
带动态分离器的磨煤机在燃煤发电厂制粉系统中的应用
2012-05-30 05:18
装备机械 2012年4期
0 概 述
随着火力发电行业的快速发展,世界各国对火力发电厂环保的要求越来越高,许多机组都在使用低NOx排放技术。为了降低NOx和飞灰排放量又不增加运行成本,作为锅炉系统重要辅机的磨煤机也相应进行了技术改进,采用动态分离器技术是最佳的方法。2004年8月,上海重型机器厂有限公司按照华能玉环电厂合同要求,从美国Alstom公司(即以前的美国ABB-CE公司)引进了动态分离器技术,并成功的为华能玉环电厂(国内第一座百万kW超超临界燃煤机组)提供了配备动态煤粉分离器的中速磨煤机。迄今为止,上海重型机器厂有限公司生产的带动态分离器的HP磨煤机(见图1及2)已经超过800台,配备动态分离器的HP磨煤机因具有煤粉细度可调范围大、煤粉均匀性好、出口风粉混合物偏差小等优点得到了国内各大电厂的认可,结合国家“十二五”规划工程节能减排战略方针,目前国内新建火力发电厂要求磨煤机配备动态分离器的比率成上升趋势,已运行的带静态分离器的磨煤机现不能满足节能环保要求,国家要求、鼓励火力发电厂对制粉系统进行优化并改造。
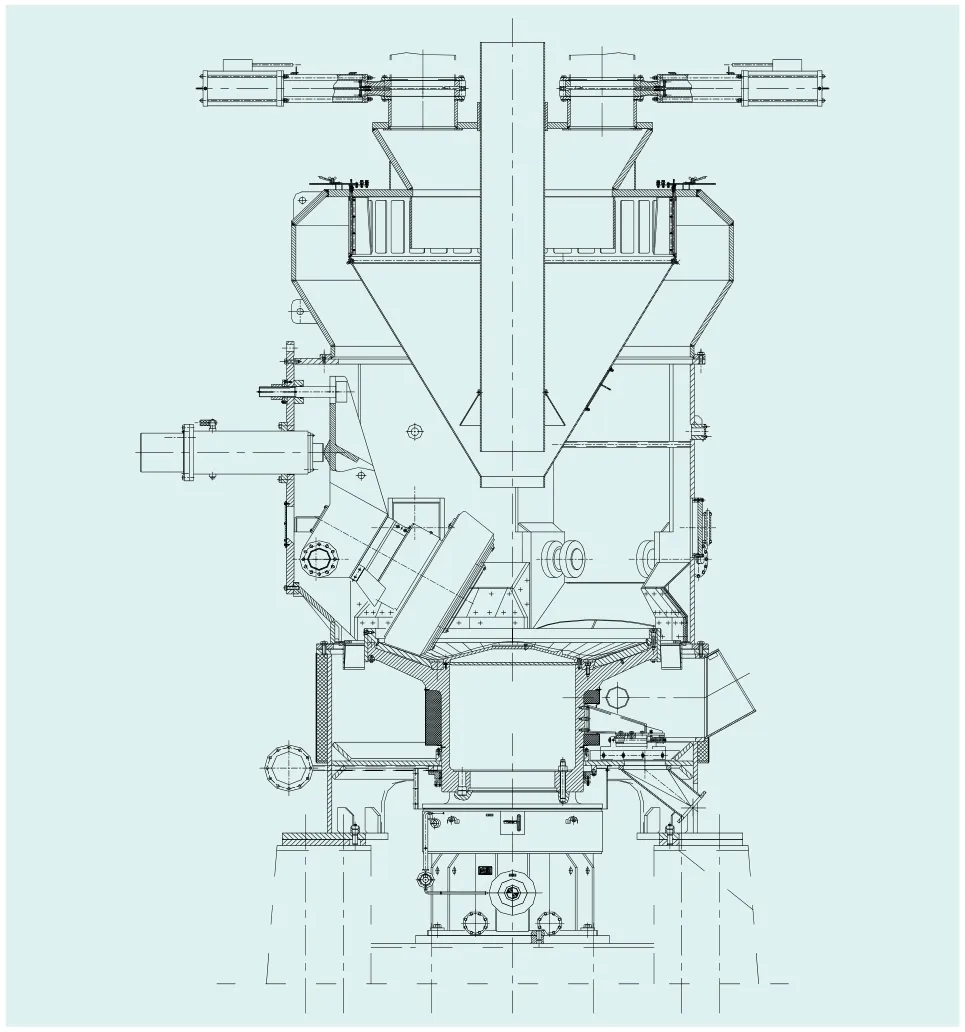
图1 静态分离器HP磨煤机

图2 动态分离器HP磨煤机
1 HP磨煤机介绍
1.1 结构介绍
带动态分离器的HP磨煤机主要由以下部件组成(见图3):给煤管、排出阀装置、动态分离器、分离器顶盖、弹簧加载装置、分离器体、磨辊装置、侧机体装置、刮板装置、叶轮装置、磨碗、减速箱、润滑油站、电动机及密封风系统等。
其中,电动机是动力设备,它为磨煤机提供动力;行星齿轮减速箱为驱动设备,带动磨碗和叶轮装置一起转动;三个磨辊装置属于碾磨部件,对磨碗上的原煤进行碾磨;三个弹簧加载装置分别对磨辊装置提供碾磨力;刮板装置将无法碾磨的石块或其他不可碾磨的物料清扫出磨煤机;动态分离器为选粉设备,将不合格的煤粉反送至磨碗上继续碾磨;给煤管则将需要碾磨的原煤输送至磨碗上;润滑油站为减速箱提供润滑及冷却。
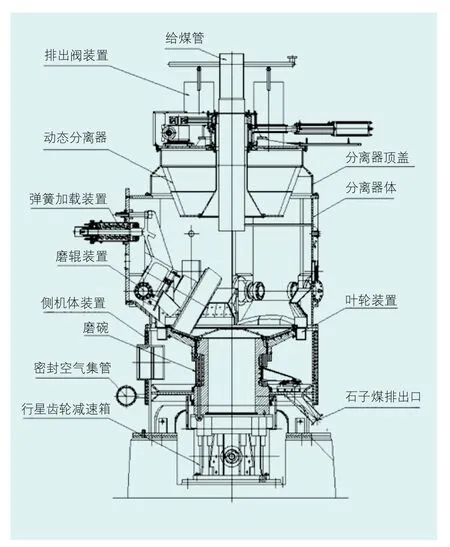
图3 带动态分离器HP磨煤机主要部件
