
冶炼企业高压电动机节能改造
2012-02-08 07:15戴厚民
电力需求侧管理 2012年3期
戴厚民
(河池南方有色冶炼有限责任公司,广西 河池 547000)
在有色金属冶炼尾气(废气)制酸的工艺过程中,SO2风机是必不可少的设备,其消耗的电量在整个工艺流程中所占比例达55%以上。若能对SO2风机进行节能改造,不仅可以节约电能,减少生产成本,同时也能降低设备的损耗,延长设备的使用寿命。
1 概述
1.1 铅冶车间SO2风机简介
铅冶车间SO2风机采用沈阳鼓风机厂生产的抽风机,排气量为1 150 m3/min,配电机型号Y5004-2,电压10 kV,功率1 000 kW,额定电流70.4 A。该风机机组是由抽风机主机、水冷系统、润滑油系统、风冷系统、电动机及各个测试点的温度和压力的现场、远控表组成。SO2风机系统原来用液力耦合器启动,启动电流为110 A左右,启动后自动转入工频全压运行。按现在的生产条件生产,电动机的正常运行电流为45~50 A。
1.2 烟化炉风机
铅冶车间烟化炉风机排气量为300 m3/min,配电机型号Y4506-2,电压10 kV,功率630 kW,额定电流44 A。该风机机组是由抽风机主机、水冷系统、润滑油系统、风冷系统、电动机及各个测试点的温度和压力的现场、远控表组成。烟化炉风机系统原来用液力耦合器启动,启动电流为70 A左右,启动后自动转入工频全压运行。按现在的生产条件生产,电动机的正常运行电流为28 A左右。
1.3 系统存在的主要问题
(1)首先是风机出口的管道振动强、噪声大,经过几次的技改后已有所改善,但该风机送风的能力远超出生产所需的风量。为确保正常生产,只能把多余的风量通过回流管道接到风机进口去;其次是由于出口的烟气温度要比入口的温度高出1倍以上,如此循环将造成进口烟气温度偏高,不利于设备运行。罗茨风机进口气体温度不能超过85℃,否则转子会因受热膨胀而卡住。
(2)罗茨鼓风机的工作原理与齿轮泵类似。机壳内有2个渐开摆线形的转子,2个转子的旋转方向相反,使气体从机壳一侧吸入,从另一侧排出。转子与转子、转子与机壳之间的缝隙很小,使转子能自由运动而无过多泄漏。
2 改造项目介绍
2.1 变频改造前,风机利用液力耦合器启动
本次是对1 000 kW二氧化硫风机采用ZINVERT-A9H1250/10Y型变频器进行改造。考虑到如果变频器故障,风机能转至工频运行,并要求保证工频用水阻柜的软启动功能,因此本次改造变频器与水阻柜构成并联方式,满足改造设计要求。改造一次接线如下图1所示。

图1 改造一次接线
此一次接线方式采用了双开关柜的方式,最大限度提高了设备运行的稳定性。10 kV变频电源经变频装置刀闸K1接到高压变频装置,变频装置输出经刀闸K2送至电动机;10 kV电源还可经刀闸K2切换至工频侧直接启动电动机。一旦变频装置出现故障,即可断开输入侧10 kV开关及刀闸K1,将变频装置隔离,切换刀闸K2至工频侧,在工频电源下启动电动机运行。刀闸K1、K2之间具有闭锁和防止误操作功能。在应用中,高压变频器除解决工频串水阻启动的配合以及转矩问题外,还需根据工况注意风机转速的限制条件。
(1)风机排气口的压力与流量控制信号输入高压变频器内置的PLC作为自动控制的保证目标。
(2)风机的排气口温度不能超过最高允许值,否则风机的轴承和齿轮将因过热而损坏。
(3)风机的进出口温升不能超过最高允许值,否则风机壳体的热变形将超出可控范围。
(4)风机设定最低转速,不能低于机械最低允许转速,否则甩油盘将不能提供充沛的飞溅润滑。
另外,由于工艺的要求,选用了带有自动工频旁路的高压变频器进行改造,在高压变频器出故障后能够自动切换至工频拖动,保证生产线的连续工作的可靠性要求。
2.2 实施方案
拆除连接高压电动机和风机的液力耦合器,由高压电动机直接驱动风机,而此时须由高压变频器对电动机直接供电。变频器选型前先对电动机节电率进行科学估算。改造后电动机控制保留原有的控制,以防变频器出问题时,可以用水阻启动工频运行而不影响生产。系统应保障电动机具有萝茨风机特有的恒转矩启动运行特性。避免变频器输出产生的谐波影响其它设备,确保变频能在10 Hz以上运行而不影响设备应有的性能。
2.3 改造措施
变频器选用某ZINVERT系列智能高压变频器。变频设计由一选择开关来进行变频、工频自动/手动的切换,控制KM1—KM5工作相互连锁。
2.4 系统改造的原理及构成
2.4.1 变频器的工作原理
ZINVERT系列高压变频调速系统采用功率单元串联技术,解决了器件耐压的问题,级间SPWM信号移相叠加,提高了输出电压谐波性能,降低输出电压的dv/dt;通过电流多重化技术降低输入侧谐波,减小了对电网的谐波污染;主控制器以双数字信号处理器(DSP)、超大规模集成电路可编程器件(CPLD和FPGA)为核心,配合数据采集、单元控制和光纤通信回路以及内置的可编程逻辑控制器(PLC)构成系统控制部分。图2显示ZINVERT系列智能高压变频调速成套系统整体结构由整流变压器、功率逆变柜及控制柜组成,实际使用时还可按用户要求配套手动或自动工频旁路切换柜。

