几种消隙驱动结构在机床回转工作台上的应用
2012-02-05 05:38李英杰蒋君平
组合机床与自动化加工技术 2012年8期
张 童,李英杰,蒋君平
(沈阳机床(集团)有限责任公司,沈阳 110142)
几种消隙驱动结构在机床回转工作台上的应用
张 童,李英杰,蒋君平
(沈阳机床(集团)有限责任公司,沈阳 110142)
文章通过介绍回转工作台中常用的几种典型消隙结构,对每一种结构的原理、特点进行了详细的探讨和分析,通过对几种消隙结构进行对比,为相应的消隙结构设计提供了一定的指导意见。
消隙结构;回转工作台;机械消隙;双电机消隙;力矩电机
0 引言
回转工作台是卧式加工中心不可缺少的重要功能部件之一,可以作360°回转运动。扩大机床的工艺范围,缩短加工中的辅助时间和提高零件的加工精度。当零件装卡在工作台面上后,除可进行一般的镗孔、钻孔、铣削外,还可使零件作轴向移动和运转分度等工序,完成对多个面的加工。
反向间隙是影响机床回转工作台定位误差的主要因素,如何最大限度的消除反向间隙是设计人员需要考虑的关键问题。目前常用的消隙驱动结构为:机械双小齿轮消隙减速箱驱动、蜗轮蜗杆双小齿轮驱动、消隙蜗轮蜗杆驱动、伺服双电机双小齿轮驱动和力矩电机直接驱动等。
1 回转工作台中常用的消隙结构介绍及原理分析
1.1 机械双小齿轮减速箱消隙
利用双小齿轮反向预载扭矩分别与大齿轮正反面紧密啮合消除间隙。该结构一般由单电动机驱动,经过一个消隙减速齿轮箱最后驱动双小齿轮——大齿轮实现无间隙传动,消隙齿轮箱的结构因厂家不同结构也不尽相同,但是基本原理都类似:减速齿轮箱设计有一个可以作轴向移动的中间轴,该轴上面的两个小齿轮分别为左旋和右旋斜齿轮,当预载力推动中间轴作轴向移动使斜齿轮发生位移时,就会迫使传动链后面的齿轮反向转动,最终会使双小齿轮分别与齿条的两相反面紧紧啮合,实现运动时无反向间隙[1]。
预载扭矩动力源一般有两种[2],蝶形弹簧和液压油。蝶形弹簧预载,由于其一直保持消隙状态,回转结构的精度也一直得以保持,因此更适合精加工机床,液压预载的预载力可以控制,在精加工的时候通过加载实现无间隙传动,当不需要消隙的时候可以取消油压,这样可以降低齿轮之间的磨损,提高寿命。
根据机械双小齿轮消隙减速箱的扭矩特性曲线图(图1),张力扭矩设定为负载最大扭矩的50%,假设小齿轮1为驱动轮,小齿轮2为制动轮,当驱动扭矩为零时,两个小齿轮各施加50%的最大负载扭矩,而且方向相反,此时大齿轮处于静止消隙状态(如图2),当驱动扭矩在零至最大负载扭矩区间增大的时候,小齿轮1为正扭矩增大,而小齿轮2为负扭矩绝对值相应减少,在次区间制动轮施加一定的反向扭矩值(非恒定)处于运动消隙状态(如图3),到达最大负载扭矩点,制动齿轮处于临界消隙状态,大于A点后制动齿轮反向扭矩变为正值,处于运动有间隙状态。

图1 机械双小齿轮消隙的扭矩特性曲线

图2 机械双小齿轮消隙的静止状态

图3 机械双小齿轮消隙的运动状态
1.2 蜗轮蜗杆双小齿轮驱动
蜗轮蜗杆双小齿轮驱动消隙的原理与机械双小齿轮减速箱消隙基本类似,主要区别是预载扭矩的动力源不是由减速齿轮箱提供,而是由两个连在一起的左旋和右旋蜗杆实现(如图4)。两个蜗杆中间由一个花键套筒链接,蜗杆可以轴向移动,通过左右两个轴承座调整两个蜗杆的距离使得蜗杆分别与两个蜗轮的两相反面啮合(如图5)。由于蜗轮与上面的小齿轮是由同一个轴链接,所以使得两个小齿轮分别与转台底端的大齿轮的两个相反面啮合,实现无反向间隙运行[3]。
1.3 消隙蜗轮蜗杆
消隙蜗轮蜗杆结构比前面提到的两种结构都更加简单[5],转台底端由大齿轮改为大的蜗轮,将蜗杆拆分成两部分,一部分做成实心蜗杆轴,另一部分做成空心蜗杆,通过实心蜗杆的花键轴空心蜗杆与实心蜗杆同时转动,两个蜗杆的接触处留有一定的调整间隙,通过两端轴承座施加压力使两个蜗杆分别与转台底端大蜗轮的两个相反面啮合(如图6),这种结构每个蜗杆都可以有两个齿同时与蜗轮接触,传递的扭矩更大,刚性更好。

