电解电火花复合加工深孔试验研究
2012-04-13 06:37:48诸跃进
电加工与模具 2012年6期
诸跃进
(苏州科技学院电子学院,江苏苏州215011)
现代科技不断发展,新结构和新材料的精密零件被大量采用,这类精度和表面质量要求高、材料难加工的零件,其深小孔、型孔等加工是较困难的。当加工这类零件上多个规则或呈多向不同角度分布的小孔,特别是深小孔,用机械钻削加工困难,多采用特种加工工艺[1],主要有激光打孔、电火花打孔、电解打孔等方法。激光打孔尽管有加工出的小孔表面粗糙度值较大、易形成喇叭口、精度较低和设备价格较高的缺点,却仍取得了较好的应用。电火花打孔不受工件材料强度和硬度限制,可在斜面上加工,且在加工过程中切削力很小,对工具的强度和刚度要求较低,因此有一定优势,也是应用时间最长、技术最成熟的一种加工工艺。电解打孔根据工具电极不同有以下两种方法:一是采用玻璃管内的金属丝电极的电液束加工,可用于孔径0.2~0.5 mm、最大加工孔深50 mm的孔的加工[2];另一种是型管电极加工,采用中空的、外壁涂有绝缘层的金属管作为工具电极,加工孔径0.5~7 mm,最大加工孔深600 mm[3]。
激光打孔和电火花打孔已能满足精密零件加工的技术要求,但有些零件的打孔对有效减小表面再铸层厚度提出了较高要求,而用激光打孔、电火花打孔又都有表面再铸层问题,且加工孔深也有限。采用电解打孔方法则不存在再铸层,加工孔深大大增加。此外,主要针对孔加工中形成的再铸层及微裂纹,或化学溶解腐蚀作用(如:电解加工等形成的杂散腐蚀、晶界腐蚀、表面条纹等缺陷层),在磨粒流加工技术基础上,发展了化学研磨、电解质-等离子加工等新技术。
无论采用电火花打孔或电解打孔方法加工小孔及深小孔,每一种方法都面临着加工精度和加工效率的问题。采用电火花加工,若要得到高的加工精度就必须牺牲加工速率,高加工速率又会造成工件表面粗糙度值明显提高,并且损害工件表面层;相对电火花加工,电解加工的加工精度较低[4]。而电解电火花复合加工能取长补短,加工过程中电解与其他能量加工复合,在加工表面质量高且无表面应力的前提下,加工速率比单一能量加工会有所提高[5]。有关电解电火花复合加工的研究,英、俄、美、日等国家在机理研究上进行了大量工作[6];我国大连理工大学和哈尔滨工业大学开展了复合光整加工和非导电超硬材料加工等方面的探索,并取得了研究进展;而对于难加工材料的零件采用电解电火花复合方法的小孔、深小孔加工,由于综合了两种不同类型的过程,控制其稳定性是关键问题,目前尚无较理想的电解电火花复合加工小孔、深小孔的研究或应用进展。
1 机理与试验方法
1.1 工艺机理与特点
电解电火花复合加工中的放电机理与电火花加工的放电机理不同,所使用的工作液为具有导电性的电解质溶液,电火花的产生是因为电解作用在阴极产生的氢气泡,形成阻隔电流的气泡层,当电场强度超过气泡层耐压强度,气泡层被击穿,使间隙局部的液相物质气化并击穿放电。其过程为:①电化学过程阴极析出氢气;②氢气泡层形成;③电子穿越气泡层,瞬间放电产生电火花;④金属熔融气化,形成高压气泡;⑤高压气泡带动电解液流动,冷却并带走金属离子与碎屑。