1.2 工作原理
HP磨煤机的主要功能是将直径≤38mm的原煤研磨成0.075mm左右的煤粉,供锅炉燃烧。热一次风(用来干燥和输送磨煤机内的煤粉)从磨碗下部的侧机体进风口进入,并围绕磨碗毂向上穿过磨碗边缘的叶轮装置,旋转的叶轮装置使气流均匀分布在磨碗边缘并提高了气流的速度,与此同时,煤粉和气流就混合在一起,气流携带着煤粉冲击固定在分离器体上的固定折向板。颗粒小且干燥的煤粉仍逗留在气流中并被携带沿着折向板上升至分离器,大颗粒煤粉则回落至磨碗被进一步碾磨,分离器体下部的固定折向板使煤粉在碾磨区域进行了初级分离。
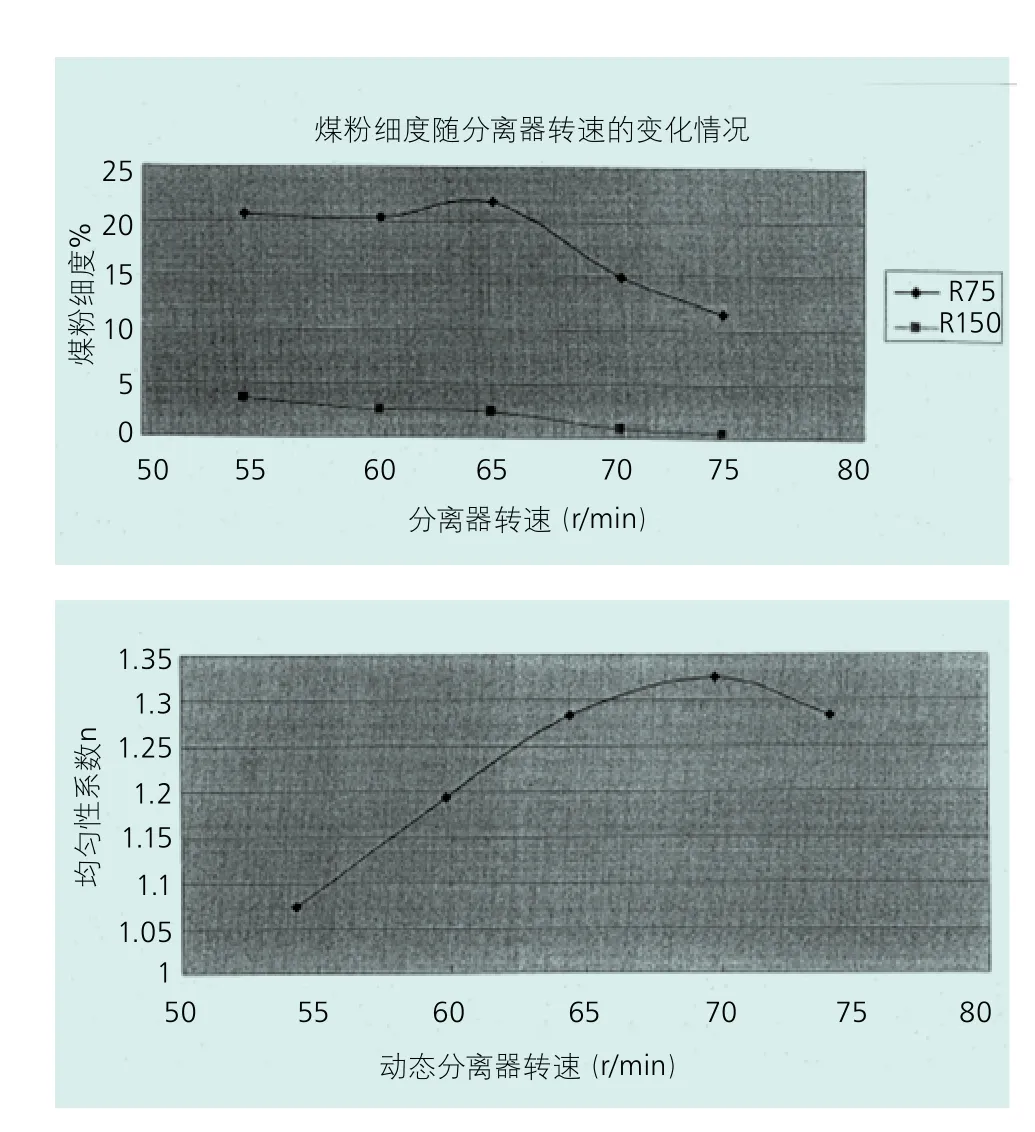
煤粉和气流上升,通过分离器体进入旋转的叶片式转子,在转子外沿处,气流和煤流相互作用,转子会阻止较大颗粒通过,使较大颗粒返回磨碗进一步碾磨,而细度合格的煤粉则可以通过转子排出磨煤机。通过变频器和变频电机可以改变转子的转速,通过改变转子的转速可以调整煤粉的细度。
带动态分离器的磨煤机由于内循环负荷比静态分离器小,所以能够提高磨煤机出力,这是由于分离效率提高实现的,就是说避免了细小颗粒(粒度小于200目的)不必要的重新碾磨次数,这样合格的煤粉就可以较快的排出磨煤机。也就是说:相同的煤质和细度要求下可以提高磨煤机出力;或者相同的煤质和出力要求下可以提高煤粉细度。
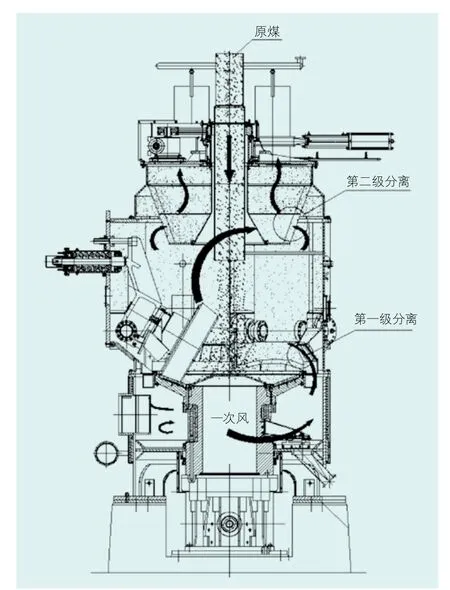
图4 带动态分离器HP磨煤机工作原理
1.3 关键技术
(1)转子体装置
转子体是整个动态分离器的核心部件,煤粉分离的关键环节,绝对不可以选用水泥磨、矿渣磨等其他磨型或其他厂商的转子体放置到HP型中速磨上,否则只能适得其反。
该HP磨煤机动态分离器的转子体为Alstom公司专利产品,通过计算机模拟仿真结合空气动力学原理设计制造,通过其自身结构来促使磨煤机运行时内部气流的走向更加合理、通畅,因此转子叶片倾斜的角度、相邻叶片之间的距离、转子的旋转速度、通过的风量都需要通过专业的论证。
转子叶片采用耐磨合金钢制成,整体锥形结构,设计寿命超过35 000h。

图5 动态分离器外观

图6 转子体外观

图7 动态分离器转子体装置
(2)轴承座装置
