浅析镀膜机结构原理及检漏技巧
2012-03-10 01:17皇明太阳能股份有限公司肖成珍刘培先
太阳能 2012年11期
皇明太阳能股份有限公司 ■ 肖成珍 刘培先
一 真空镀膜机的构成及原理
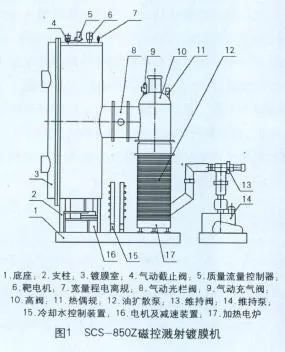
真空镀膜机由3部分组成(见图1):抽真空系统、电气系统及镀膜室,其中抽真空系统包括机械泵和油扩散泵两部分。
1机械泵(前级泵)
机械泵构造如图2所示,工作原理可用图3的4个过程来示意描述。当转子逆时针转动时,由进气口进入转子与定子之间的部分空间(图3b中的体积A)的气体分子将被刮片分割和压缩,直到压强增大到可以顶开出气口的气阀而被排出泵外。随着时间的延续,被抽容器中的压强将逐渐减小,此种机械泵的抽真空极限为1.33×10−1Pa。抽速与转速及体积A的大小有关,一般每秒几升左右,对于2X-2型旋片真空泵,泵轴转速为450r/min,抽气速率为2L/s。

图2 旋片式机械泵的结构
2油扩散泵(次级泵)
油扩散泵构造如图4所示,其原理是利用高速定向运动的油蒸气使气体分子获得定向移动的动能。

图3 机械工作过程示意图

图4 油扩散泵的结构
3真空室(镀膜室)
镀膜室室体采用前开门、立式圆筒形钢板结构。在室内,顶部中央均匀安装3个圆柱形磁控旋转靶为阴极,圆筒室壁接地为阳极。靶及镀膜室构成一个同轴圆柱型磁控溅射系统,如图5所示。
在室顶部及靶中心水平安装一个制有“V”形滚珠导轨的固定内齿圈,作为工件架公转盘的支撑轨道。公转盘也是一个内齿圈,直流控制电机减速后通过皮带轮与旋转密封轴相连,旋转密封轴上端的动力小齿轮与公转盘啮合。在公转盘的一个同心轴上,均匀分布着30根自转轴,自转轴下端的小齿轮与固定内齿圈啮合,每根自转轴上端套装一个被镀工件,电机的动力通过旋转密封轴传入真空室。小齿轮传动公转盘转动,并带动自转轴公转,自转轴小齿轮与支撑轨道的固定内齿圈啮合而做自转运动,且自转转速是公转转速的16倍。

图5 镀膜室结构
4复合真空计
复合真空计由热电偶真空计(图6)和电离真空计(图7)组成。热电偶真空计是利用在低压强环境中气体的热传导与压强有关的原理制成。电离真空计是利用气体电离时产生的离子流与压强有关的原理制成。