而电解电火花复合加工有以下特点:
(1)气体的耐压强度较低,因而在电解液中的击穿电压值比绝缘介质中的小。
(2)放电周期与强度都较传统电火花加工大,故又称为电解电弧加工(ECAM)。加工过程必须防止在相同位置持续放电,即应避免形成稳态电火花。可通过电源的电参数变化,控制电火花的放电强度,进行电火花放电或电弧放电选择,完成不同加工。
(3)电解作用与放电作用随电解液的不同而变化。电解液的不同组分、不同浓度均会影响放电过程,还会影响电解作用和放电作用的进行。
(4)电解作用与放电作用与流场状态密切相关。电解液流动充足处则难以形成阻隔电流的气泡层,发生电解作用;而电解液流动迟缓处则产生火花击穿放电作用。加工间隙的小间隙区发生火花击穿放电作用,而在相对大间隙区则是阳极溶解电解作用。电解作用与放电作用的比例变化会得到不同的加工效果。
1.2 试验装置
试验在一台改造过的电火花小孔机上进行,其试验装置系统示意图见图1。该试验装置配置了电解液箱(含电解液循环系统、温控、pH检测)、直流/MOSFET斩波电源,并改进了控制系统。
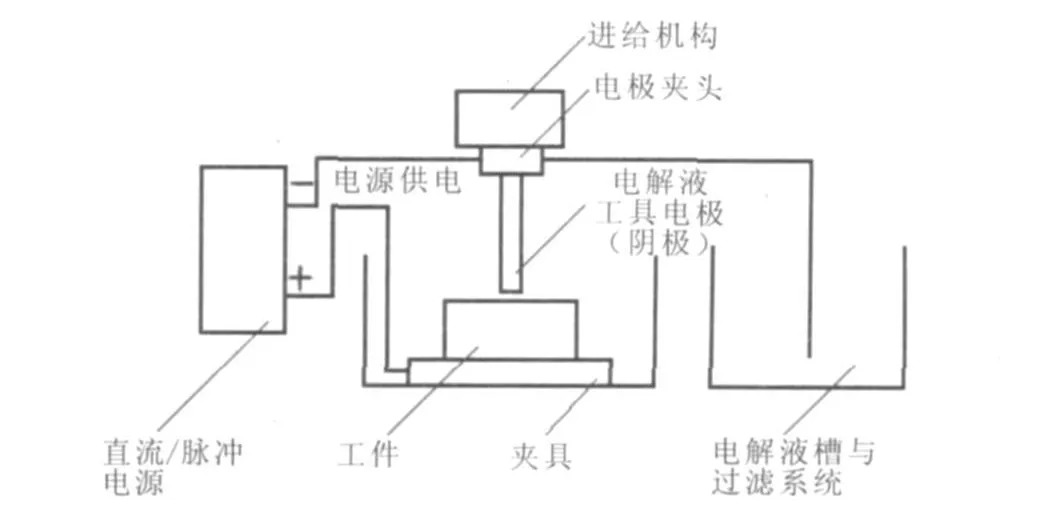
图1 试验装置系统示意图
该装置的主要组成部分包括:直流/MOSFET斩波电源、进给系统、加工控制及检测系统、工具电极、电解液循环系统等。电源为高电压MOSFET斩波电源与低电压直流电源复合型电源。工具电极系统配有振动装置。电极侧壁不涂覆绝缘层。电解液被输入到阴极夹具中,并通过管电极喷入间隙。
1.3 试验方案
小孔及深小孔加工的关键是必须控制加工参数,使加工的工具底部发生电火花去除材质产生坑洞,且坑洞侧面产生足够的电解作用使孔侧壁平整[4]。试件材料1为不锈钢(1Cr18Ni9Ti),2为钛合金。加工孔径为1.0~1.7 mm,深径比为50~60。
工作液的配制是试验设计的关键步骤之一。在进行电解电火花复合加工时,采用单一的电解液很难得到良好的工艺效果,配制了加工用复合型工作液。工作液为质量分数1%~4%的NaNO3溶液,加入质量分数 0.3%~3%的NaCl、4%~10%电火花线切割乳化液组成复合型工作液。对于试件1,由于含有铬,故在阳极表面易生成钝化膜,有利于放电的产生,也适合电极破膜后进行阳极溶解,用低浓度工作液已能得到较好效果,使用比例合适的复合工作液效果更佳。对于试件2,钝化膜易生成,而钝化膜的保护性很强,将有利于放电,不利于破膜后进行阳极溶解,因此,加入适量NaCl作为活化剂,并同时加入少量物质作为络合剂,使钛离子不会很快水解而生成钝化膜。这样,电解作用加强的同时,放电作用减弱,因此,加入电火花线切割工作液来加强放电除蚀作用。
试件1和试件2的加工中,阴极材料、工作液流速作为常量时,加工效率、尺寸精度及表面粗糙度等除了受电解液成分(溶剂类型、添加方式)影响外,主要还受电参数的影响。