动态分离器使用一对脂润滑角接触球轴承,轴承放置在结构件制成的轴承座中,上、下轴承各有一个热电阻用于监测轴承温度。为了保护轴承,上、下各有一个油封。迷宫气封的设计也是为了防止粉尘进入驱动装置。上、下轴承各有一个热电阻用于监测轴承温度。轴承在安装前涂满润滑脂,以后如果要润滑可以通过油杯在设备外部进行,操作起来十分方便。
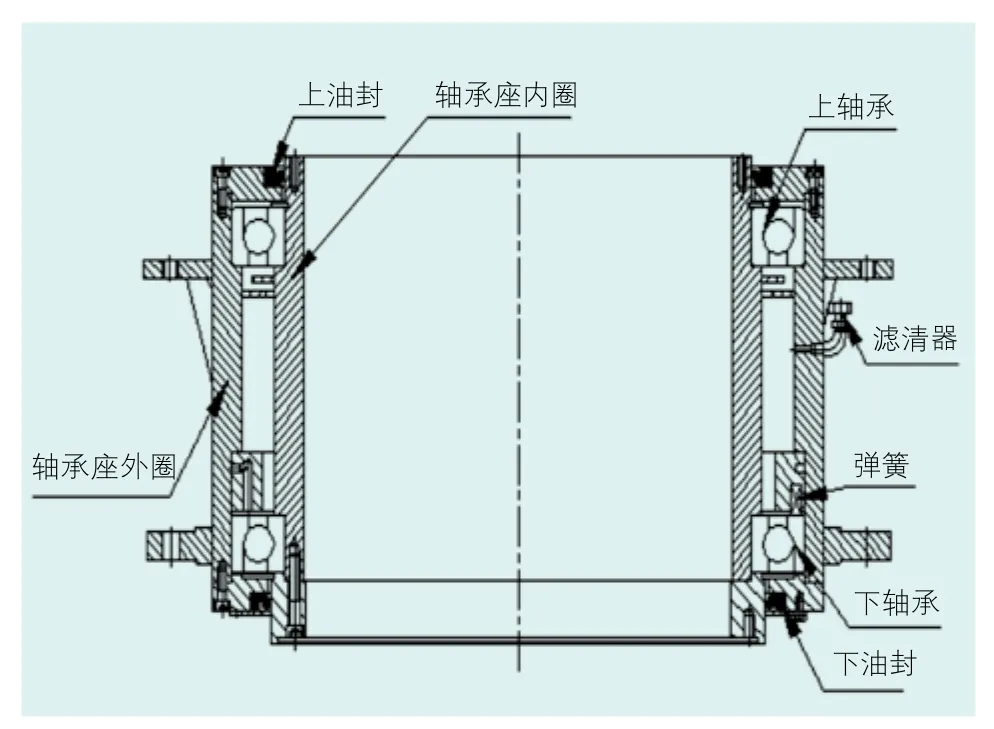
图8 动态分离器轴承座装置
(3)传动方式
HP磨煤机动态分离器的主传动采用V形带传动的形式,与齿轮传动相比,结构简单紧凑,运行稳定无噪声,维护方便,只需每年定期检查一次皮带的涨紧量。

图9 传动皮带
2 技术指标
分离器转速 30~120 r/min
变频电机额定功率 30~75 kW
变频电机额定电压 380 V
变频电机额定转速 1 485r/min
变频器功率 50~90kW
变频范围 10~50Hz
使用系数 1.15
煤粉细度调节范围 R90=5%~35%
煤粉均匀性指数 ≥1.2

表1 HP磨煤机采用动态分离器后煤粉颗粒分布关系
3 工艺流程
动态分离器通过可调整变频器和可编程控制器,由一个交流变频电动机来驱动。动态分离器的转速取决于给煤速度,当给煤机速度加快时,分离器转速也加快。
动态分离器的转速随着磨煤机给煤速度而相应变化,动态分离器驱动器的控制可以通过电位计、mA信号、VDC信号来实现。在调试过程中,要制定出给煤速度和分离器转速与煤粉细度关系的试验曲线,然后通过曲线来自动控制分离器转速,如果操作没有经过校准的试验曲线的磨煤机,那么就将分离器转速调至60r/min,在各种给煤速度下都保持不变。
如果在给煤机运行过程中动态分离器停机,不必停下给煤机,磨煤机可以继续运行,只是煤粉细度不合格。
改造为动态分离器之后,磨煤机整体的运行流程(润滑油站、主电动机、减速机等)没有变化,但需要针对动态分离器环节对电厂的DCS集散控制系统进行修正。
3.1 从DCS输入到变频器的主要信号
(1)开始/停止
(2)分离器转速要求
3.2 从变频器输入到DCS的主要信号
(1)转速反馈
(2)电机电流
(3)变频器准备就绪
(4)变频器运转
(5)变频器故障