图2 系统功率单元图
2.4.2 整流变压器
整流变压器副边绕组相互隔离,并采用移相延边三角形接法,保证系统工作在20%负载以上时电网侧的功率因数保持在0.96以上。
2.4.3 功率单元电气原理
功率单元主要由三相全桥整流器、滤波电容器组、IGBT逆变桥(H桥)构成,同时还包括功率器件驱动、保护、信号采集、光纤通信等功能组成的控制电路。通过控制IGBT的工作状态,输出PWM电压波形。单元输出电压如图3所示。

图3 单元PWM输出
ZINVERT系列高压变频调速系统是由多个功率单元经过移相串联而成。电压叠加原理类似于“电池组叠加”技术,以如图4所示6 kV每相6单元串联为例,每个功率单元输出交流有效值Vo为577 V,相电压即达到3 464 V,线电压则为6 kV,输出相电压波形如图5所示,谐波含量很小,已很接近标准正弦波形。
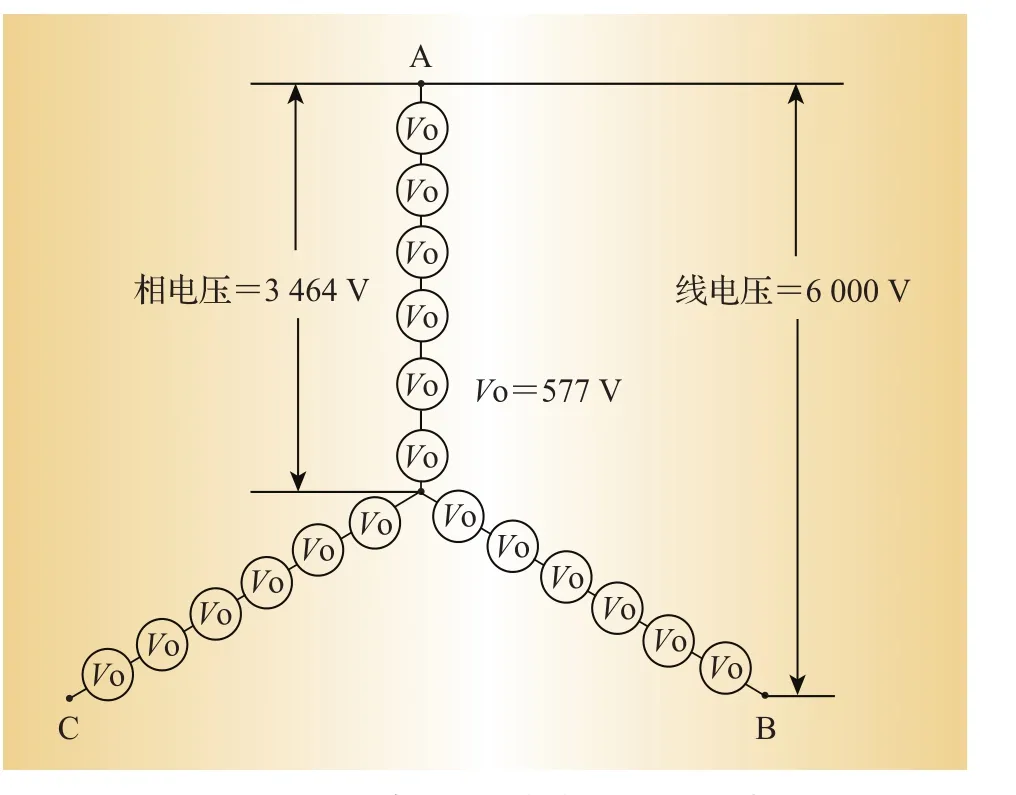
图4 6 kV系统6级输出电压叠加示意图