试验设计还对复合加工电源波形进行了研究。分别用直流电源、直流/脉冲电源进行复合加工效果的试验。加工速度随直流电压的增大而提高,当直流电压增大到一定值时,加工误差和表面粗糙度值加大。当使用脉冲电源时,需考虑脉冲宽度对加工速度的影响。脉冲宽度较小时,主要是电解电火花复合加工,加工速度较低,但表面粗糙度较好。当脉冲宽度增加时,单个脉冲放电能量增加,工件的去除量增加,加工速度会提高,但表面粗糙度值也增加。脉冲宽度过大时,主要是电解电弧放电复合加工,这时放电电流大,熔化金属量多,加工速度高,但表面粗糙度差。
2 试验结果与分析
采用电火花加工(高速小孔,以下相同)、电解加工(型管电极,以下相同)和复合加工方法进行打孔对比试验,试验工件分别为试件1和试件2,加工孔径1.0 mm,深径比50,试验工艺参数条件见表1,3种加工方法的试验结果见表2。
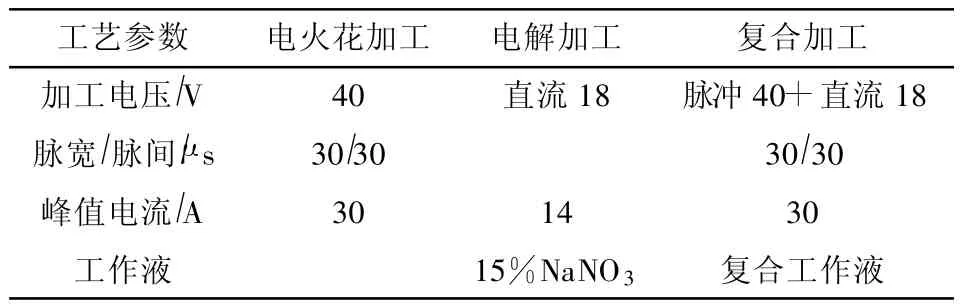
表1 试验工艺参数条件
表1中,复合加工工艺参数的选择与单独电火花加工、电解加工参数相同。由表2可知:电解电火花复合加工的加工效率较高,表面质量较好,但仍存在较小的阴极损耗。工艺效果分析如下。
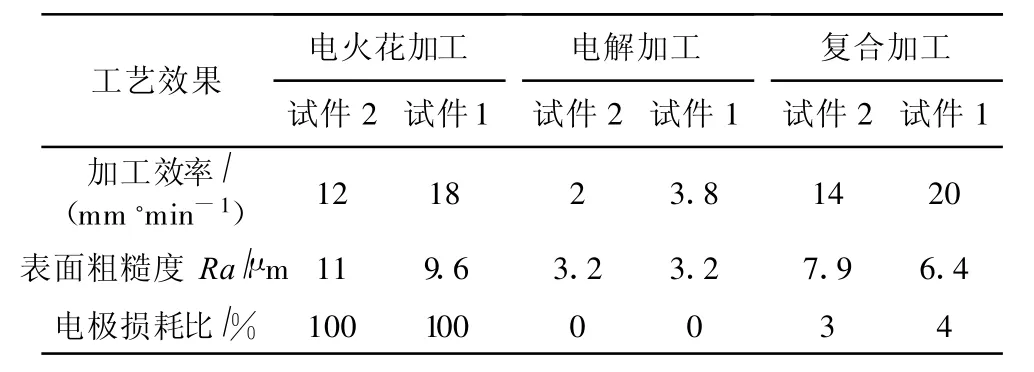
表2 试验结果
2.1 加工效率
由试验可见,在平均电能相近的情况下,复合加工的加工效率比单独电火花加工、电解加工高。主要原因在于:
(1)能量利用率。采用复合工作液有一定的钝性作用,两极施加电压后,很快被气体膜和钝化膜覆盖,为放电创造了有利条件。一旦放电现象发生,阳极表面的钝化膜被破坏,这样不仅因放电而蚀除金属,而且使阳极由钝化转为活化,在很小的间隙下电流集中在该部位,使能量利用率高。
(2)高压诱导作用。高压诱导脉冲有效击穿气体膜和阳极钝化膜,确保了火花放电,且加工稳定,使效率提高。
(3)电解与放电作用互相促进。复合加工的脉冲间隙、空脉冲和击穿延时中都会有电流通过[6],致使产生电解作用。与此同时,间隙中气体膜和钝化膜的产生又有效地达到消电离作用,有助于放电可靠停止和保证下次放电进行。其结果是:一方面,因脉冲放电去除金属的同时破坏钝化膜,促进电解作用发挥;另一方面,电解作用去除金属的同时产生气体和钝化膜,又为放电的稳定进行创造了良好条件。
2.2 表面粗糙度
复合加工的表面粗糙度值大于电解加工,而小于电火花加工。表面再铸层薄,故表面质量较好。其主要原因如下:
(1)参数选择(电源参数配合合适振幅的振动进给)将复合加工状态调整到放电仅发生在端面间隙处,放电熔融坑则小到侧面电解加工效应就可完全将它去除,同时也使小孔侧面再铸层趋于零。
(2)钝化膜使电解对侧面杂散腐蚀作用受到限制,使侧表面麻点等缺陷几乎不存在。
2.3 加工精度
由试验结果测得复合加工的精度比电解加工高,但低于电火花加工,其加工精度约为0.3 mm。原因如下:
(1)加工过程中去除金属主要靠放电加工,产物颗粒直径接近放电加工的蚀除产物颗粒直径,在侧面同样存在“二次放电”的可能性。