变频器故障信号用来表示变频器出现了故障,但是如果监测到皮带断裂或者电机温度调节装置断路时变频器也会发出故障信号。
3.3 动态分离器启动流程
3.3.1 启动
打开排出阀。
确定密封风机运行。
如果密封风已经通进来,那么动态分离器可以在磨煤机之前或之后启动都可以。
3.3.2 关机
给煤机停机,让磨煤机冷却。磨煤机和动态分离器停机。
3.3.3 报警和停机如果没有主气流,发出警报,分离器电机停机;如果没有密封风,发出警报,分离器电机停机;如果磨煤机电动机停机,发出警报,分离器电机停机;
如果一个轴承温度超过107℃并持续2s以上,发出警报,分离器电机停机。
注意:
(1)以上控制逻辑不适用于静态分离器。
(2)如果无法提供气流信号,可用以下任何一种方法代替:
密封风机运行,冷风门打开;密封风机运行,热风门打开。动态分离器转子速度表(以HP1003磨煤机为例)

表2 动态分离器转子速度表
4 改造方案
将HP磨煤机静态分离器的改为动态分离器步骤如下:
4.1 现场运行的HP磨煤机
采用静态分离器的如果要求改造为动态分离器则需要拆除的部件如图10所示:
1—排出阀与多出口装置;2—分离器顶盖装置(含静态分离器折向门);3—文丘里装置;4—内锥体及其衬板装置;5—倒锥体装置。拆除上述部件使磨煤机分离器由原来静态变为动态需要增加的部件有:1—排出阀装置;2—动态分离器装置;3—动态分离器顶盖装置;4—转子体装置(见图11)。
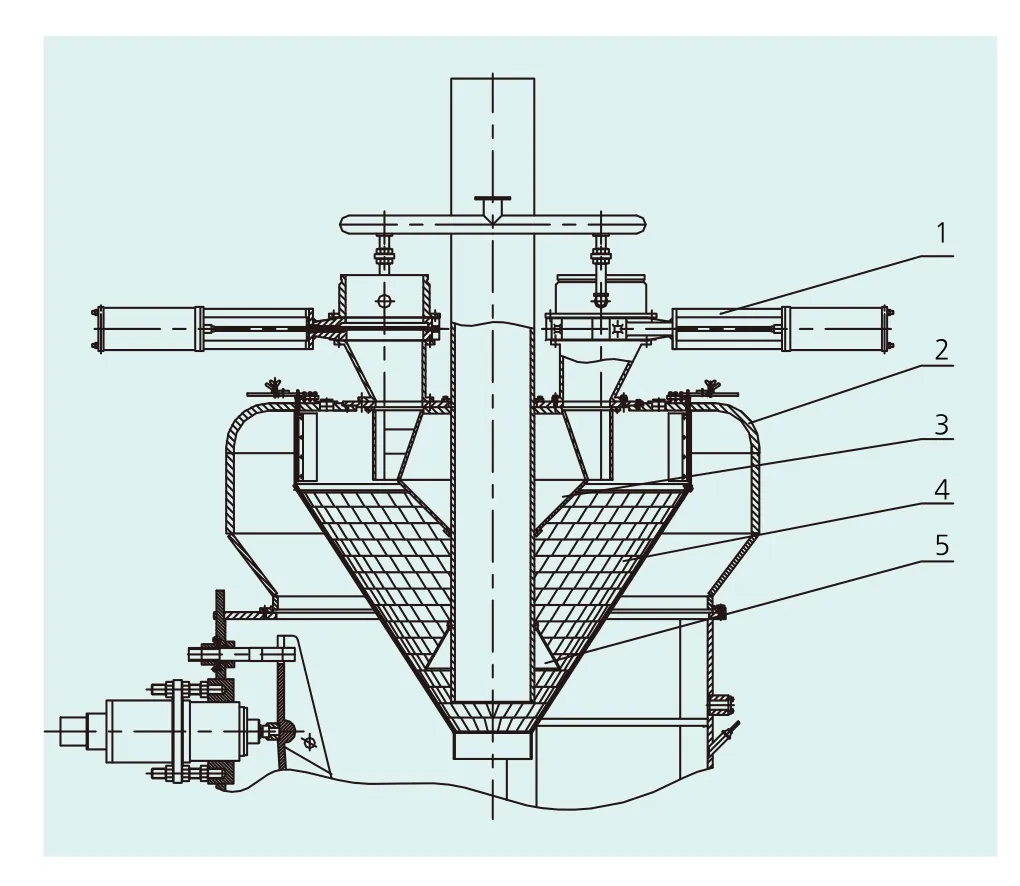
图10 改造前的静态分离器

图11 改造后的动态分离器
HP磨煤机动态分离器装置在出厂前,每一台都在车间组装试车,达到技术指标后整体发运现场,减少了现场安装的工作量。
4.2 其他需要改造的部分
4.2.1 磨煤机本体密封风系统管路
由于动态分离器轴承的密封采用机械与空气双重密封形式,因此对于改造后的磨煤机本体密封管路需要作少许变动,主要是从密封风集管上引出一分路密封风,接至动态分离器轴承处,结合该处的机械密封件油封形成双重密封效果,保证动态分离器轴承的正常使用。
对于磨煤机本体的密封风管路,现有的管路布置不需要任何变动,增加的动态分离器部分的密封管路如图12所示,实线所示为增加部分。
