
高水分Mozzarella干酪关键工艺条件的研究
2012-01-08 05:39:04崔惠玲马川兰张玉军
中国乳品工业 2012年5期
崔惠玲,马川兰,张玉军
(1.漯河职业技术学院食品工程系,河南漯河 462002;2.河南工业大学化学化工学院,郑州 450001)
高水分Mozzarella干酪关键工艺条件的研究
崔惠玲1,马川兰1,张玉军2
(1.漯河职业技术学院食品工程系,河南漯河 462002;2.河南工业大学化学化工学院,郑州 450001)
以新鲜的牛乳为原料,采用创新的生产工艺,通过一系列的试验,确定了高水分Mozzarella干酪的关键工艺条件,为Mozzarella干酪的工业化生产提供了理论和技术支持。
高水分Mozzarella干酪;关键工艺条件;凝乳
0 引言
Mozzarella干酪起源于意大利,是Pasta filate干酪中的重要成员[1],属于典型的酶凝干酪。由于Pasta filate干酪生产中,鲜凝乳在热水中经过了揉捏处理,所以具有独特的可塑性、融化性和拉丝性[2],并呈弹性的纤维状凝块[3]。
国内对Mozzarella干酪的研究主要集中在低水分的比萨专用Mozzarella干酪上,对水分含量较高的Mozzarella干酪的研究还相当少。水分含量较高的Mozzarella干酪风味清淡,而且不经成熟即可以食用,生产资金周转较快、生产效率和资金报酬较高。
1 材料与方法
1.1 材料
1.1.1 试验原、辅料
原料乳:购于漯河三剑客乳品厂养殖场;牛乳:新鲜无抗,比重为1.030,脂肪质量分数为3.6%~4.0%,蛋白质为2.9%,酪蛋白为2.1%,酸度为16~18°T,pH值为6.6~6.8。
菌种:EZAL TA062型直投式新鲜干酪发酵剂(进口),凝乳酶(进口),脱脂乳粉,酪蛋白,氯化钙,食盐。
1.1.2 仪器和设备
电热恒温水浴锅HH.W21.600型,恒温培养箱DHP-360型,干酪刀和干酪槽,PHB系列笔型pH计,质构仪01/TALS/LXE/CN型。
1.2 检测方法
蛋白质的测定按采用凯氏微量定氮法[4],脂肪的测定采用碱水解法[5],水分的测定采用减压干燥法[6],干酪功能特性采用质构仪进行测试[7]。
2 实验设计
2.1 Mozzarella干酪的生产工艺流程
本试验对Mozzarella干酪的传统加工工艺[8-9]进行了部分革新,减少了发酵(预酸化)后的冷却、切割后的加温收缩等繁琐的操作环节,使发酵、凝乳、切割、搅拌和排除乳清等操作工序的温度都保持在40℃左右;搅拌后采用不加压堆酿的方式,使整个加工过程的时间得以缩短。具体工艺流程[10]:
鲜乳→过滤→标准化(C/F=0.84)→巴氏杀菌→冷却→接种或预酸化→加入氯化钙→加入凝乳酶→静置成型→切割、搅拌→排除乳清→堆酿→排出乳清→热烫、拉伸→成型→冷却盐渍→包装→干酪→销售。
2.2 凝乳时间[11]
在40℃的温度条件下,分别设定了28,35,40和60 min 4种凝乳时间,观察在不同的凝乳时间下,切割前、后凝乳状态的不同及Mozzarella干酪出品率的变化,通过分析和比较,找出最恰当的凝乳时间。
2.3 凝乳温度
设定了50,40,30和25℃的凝乳温度,比较它们对凝乳时间、产品成分的影响,对凝乳温度进行选择,以确定最适宜的凝乳温度。
2.4 切块大小和搅拌时间