图5 6 kV系统6级输出相电压波形
2.4.4 控制策略
ZINVERT系列高压变频调速系统采用输出压频比控制方式,根据异步电动机的稳态数学模型,只要保证电动机反电动势和定子频率比值恒定,就可以使电动机运行在额定磁通的情况下,达到效率最优点。同时,在忽略定子电阻和漏感的情况下,电动机的反电动势等于定子机端电压。由于反电动势难以直接控制,所以在近似的情况下,采取保证机端电压和定子频率比值恒定的策略。ZINVERT系列高压变频调速系统在恒压频比控制的基础上,提供2种类型(直线和二次方曲线)V/F曲线,2种基本的V/F曲线见图6所示。由用户根据现场情况设置功能参数,选择合适的V/F曲线,以补偿定子电压,并能根据负载类型选择效率更优的曲线。如果设置F06=F05,那么当电动机定子频率超过额定频率时,电压不再上升,保持额定输出电压不变。

图6 2种基本的V/F曲线
3 改造后的节能效果估算
铅锑冶炼厂二氧化硫风机和烟化炉风机使用变频实际节能效果分析如下。
(1)二氧化硫风机
改造前电动机功率为

改造后电动机功率为
P=1.732×4 815 V×22 A×0.97=177.97 kW
二氧化硫风机改造后每年节电193.024 8万kWh。
(2)烟化炉风机
改造前电动机功率为387.97 kW。
改造后电动机功率为207.999 kW。
烟化炉风机改造后每年节电129.579万kWh。
投资120万元购买的2台风机变频器,2台风机每年可节约用电337.578万kWh,按每千瓦时0.6元计算,每年节约电费202.5万元,7.1个月可以收回投资。
(3)其它效益
由于采用变频控制,可对风量进行精确控制,而且能更直观、方便地调节风量来满足机风生产的需要,起到良好的效果。
电源侧功率因数提高。原电动机直接由工频驱动时,满载功率因数为0.85左右,实际运行功率因数远低于0.8。采用高压变频调速系统后,电源侧的功率因数可提高到0.9以上,无需无功补偿装置就能大大的减少无功功率,满足电网要求,可进一步节约上游设备的运行费用。
设备运行与维护费用下降。采用变频调节后,由于通过调节电动机转速实现节能,在负荷率较低时,电动机、风机转速也降低,主设备及相应辅助设备,如:轴承等,磨损较以前减轻,维护周期可加长,设备运行寿命延长。变频改造后风门开度可达100%,运行中不承受压力,可显著减少风门的维护量。变频器运行中,只需定期对变频器除尘,不用停机,保证了生产的连续性。随着生产的需要,调节风机的转速进而调节风机风量,既满足生产工艺的要求,工作强度又大大降低。采用变频技术调速后,减少了机械磨损,维护工作量降低,检修费用下降。
用高压变频调速装置后,可对电动机实现软启动,启动时电流不超过电机额定电流的1.2倍,对电网无任何冲击,电动机使用寿命延长。在整个运行范围内,电动机可保证运行平稳,损耗减小,温升正常。风机启动时的噪音和启动电流非常小,无任何异常振动和噪音。
[1] 王明海.高压变频器应用与维护[M].北京:机械工业出版社,2006.
[2] 李家明.特种变频器实用手册[M].北京:中国电力出版社,2006.
[3] 刘智.高压变频器从入门到精通[M].北京:机械工业出版社,2005.

猜你喜欢
防爆电机(2020年5期)2020-12-14
防爆电机(2020年4期)2020-12-14
防爆电机(2020年3期)2020-11-06
测控技术(2018年5期)2018-12-09
电子制作(2017年8期)2017-06-05
电子制作(2017年7期)2017-06-05
电子制作(2017年7期)2017-06-05
现代工业经济和信息化(2016年22期)2016-08-23
电测与仪表(2016年16期)2016-04-12
电测与仪表(2015年10期)2015-04-09
