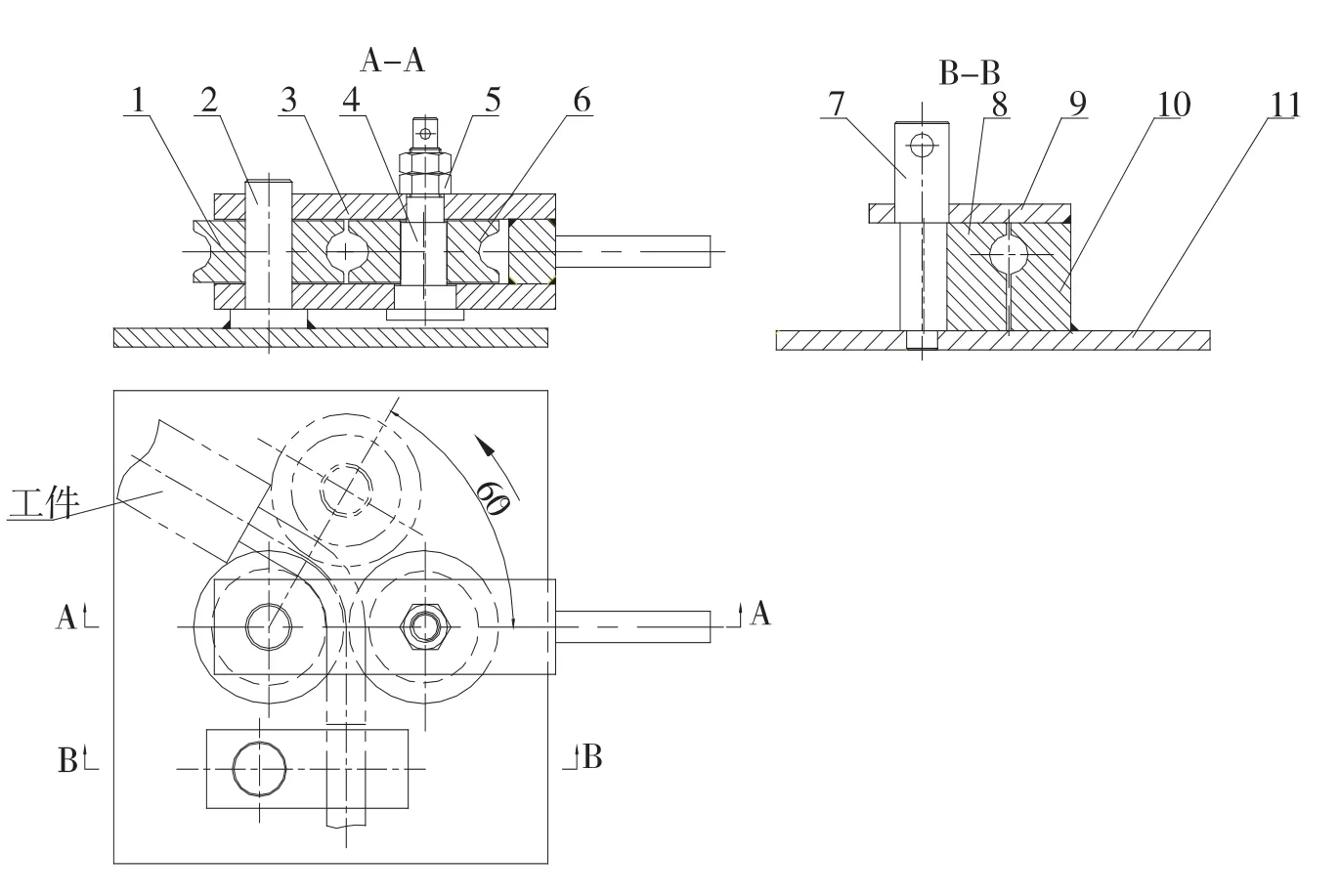
图2 装配图

图1 双金属翅片管
如图1所示的零件是一个120°双金属翅片管,材料为20#钢管与铝管轧制而成.轧制后进行弯管,由于每台换热设备选用的换热管直径系列不同,而且同一直径的钢管偏差较大,而该零件的直径较小,所需的弯矩力不大,故选用下面的偏心轴夹紧机构弯管工装,该工装制造成本低,制造周期短.
2 工装结构
如图2所示,该工装采用了偏心轴夹紧结构形式,考虑到换热管偏差的因素,螺栓4同样也采用偏心轴结构,可调节胎轮1和压紧轮6的中心距,使工件能够通过两轮形成的空腔.偏心轴4与压块8和导块10组成了夹紧机构.
3 工作过程
工件由胎轮1和压紧轮6形成的空腔穿入,同时穿入夹紧机构中.固定好尺寸后,转动偏心轴,使压块8和导块10牢牢锁住工件.而后同时顺时针转动手柄3和工件,压紧轮到达图示虚线位置后停住,即完成了工件的弯管.松开偏心轴,即可退出工件.
4 重要零件的设计
弯管工装中,最主要的是胎轮1和压紧轮6的设计,胎轮1圆弧r应与管子半径相吻合,该圆弧中心所在直径稍小于弯管直径2R,外径D=2R(0.94~0.98),如图3所示.考虑到工件在弯曲后有反变形量,故在设计中靠压紧轮6来弥补这个反变形,如图4所示.

图3 胎轮

图4 压紧轮
5 结束语
实践证明,该工装在实际弯管中,质量可靠,弯曲后的换热管能够满足使用要求,为企业带来了较好的经济效益.
猜你喜欢
河北金融年鉴(2020年0期)2021-01-21
航天工业管理(2020年9期)2020-12-28
重型机械(2020年2期)2020-07-24
制冷(2019年2期)2019-12-09
石油化工建设(2018年2期)2018-07-11
制冷技术(2016年3期)2016-12-01
公民与法治(2016年22期)2016-05-17
天津城建大学学报(2015年5期)2015-12-09
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
河北城市研究(2015年3期)2015-08-23