通过调节切割刀彼此的间距来调整切割的直径或凝块的大小,将凝块在40℃的温度下切割成直径为5~15,20~30,35~50 mm的凝乳颗粒,然后分别进行10,15,20 min的搅拌过程,分析比较凝乳颗粒在硬度及组织状态方面的变化情况,进而确定最佳的切割直径和搅拌时间。
2.5 堆酿方式
分别对pH值为6.5,6.2,6.0的凝块采用加压、不加压的方式在40℃的温度下进行堆酿,比较它们在不同的堆酿方式下所必须的堆酿时间,本着提高生产效率的原则,选择合适的堆酿方式。
2.6 热烫压延温度
分别在100℃、85℃和70℃等不同的热烫温度下,比较凝块的拉伸性及成品在光泽、弹性、硬度等方面的不同,通过对比和分析,找出生产高水分Mozzarella干酪最适宜的热烫拉伸温度。
3 结果与讨论
3.1 凝乳时间的影响
在试验室制作过程中,凝乳时间不同,切割前、后的凝乳状态差异很大,产品得率也有很大不同,试验结果如表1和表2所示。

表1 凝乳时间对凝乳状态的影响
由表1可以看出,随着凝乳时间的延长,凝乳的硬度变大、弹性呈现差→好→差的变化趋势。但凝乳状态在35~40 min的时间范围内,变化不大。
由表2可以看出,随着凝乳时间的延长,凝乳颗粒的硬度增加;在凝乳时间逐渐延长的初期,凝乳颗粒的弹性、完整性和产品的得率逐渐增加,随着时间的继续延长,它们反而表现出逐渐下降的趋势。
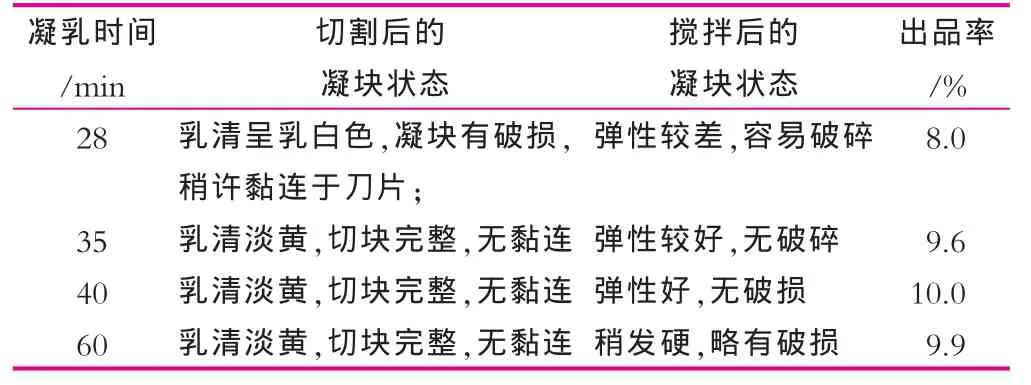
表2 凝乳时间对切割、搅拌后的凝块状态及出品率的影响
当凝乳时间过短时,乳尚未充分凝固,切割后排出的乳清呈乳白色,导致酪蛋白、乳脂肪损失增加;而且在搅拌过程中,凝乳因为硬度、弹性较差而易破损成细小的凝乳碎片,这些凝乳碎片也会随着乳清排除而流失,引起高水分Mozzarella干酪出品率的下降。凝乳时间过长,凝块质地坚实,弹性有所下降,所以在切割、搅拌时,凝块易碎裂而引起出品率下降,但由于坚硬的质地能阻止乳清排出,所以成品的含水量有增加趋势,因而切割时间过长,对出品率的影响不是特别明显。而在40℃(40 min)条件下形成的凝乳,无论切割性、搅拌性及出品率都比较理想。所以,本试验确定40 min为最佳凝乳时间。
3.2 凝乳温度的影响
在50,40,30和25℃凝乳温度下的凝乳时间、产品成分等如表3所示。

表3 凝乳温度的影响
由表3可以看出,凝乳温度对凝乳时间的影响较大,随着凝乳温度的降低,凝乳时间逐渐延长才能达到满意的凝乳效果;凝乳温度对高水分Mozzarella干酪的化学成分影响不大:随着凝乳酶温度的升高,干酪的蛋白质和脂肪只是略有降低;含水量虽然有所增加,但是增加幅度很小,几乎可以忽略不计。事实上,本试验所用凝乳酶最适温度就是40℃,假如设定的温度远远超过40℃,则凝乳酶的活性反而会下降,从而引起凝乳时间的增加。综合以上分析结果,本研究确定的凝乳温度为40℃。
3.3 切割直径和搅拌时间的影响
切割与搅拌是高水分Mozzarella干酪生产中非常关键的操作工序,不同切割直径和搅拌时间的试验结果如表4和表5所示。
表4中,硬度的检测方法采用生产中常用的手测法,即测定时手握一把凝乳粒,尽力压出水分后放开手掌,若手搓后能重新分离,则说明硬度合适。下同。
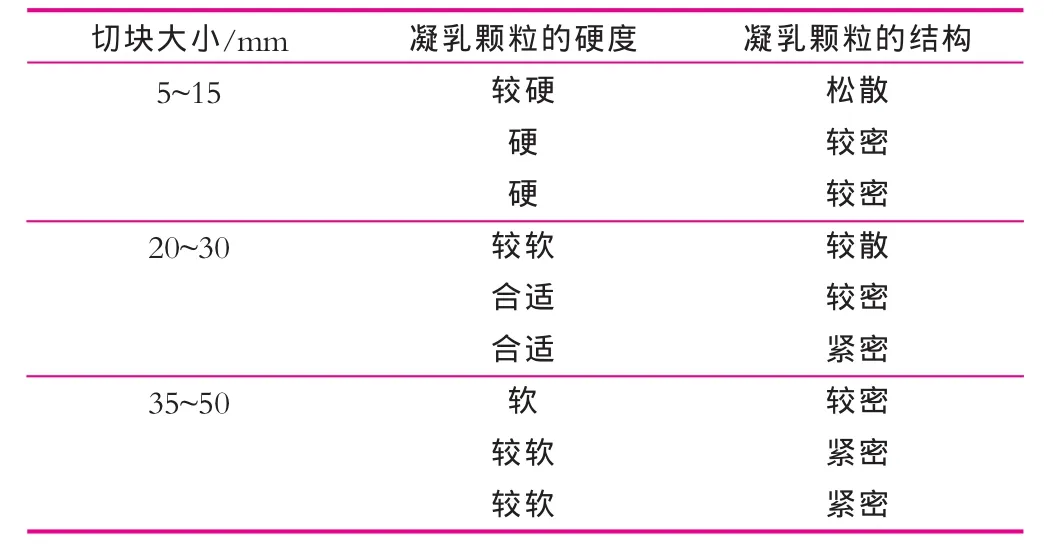
表4 切割直径对凝乳颗粒的影响