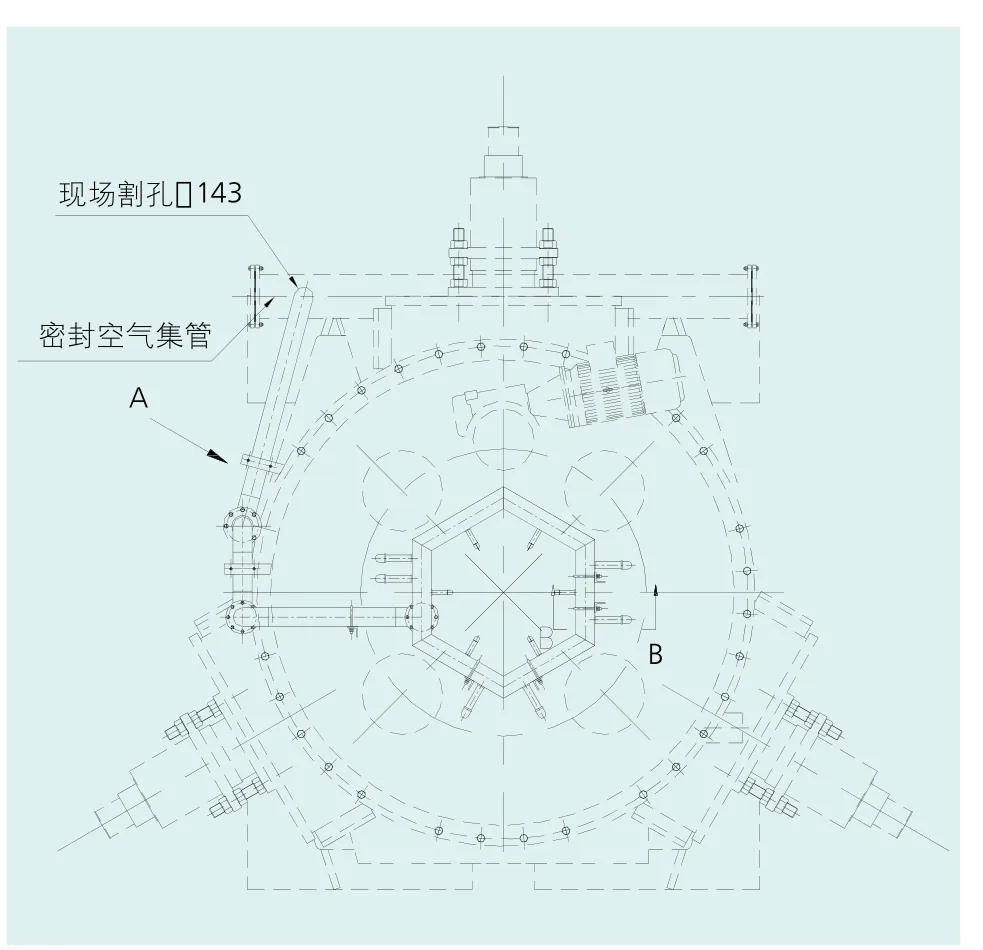
图12 密封风系统(a)

图12 密封风系统(b)
4.2.2 密封风机校核
动态分离器改造后需要从原有密封风系统分出一路接至动态分离器轴承处,因此针对不同的项目,需要根据实际情况对现有的密封风机余量做进一步的计算校核,以确定密封风机是否需要更换。
5 节能分析
与采用静态分离器相比,动态分离器在节能、环保方面有很大的优势:
5.1 300MW机组,动态分离器相对静态分离器以出力提高10%
5.1.1 节能方面
假若每台锅炉每小时耗烟煤量为130t,每台锅炉配5台磨煤机,4台运行1台备用,那么每台磨煤机要求出力为32.5t/h,如果磨煤机采用静态分离器,这时磨煤机型号可选为HP863这一档;如果磨煤机采用动态分离器,这时磨煤机型号可选为小一档的HP803型,此时:
(1)磨煤机型号变小,每台节约成本60万元左右,五台共节约300万元;
(2)磨煤机高度可降低1.3m,厂房面积可以减少15m2,可节约钢材大约160t,水泥可节约75t,可节约110万元左右;
(3)由于磨煤机型号变小,所配的一次风机型号也变小,也可节约30万元左右,五台可节省150万元。
以上前期投资可节省560万元左右人民币。
5.1.2 环保方面
由于采用动态分离器,煤粉细度、均匀性相对提高,使燃烧更充分,大大降低煤中的硫、氮的含量。对于煤中的硫可较采用静态分离器时降低20%左右。如果电厂脱硫采用石灰石原料进行脱硫的话,对于每小时燃烧130t煤来说,每小时可节省石灰石15t左右,按一年运行300天计算,可节约石灰石粉15×24×300=108 000t,合人民币约20万元左右。
5.2 600MW机组,动态分离器相对静态分离器以出力提高10%
5.2.1 节能方面
假若每台锅炉每小时耗烟煤量为260t,每台锅炉配6台磨煤机,5台运行1台备用,那么每台磨煤机要求出力为52.0t/h,如果磨煤机采用静态分离器,这时磨煤机型号可选为HP1103这一档;如果磨煤机采用动态分离器,这时磨煤机型号可选小一档的HP1003,此时:
(1)磨煤机型号变小,每台节约成本90万元左右,六台共节约540万元;
