
板翅式换热器真空钎焊工艺评定分析
2012-02-01 01:41曹勇,毕华
科技传播 2012年14期
曹 勇,毕 华
中航工业无锡马山永红换热器有限公司,江苏无锡 214092
0 引言
铝制板翅式换热器是一种新型高效换热设备。它以结构紧凑、重量轻、体积小和传热效率高等优点,广泛应用于化工、化肥、空分设备、天然气液化等各个领域。板翅式铝散热器的传统制造工艺是盐浴钎焊。由于盐浴钎焊焊后钎剂清洗工艺复杂,残留的氯盐对钎焊件会产生腐蚀作用,降低了被钎焊件的可靠性。而无钎剂铝真空钎焊技术,彻底解决了氯化物基钎剂对铝的腐蚀性问题。因此真空钎焊技术在板翅式铝散热器制造工艺中得到迅速的发展。本文以铝合金复合板真空钎焊为例,对板翅式换热器试件制备、试件的检验方法和在什么情况下需要对板翅式换热器重新进行焊接工艺评定进行了探讨,为板翅式换热器的制造及检验提供参考。
1 试件的制备
试件采用铝合金复合板进行制备,复合板表面涂有钎料层。首先应对复合板的化学成分、钎料层厚度、力学性能进行复验,保证材料符合相应的标准;试件的厚度的评定适用范围为0.5T~2T;试件的数量和尺寸应满足制备试样的要求;施焊人员必须是本单位技能熟练的焊工,焊接设备和仪表处于正常工作状态,焊工按预焊接工艺规程中的钎焊参数进行钎焊。
试件施焊完毕,经外观检验和无损检验后,允许避开缺陷制取试验试样。
2 试件的检验
钎焊试件的检验一般包括钎缝的外观检验、无损检验和金相检验。
外观检查要求钎焊接头外露端的周围均应显示有钎料的存在,钎缝无未钎满,不允许有裂纹及穿透性气孔、针孔;由于溶蚀而引起的母材减薄量应不大于母材厚度的10%(母材厚度不包括钎料层的厚度)。
无损检测采用X-射线检验方法进行检验。适用于外观检测无法判断质量的钎焊件或设计图中指出需做X-射线检验的钎焊件。X-射线检验试件内部钎着率即钎焊接头中实际钎着的钎焊面积与应该钎焊的总面积的比率应大于80%。
钎焊接头的金相试样一般在钎缝的横截面制取,在浸蚀之前,可用肉眼或放大镜(显微镜)观察,查明钎缝是否有未钎透、夹杂、气孔和裂纹等缺陷。试样经过浸蚀后,在显微镜下放大100倍~1 500倍,观察钎缝区的微小缺陷、钎缝、扩散区以及母材金属的组织结构。钎缝中金相组织应细密一致,各个相扩散均匀,不允许存在裂纹及过烧组织。
3 钎焊工艺评定试验
真空钎焊工艺评定试验主要参考了美国ASME锅炉与压力容法规第Ⅸ卷“焊接与钎焊评定”标准中钎接篇的规定以及真空钎焊的相关资料进行。真空钎焊一般为搭接接头,其工艺评定试验包括:拉剪试验、切片试验。试样采用0.8mm厚的铝合金复合板钎焊搭接接头试件的评定试样项目、材料评定的厚度覆盖范围及规定的试样数量如表1所示。