由表4可以看出,切割直径(或凝乳颗粒的大小)直接影响到乳清排除的速度和程度,进而影响到凝乳颗粒的硬度和结构,并最终影响到成品干酪的含水量和得率。由表4可知:在40℃条件下,切割直径越大,凝乳颗粒越软,含水量越高,说明乳清排除越缓慢;而切割直径过小时,虽然乳清排除速度增加,但容易使凝乳颗粒过硬而失去粘性,导致凝乳颗粒的结构比较松散。此外,切块直径越小,越多的表面被暴露出来,越多的脂肪也会随着乳清的排除被流失掉;切得过大,大块的凝乳颗粒在后续搅拌的过程中容易破碎,过细的凝乳颗粒也会随着乳清的排除而流失掉。当凝乳被切成边长20~30 mm的立方体时,凝乳颗粒的硬度和结构比较合适。

表5 搅拌时间对凝乳颗粒的影响
由表5可以看出,搅拌时间的长短对凝乳颗粒的质量会产生一定的影响。在切块大小相同的情况下,搅拌时间越长,凝乳颗粒的结构越致密、硬度越大,说明乳清排除得越多,所以搅拌是干酪生产中不可缺少的重要操作工序。实验证明,最佳搅拌时间应该控制在15 min为宜。
但是,必须注意的是,凝乳切割后一般不能立即搅拌,应静置一段时间(一般为5 min左右),待颗粒表面强度提高后再进行搅拌,可以有效防止凝块被破碎,从而避免产品得率的降低。
3.4 堆酿方式对堆酿时间的影响
实验证明,堆酿方式不同,凝乳pH值达到5.2所经历的时间——即堆酿时间不同。如表6所示。
由表6可以看出,堆酿方式对堆酿时间的影响非常明显。加压条件下,平均堆酿时间为152 min;凝乳颗粒浸泡在乳清中——即不加压条件下,平均堆酿时间为67 min。也就是说,不加压堆酿的方式能有效缩短生产时间、提高生产效率。所以本研究确定采用不加压堆酿的方式加工制作高水分Mozzarella干酪。

表6 堆酿方式的影响
3.5 热烫压延温度的影响
热烫温度能直接影响成品Mozzarella干酪的光泽度、弹性和硬度。不同热烫温度下的试验结果见表7。
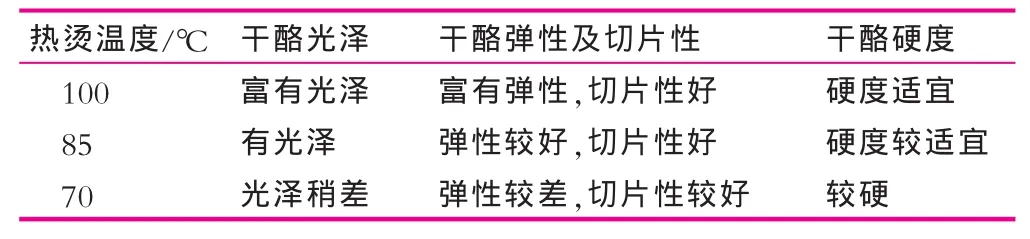
表7 热烫温度与干酪感官质量的关系
上述实验结果显示:pH值为5.2左右的凝块用100℃热水进行热烫压延时,表现出良好的热延展性和拉伸性;随着水温的下降,凝块的延展性和拉伸性有所下降。同时,100℃的水温能赋予产品良好的色泽、弹性、切片性和适宜的硬度;随着水温的下降,产品的弹性、光泽下降,硬度增加。
根据以上实验结果,本研究认为高水分Mozzarella干酪的热烫压延温度应该控制在100℃左右。
4 结论
(1)凝乳时间对凝乳状态和高水分Mozzarella干酪的出品率有明显的影响。随着凝乳时间的延长,凝乳的硬度逐渐增加;凝乳的弹性、完整性和产品的得率在凝乳时间延长初期逐渐增加,以后反而出现下降趋势。
(2)凝乳温度对凝乳时间的影响较大。随着凝乳温度的降低,凝乳时间逐渐延长才能达到满意的凝乳效果;凝乳温度对高水分Mozzarella干酪的化学成分影响不大,随着凝乳温度的升高,干酪的蛋白质和脂肪只是略有降低;含水量虽然有所增加,但是增加幅度很小。
(3)切割直径主要影响高水分Mozzarella干酪的出品率。切割直径过大或过小都会引起细小凝乳颗粒的流失,并最终导致干酪出品率的下降。搅拌时间主要影响凝乳颗粒的结构。在切块直径相同的情况下,搅拌时间越长,凝乳颗粒的结构越致密、硬度越大。
(4)凝乳切割后应当静置5 min,不仅可以防止凝块破碎,还能提高产品得率。
(5)不加压堆酿能显著降低后发酵时间,提高生产效率。
(6)100℃的热烫压延能赋予高水分Mozzarella干酪良好的光泽、弹性和适当的硬度。