图6 热偶计真空结构

图7 电离真空计结构
二 真空镀膜机的检漏技巧
综上所述,设备真空阀门多,在生产过程中,抽速慢是最常见、最典型的设备故障,原因包括泵工作不良、系统放气、系统漏气。其中绝大多数是由于存在漏点造成的,需要从漏气区域的快速判断、排查真空机组(光栏阀处加盲板)、真空室检漏3方面入手进行漏点的确定,以期顺利解决问题,正常生产,保证产品加工质量。
1漏气区域的快速判断
一台正在使用的SCS-850Z镀膜机出现抽速慢的现象后,应从最常见的几个故障点入手,检查门封条有无损伤、有无杂质和灰尘,如存在上述问题,应擦拭干净并均匀涂抹高真空脂。
接下来再判断前级泵是否有故障,方法是观察机械泵油窗,看油位、油色。油位应在油标线偏上位置,过高会导致机械泵喷油;过低会影响润滑效果,影响系统抽速,造成设备损坏。检查油的颜色,机械泵油应呈淡黄色、透明,如颜色发黑,则是杂质或泵腔内有磨损现象;如油泛白,则是冷却水混入油中。油变质直接影响泵的润滑和密封效果,导致抽速降低或抽不动。接着再检查机械泵电磁阀,方法是两手指按住电磁阀的进气口,手感觉到进气则说明该阀已坏,需更换新电磁阀。
测预抽时间是判断机械泵能力最可靠、快捷的方法。正常情况下,预抽至真空度10Pa,一般在3~4min之间,如预抽时间超过5min,基本上可以认定是机械泵原因造成整机抽速慢。
检查完机械泵,再检查扩散泵和电炉。先看电控柜的炉温是否呈下降趋势,检查电炉丝是否完好,炉盘高度是否合适。上述问题检查完后,再检查转架主轴是否漏气,方法是打开转架电机开关,旋转电位器,使转架反复开停几次,观察复合真空计是否有变化,有变化则证明转架密封漏气,反之则证明转架密封良好。
检查光栏阀,办法是关闭2~3s,再反复开关几次,看复合计真空度变化情况,如真空度能很快恢复原值,证明光栏阀密封完好,反之,则光栏阀密封有漏气地方。接下来,再检查真空室顶的截止阀,方法是把氮气、氩气流量计置于关闭位置,打开氩气开关,看复合计真空度变化情况,是否很快恢复到原来位置,再连续重复几次,如真空度连续变化,则说明截止阀处漏气,需要修复。如第一次真空度有变化,再开氩气开关时,无变化了,则证明截止阀完好。
2真空系统的排查
快速检查完上述几个方面后,在没找到漏点的情况下,进入下一个步骤——丙酮检漏。把真空度抽至1.0×10−2Pa以上,注射器内吸满丙酮后,用丙酮依次对观察窗玻璃、观察窗挡板轴、门封条进行检漏。检漏时,把丙酮喷注到各个密封点上,观察真空计有无变化,这时真空度上升或下降都说明该部位漏气。检漏时应注意先检动密封,再检静密封。前面检完后,再检查光栏阀轴、热偶计密封点、电离计密封点、截止阀密封点以及静密封点。如仍确定不了漏点,则应逐步分级排查,在机械泵正常的情况下,当机立断,在镀膜机光栏阀处打开连接螺丝,加盲板。对高阀后部分抽高真空4h,抽到极限级10−4Pa后,测漏率,从10−4Pa数量级降到1.0×10−2Pa,用时大于12s正常,低于12s则说明有漏点。一般情况下,前级阀轴密封、预抽阀周密封以及高阀密封均因动作频繁,很容易 使密封圈磨损而造成漏气。以上判定后,应检查真空室,辨别是靶漏气,还是支杆、衬板、转架放气。方法是依次拆下支杆、铝靶(铜靶、不锈钢靶)、转架、衬板,拆完后把靶座处用盲板封好,把高阀处的膜片、油污清洗干净,排除放气,关真空室门,测抽速,抽至5.0×10−4Pa用时小于15min属于正常。将转架、支杆装入真空室,测抽速,一般抽气时间比空炉时多用2~3min。如装入转架、支杆后的抽气时间比空炉时多用5min以上,便可确定转架与支杆等放气,需要彻底清理。在排除以上问题后,如抽速仍慢,则应拆靶检查各处密封件,尤其是靶座及其密封。
3真空放气
有人质疑放气性对抽速是否如此大的影响,但事实确是如此。在实际生产使用中有一台镀膜机抽速越来越慢,产能明显降低,在排查各漏点后没发现问题,进行空炉测抽至5.0×10−3Pa ,用时13min,抽速正常;待把转架装入,再抽试至5.0×10−3Pa ,用时28min,差异之大令人难以置信。于是对转架进行彻底清理,拆卸自转轴承,用丙酮清洗晾干,装入再试,测抽速仅为15.3min,抽速正常。装配完好,正常投入生产。
三 结论
掌握镀膜机的构造原理及检漏方法技巧,对镀膜机的维护和延长使用寿命,提高生产效率,保证产品质量都至关重要。
[1] 郭凯敏.真空镀膜机的原理及维护[J]. 阴山学刊, 2007, 21(4): 44-46.
[2] 达道安.真空设计手册(第3版)[M].北京: 国防工业出版社, 2004.
[3] 徐成海.真空工程技术[M]. 北京: 化学工业出版社, 2006.
[4] 戴乐山, 戴道宣. 近代物理实验[M] .上海: 复旦大学出版社, 1995.
猜你喜欢
城镇供水(2022年4期)2022-08-20
科技视界(2022年9期)2022-04-09
中华养生保健(2020年3期)2020-11-16
航空维修与工程(2020年7期)2020-09-18
石油化工建设(2020年1期)2020-08-24
幼儿教育·父母孩子版(2020年2期)2020-05-12
汽车电器(2019年4期)2019-05-07
中国奶牛(2019年1期)2019-02-15
通信电源技术(2018年3期)2018-06-26
农业工程学报(2017年9期)2017-06-27