(2)磨煤机高度可降低1.5m,厂房面积可以减少25m2,可节约钢材大约290t,水泥可节约180t,共节约235万元左右;
(3)由于磨煤机型号变小,所配的一次风机型号也变小,也可节约40万元左右,六台可节省240万元。
以上前期投资可节省1015万元左右人民币。
5.2.2 环保方面
由于采用动态分离器,煤粉细度、均匀性相对提高,使燃烧更充分,大大降低煤中的硫、氮的含量。对于煤中的硫可较采用静态分离器时降低20%左右。如果电厂脱硫采用石灰石原料进行脱硫的话,对于每小时燃烧260t煤来说,每小时可节省石灰石35t左右,按一年运行300天计算,可节约石灰石粉35×24×300=252 000t,合人民币约50万元左右。
6 效益分析
由于用煤价格上涨较快,发电企业为了提高经济效益,经常燃用发热量低于设计煤种的劣质煤,或者进行掺烧,磨煤机辊套、衬板磨损加快,造成磨煤机制粉出力不足,机组发电负荷受制粉出力的限制,不能满负荷运行,影响发电企业的发电量。为了使机组具有更好的经济性、稳定性,许多电厂将现有磨煤机的静态煤粉分离器改为动态煤粉分离器。
根据Alstom公司提供的动态分离器选型曲线,同静态分离器相比,HP磨煤机采用动态分离器后,其基本出力可以提高10%(基本出力是指煤的哈氏可磨度系数HGI为55;煤粉细度为通过200目筛子的过筛率为70%;煤的收到基全水分:对高挥发分烟煤不大于8%,对低挥发分烟煤不大于10%工况下的磨煤机碾磨能力)以上。但对于不同的煤质情况、煤粉细度要求,动态分离器相对于静态分离器的出力增加系数是不同的。
以300MW机组,磨煤机型号为HP863为例,动态分离器改造费用约为100万元,1台机组6台磨煤机改造总费用为600万元,按年平均因制粉出力限制机组负荷100 000kW/h,时间700h计算,1台机组少发电量0.7亿kWh,每kWh盈利0.1元计算,少盈利700万元,不到1年即可收回成本,1年之后可以盈利。
所以,通过改造煤粉动态分离器的方案解决发电企业因制粉系统出力不足,导致机组不能满负荷运行的难题,具有广阔的推广前景。
7 适用范围