(2)如前所述,电解液的钝化作用使加工过的侧表面得到保护,从而减小了电解杂散腐蚀的作用,使侧面间隙趋于均匀。
2.4 阴极损耗
电解电火花复合加工时,放电现象的存在会使阴极损耗,其损耗远小于电火花加工(图2),适当增大电解液浓度(NaNO3)和脉冲宽度时,阴极损耗有所降低。
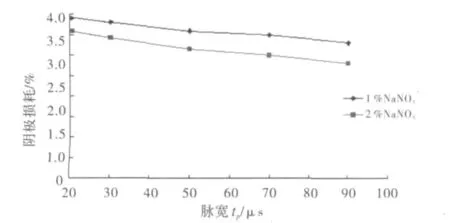
图2 电解液浓度、脉宽与阴极损耗关系图
3 结束语
(1)试件1和试件2的加工工艺效果显示,在相同加工条件下,脉冲电流(波形中叠加有直流)产生的除蚀效果,除了能稳定地提高加工效率外,还能有效去除电火花加工产生的表面再铸层。
(2)由于放电作用可消除间隙中的“搭桥”和短路点,可实现在小间隙下进行加工。因此,可获得较好的加工稳定性。试验结果还显示加工精度比电解加工高,但低于电火花加工的精度。
(3)由试件2的加工工艺效果可看出,该工艺用于钛合金材料打孔,其加工效率高于电火花打孔和电解打孔,表面粗糙度也已满足保证一定加工效率前提下所采用电火花打孔的要求,且小孔侧面再铸层趋近零。
试验中放电过程的放电作用及电解作用的比例未能进行适时控制,致使加工精度不够高。由于放电导致阴极损耗,也无有效办法解决。复合加工工艺效果与电解液成分、电参数、工具与工件间距、工作液流速等因素密切相关,电解电火花复合加工的诸多机理和工艺研究都有待深入进行。相信经过进一步研究和完善,电解电火花复合加工工艺会形成稳定的工艺规准,在机械、发动机、发电设备等行业获得广泛应用。
[1] 郭景哲,贾宝贤,王冬生,等.微细深孔加工研究进展及关键技术分析[J].机械设计与制造,2009(10):257-258.
[3] 王维,朱荻,曲宁松,等.管电极电解加工工艺过程稳定性研制[J].机械工程学报,2010,46(11):179-184.
[4] 朱树敏,陈远龙.电化学加工技术[M].北京:化学工业出版社,2006.
[5] 徐家文,王建业,田继安.21世纪初电解加工的发展和应用[J].电加工与模具,2001(6):1-5.
[6] 王建业,罗干英.电解电火花复合加工的发展[J].电加工,1997(3):15-19.
猜你喜欢
湖北农机化(2020年4期)2020-07-24 09:07:36
中学生数理化·八年级物理人教版(2019年10期)2019-11-25 07:33:38
制造技术与机床(2019年9期)2019-09-10 07:36:54
制造技术与机床(2018年9期)2018-09-19 06:48:34
制造技术与机床(2017年10期)2017-11-28 05:20:15
制造技术与机床(2017年9期)2017-11-27 02:14:23
小猕猴学习画刊(2017年3期)2017-07-19 08:04:58
制造技术与机床(2017年4期)2017-06-22 11:17:51
西南石油大学学报(自然科学版)(2015年3期)2015-04-16 05:12:08
制造技术与机床(2015年10期)2015-04-09 07:06:00