图4 蜗轮蜗杆回转工作台结构

图5 蜗轮蜗杆双小齿轮消隙结构

图6 消隙蜗轮蜗杆结构
1.4 双电机消隙结构
双电机消隙是指有两个伺服电机通过行星轮减速器分别驱动两个小齿轮[6-8]。图7为双电机消隙扭矩特性曲线,图8为双电机消隙的原理图。
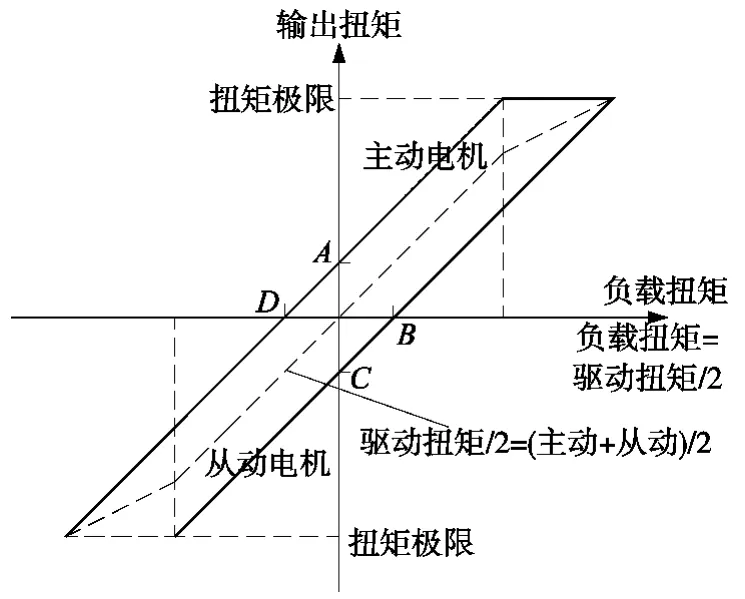
图7 双电机消隙扭曲特性曲线
(1)机床停止时两个小齿轮在数控系统的作用下,通过伺服电动机和减速器分别与转台大齿轮的两相反面啮合,处于消隙状态;
(2)机床加速运行时,如果瞬时负载扭矩小于C点则主动轮驱动工作,从动轮以一定的比例制动工作;如果瞬时负载扭矩大于C点,则主动轮和从动轮都与转台大齿轮的驱动面啮合,二者都驱动工作;
(3)当机床恒速运行时主动轮驱动工作,从动轮制动消隙,瞬时扭矩为两台电机扭矩之差;
(4)机床减速运行时,驱动扭矩反向,机床由于惯性仍按原方向移动,主动齿轮制动靠紧反向面,从动齿轮如原靠紧正向面,这时驱动扭矩反向后与其张力同向,也制动靠向反向面。减速到一定值系统控制主动轮滞后工作,离开反向面,以一定的反向力靠紧正向面。