美国空气洁净法对燃煤锅炉NOx和其他污染物的排放有严格的标准限制。因此,许多机组都在研究炉内低NOx技术。随着典型炉内低NOx系统的安装,生煤中未燃碳的含量也随之增加。如果煤渣中碳的含量增加的话,那么煤渣就会从畅销的副产品转变成需要处理费用的副产品。另外,由于煤渣中含碳的缘故造成效率降低,使锅炉总的热辐射速率增加。这两个方面的影响将会造成成本增加。
磨煤机出口处的煤粉细度是影响未燃碳的最重要因素之一。常规磨煤机都配有静态分离器,这种磨煤机所能达到的煤粉细度有限,并且随着煤粉细度的增加,磨煤机出力明显下降。而动态分离器能够在提高煤粉细度的同时又不会像静态分离器那样降低磨煤机出力。
磨煤机的出力不只取决于磨煤机的尺寸,还与煤质和要求的煤粉细度有关。因此,可以通过权衡煤粉细度来增加磨煤机出力。这样的话,动态分离器在细度要求不高的情况下可以用来增加磨煤机出力。这在由于热值较低需要增加煤流的情况下表现更加明显。
HP系列磨煤机适用煤种范围:
水分Mt≤45%
挥发份Vdaf≤50%
灰分Aar≤45%
哈氏可磨度 HGI≥30
磨损指数Ke≤7.0
HP系列带动态分离器磨煤机适用范围:
(1)煤种变化频繁
不同的煤种使磨煤机碾磨件磨损较快,导致出力上不去的燃煤机组;在同一煤种条件下,带动态分离器的磨煤机较带静态分离器的磨煤机的出力可以增加10%~20%;
(2)细度太粗,影响锅炉的燃烧效率
带静态分离器的磨煤机煤粉细度调整范围是R90=10%~35%,但是在R90≤20%的时候,分离器的效率就大大降低。
带动态分离器的磨煤机煤粉细度调整范围是R90=5%~35%,分离器效率高,减少合格煤粉的内循环率,同样的工况条件下,动态可以比静态煤粉细度提高20%左右。
(3)均匀性指数偏低,飞灰含碳量过高
静态分离器煤粉均匀性≥1.1,实际检测结果1.0左右。
动态分离器煤粉均匀性≥1.2,实际检测结果≥1.2。
以上数据均可参考北仑电厂HP963磨煤机静改动前后的性能试验报告(见表3)。

表3 北仑电厂HP磨煤机动态分离改造性能试验数据
8 改造关键
(1)煤粉动态分离器改造的目的是提高磨煤机的分离效率,提高磨煤机的出力、煤粉细度和均匀性,因此改造的关键件是煤粉分离环节,即转子体装置。对于转子体的结构性能需要厂商来保证,包括转子叶片的倾斜角度、相邻叶片之间的距离、叶片的耐磨性等。转子体在制造完毕后必须在动平衡仪上做平衡实验,以确保转子体具有较高的平衡性。