表1 搭接接头试件的评定项目及规定试样数量
3.1 工艺评定试样
工艺评定试验有拉剪试样、切片试样。试样的尺寸及形状如图1和图2所示。
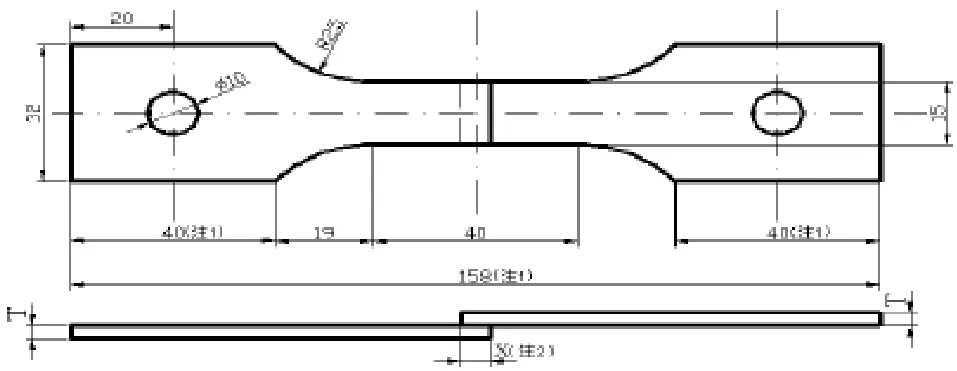
图1 拉剪试样
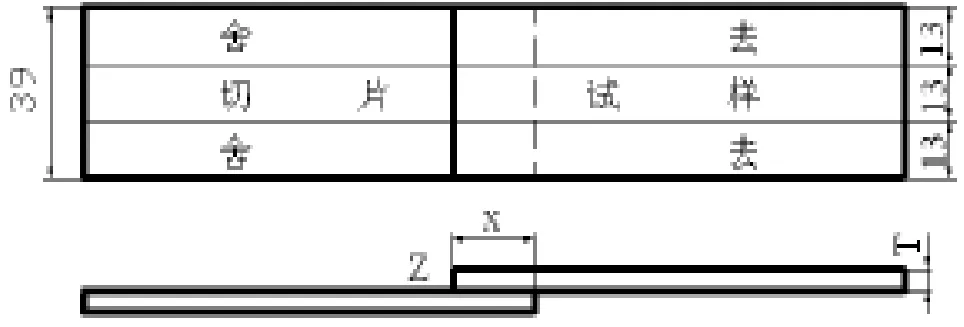
图2 切片试样
3.2 评定试验合格指标
在拉伸试验中,拉伸试样的拉伸强度应不低于母材的最低抗拉强度,对于1、3、5系列铝合金的最低抗拉强度为其退火状态标准规定的抗拉强度下限值,对于6系列铝合金母材的抗拉强度最低值见表2[1];切片试验中,试样的每个侧面分别计算,各侧面的未钎区的总长度不得超过搭接接头长度的20%[2]。

表2 6系列铝合金规定的抗拉强度最低值

6061(T4焊、T6焊) 162 6063 (T5焊、T6焊)118
4 重新评定的要求
当钎焊缝不满足检验及性能试验要求时,应重新编制钎焊工艺,再进行工艺评定,直到工艺评定合格为止。焊接工艺评定标准中规定,当影响焊缝力学性能的因素发生变化时,应对焊接工艺重新进行工艺。对于真空钎焊工艺中某些影响钎焊质量的工艺因素发生变化时也应重新进行工艺评定,具体情况包括:1)母材种类的改变。当母材从1、3、5系列铝合金改变为6、7系列铝合金时,母材的化学成分、力学性能及焊接性能都发生很大变化,钎焊工艺评定应重新进行;2)钎焊温度。钎焊温度过高,容易出现溶蚀、过烧及脆性化合物等问题的出现;温度过低,钎料的流动性不佳,容易造成虚焊,因此温度改变会对钎焊质量造成影响,需重新评定;3)钎焊保温时间。保温时间包括稳定阶段的保温时间及高温段的保温时间,稳定阶段的保温时间为了减少换热器内外的温度梯度,避免内部钎料向表面高温处流动,造成钎料流失;高温阶段的保温时间发生变化时,会影响钎料向母材的扩散,容易产生虚焊、溶蚀、晶间腐蚀及各相扩散不良等现象,还会影响换热器的焊后尺寸。因此保温时间变化应重新评定焊接工艺;4)真空度。铝合金表面的氧化膜可在高真空下自行分解,真空度发生变化时会影响钎料对母材的润湿及流动,也会影响母材及钎料中合金元素的挥发,因此也需重新评定;5)冷却速度。冷却速度影响母材晶粒的大小及钎料中合金结构的细化程度,从而影响钎焊缝的性能,因此需重新进行工艺评定[3]。
5 结论
本文通过制备评定试件,对试样进行外观检测、X-射线检测及金相检测,通过拉伸试验及切片试验检验钎缝的力学性能及致密程度,从而验证钎焊工艺的合理性。当铝合金母材的改变时以及钎焊工艺参数中的钎焊温度、钎焊保温时间、真空度、冷却速度改变时,钎焊工艺需重新进行评定。
[1]NB/T 47014-2001.承压设备焊接工艺评定[S].北京:国家能源局,2011.
[2]ASME锅炉及压力容器规范Ⅸ卷焊接和钎接评定标准2004版[S].ASME锅炉及压力容器委员会焊接分委会,2004.
[3]张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,2008
[4]《航空制造工程手册》总编委员会主编.航空制造工程手册:焊接[M].北京:航空工业出版社,1997.
[5]张学军主编.航空钎焊技术[M].北京:航空工业出版社,2008.
猜你喜欢
制造技术与机床(2017年3期)2017-06-23
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
山东冶金(2015年5期)2015-12-10
焊接(2015年10期)2015-07-18