图8 双电机消隙结构运行原理图
1.5 力矩电机
使用了力矩电机后,就不再需要联轴器或齿轮等机械传动部件(如图9),因此所需安装空间显著减少。另外,部件的减少降低了连接数量和维护成本以及备件库存。进而降低了机床装配时间,提高了效率[9]。精密加工转矩电机从原理上排除了机械传动误差。因为转矩电机直接集成在机器结构中,从而避免了不必要的弹性变形和传动问题。其优点一目了然:能实现更高的精度。降低辅助工艺时间由于在转矩电机中没有采用机械传动部件,减少了磨擦,使得辅助工艺时间显著降低,有利于实现更高的动态性能。无间隙由于转矩电机不需要采用齿轮传动机构,因此也就不存在众所周知的间隙问题[10]。从而显著提高了运动方向改变时的加工轮廓精度,并且其重复性精度也得到显著改善。
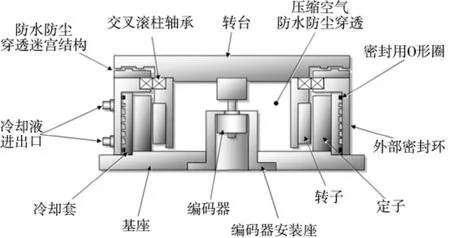
图9 力矩电机结构图
2 结束语
目前上面介绍的几种消隙结构在机床的回转工作台中都有应用;前四种主要是通过结构和控制方式实现消隙,最后一种力矩电机是从原理上消除回转间隙的结构。
通过消隙减速箱的机械双小齿轮消隙结构是最经典的消隙结构,但是由于减速箱尺寸较大,当结构要求紧凑时无法满足要求;蜗轮蜗杆双小齿轮消隙
结构目前比较常见,结构紧凑、经济适用、能购实现自锁功能,不过蜗轮蜗杆间的摩擦较大经过一段时间的运行容易需要重新调整预紧力;消隙蜗轮蜗杆结构相对于前面的结构更加简单,减少了中间传动小齿轮增大了消隙的稳定性,但这种结构对蜗轮蜗杆的要求较高,造价也较前面的结构更高;双电机消隙参数调整更加灵活、结构安装方便、节约制造成本、张力可以根据机床运行情况实时更改等优点,唯一缺点是两个电机占用空间较大在小转台上应用较难;力矩电机消隙结构式近几年开始广泛应用的结构,该结构更适合应用在精密小转台上,结构紧凑、精度高、减少中间环节提高传动效率,但这种结构安装要求较高,而且大多需要进口因此成本较高。
[1]胡巍,杨春晖.双齿轮齿条消隙结构的改进设计[J].制造技术与机床,2011(8):87-89.
[2]刘琴琴.新型齿轮自动消隙结构的研究[D].成都:西华大学,2011.
[3]楚文龙,李焱,李英杰.基于Pro/E和ANSYSWorkbench的卧式加工中心回转座结构设计与优化[J].机械工程师,2011(4):99-100.
[4]王振宇.一种新型的蜗杆副消隙装置[J].金属加工(冷加工),2006(7):47.
[5]王明海,邓效忠.数控机床中消除蜗轮副侧隙的几种结构[J].机械工程师,2009(7):55-56.
[6]焦卫兵,常雪梅.高精度重型数控机床C轴进给分度装置消隙结构的研究[A].第三届十省区市机械工程学会论坛暨黑龙江省机械工程学会2007年会论文集.
[7]刘志兵,孙志强.双电机消隙驱动在大重型机床上的应用[J].制造技术与机床,2010(4):77-80.
[8]易达云.重载夹持装置双马达消隙传动系统的建模与控制[D].长沙:中南大学,2009.
[9]王贵子.机床转台直接驱动力矩电机及其控制器研究[D].沈阳:沈阳工业大学,2007.
[10]赵宏安,张然.直驱转台技术在立式车铣复合加工中心上的应用[J].制造技术与机床,2011(4):37-39.
(编辑 李秀敏)
The App lication of Elim inating Backlash Drive Structure in Rotary Tables of the Machine Tool
ZHANG Tong,LIYing-jie,JIANG Jun-ping
(Shenyang Machine Tool(Group)Co.,Ltd,Shenyang 110142,China)
This papermainly focuses on the elim inating backlash frameworks in rotary table,then introduce the principle and characteristic of each structure,then give a comparison of each structure,provide some guidance to the design of eliminating backlash.
elim inable backlash structure;rotary tables;mechanical elim inating backlash;tw in motor drive elim inating backlash;torquemotor.
TH132;TG65
B
1001-2265(2012)08-0110-03
2011-12-08
张童(1984—),男,兰州人,沈阳机床集团中捷钻镗床厂技术部工程师,从事机床机械结构设计,(E-mail)liyingjie001@163.com。
猜你喜欢
汽车实用技术(2022年20期)2022-11-02
设备管理与维修(2022年12期)2022-07-21
机械制造(2022年4期)2022-05-10
汽车工程师(2021年7期)2021-08-05
汽车工艺师(2021年7期)2021-07-30
装备制造技术(2020年4期)2020-12-25
少儿科学周刊·少年版(2020年9期)2020-03-04
中国特种设备安全(2019年8期)2019-10-14
天津化工(2019年2期)2019-04-09
知识就是力量(2014年1期)2014-02-21