(2)动态分离器装置与现有磨煤机的匹配性是改造项目必须保证的前提条件,包括外形尺寸的匹配和运行原理的匹配。根据Alstom公司的设计原理,装上动态分离器的HP磨煤机运行时,动态分离器转子体的旋转气流和磨煤机叶轮装置的旋转气流是一个完整、特殊的气流系统。动态分离器的开发、设计就是为了使磨煤机运行时内部气流的走向更加合理、流畅,以提高煤粉分离的效率,对磨煤机的出力、煤粉细度、煤粉均匀性及煤种适应性都有很大的改善。
(3)静态分离器改造为动态分离器后,磨煤机的出力、煤粉细度、风量、阻力等参数都将有所变化,因此需要磨煤机厂商对改造后的制粉系统重新提供运行风煤比曲线、阻力与出力曲线、煤粉细度与出力曲线等,以达到改造的预期效果。同时应考虑国内煤炭市场变化的不确定性,当锅炉实际燃烧煤种变化时,需要磨煤机厂商及时对运行参数加以修正,以确保磨煤机保持良好的运行状态。
(4)磨煤机配套件的参数需要重新校核,包括一次风机、密封风机、主电动机等。
(5)改造后磨煤机的日常维护、检修工作量如何。例如动、静态磨煤机的顶盖是不一样的,因此磨辊翻出支撑点是不一样的,需要厂商重新提供磨辊检修方案,方便磨煤机改造后的检修、维护工作。
(6)磨煤机分离器顶盖更换后,煤粉出口管道之间的定位尺寸需要调整,因此必须考虑磨煤机出口端煤粉管道的布置情况。
9 小结
火力发电厂制粉系统将磨煤机由静态分离器改为动态分离器在节能减排方面前景非常广阔,已经通过实例得到了验证,如浙江北仑电厂、河南许昌龙岗电厂等。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
防爆电机(2020年4期)2020-12-14
商品与质量(2020年23期)2020-11-26
中国金属通报(2020年5期)2020-06-02
电子制作(2019年18期)2019-10-11
科技与创新(2018年6期)2018-03-30
杭州(2016年1期)2016-08-15
风能(2016年3期)2016-07-05
汽车零部件(2014年2期)2014-03-11

- 装备机械的其它文章
- 风力发电机风机控制中的数据处理
- 智能环锭细纱机的研制