[1]Patrick F.Fox etal,Fundamentals of Cheese Science[M].Aspen publishers,Inc,Gaithersburg,Maryland,2000.
[2]任星环,任发政,雷蕾.NaCl含量对Mozzarella干酪品质的影响[J].食品科学,2004,25(11):89-94.
[3]刘会平,南庆贤,马长伟.Mozzarella干酪生产用菌种的筛选[J].中国乳品工业,2003,31(2):6-8.
[4]中华人民共和国卫生部.GB15009.5-2010,食品安全国家标准-食品中蛋白质的测定[S].2010-4-22.
[5]中华人民共和国卫生部.GB15413.3-2010,食品安全国家标准-婴幼儿食品和乳品中脂肪的测定[S].2010-4-22.
[6]中华人民共和国卫生部.GB5009.3-2010,食品安全国家标准-食品中水分的测定[S].2010-4-22.
[7]张勇,宗学醒,刘爱萍.利用质构分析方法研究再制干酪的工艺.中国乳品工业.2011,39(6):30-33.
[8]闫波,刘宁,孟祥晨等.干酪的生产现状及主要影响干酪品质的因素[J].中国乳品工业,2004,32(7):30-33.
[9]贾树刚,杨爱.中国人广为食用干酪为期不远[J].中国食物与营养,2004,6:39-40.
[10]崔惠玲.高水分Mozzarella干酪的生产工艺及影响因素研究[C].西安:西北农林科技大学,2006:51-53.
[11]雷蕾,任法政,任星环.不同凝乳时间对Mozzarella干酪品质的影响[J].食品科学,2004(12):55-58.
Study of the critical processing conditions of the high-moisture Mozzarella cheese
CUI Hui-ling1,MA Chuan-lan1,ZHANG Yu-jun2
(1.Department of Food Engineering,Luohe Vocational and Technical College,Luohe 462002,China;2.School of Chemistry and Chemical Engineering,Henna University of Technology,Zhengzhou 450051,China)
With fresh milk as raw material,using innovative production processes,by a series of experiments,the critical processing conditions of the high-moisture Mozzarella cheese were determined,which should have some practical significance.
the high moisture Mozzarella cheese;critical processing conditions;curd
TS252.53
A
1001-2230(2012)05-0038-04
2011-11-29
国家863子课题(2010AA1015060);郑州市科技发展计划项目(20110303)。
崔惠玲(1970-),女,副教授,主要从事农畜产品加工及食品营养与保健的教学和科研工作。
张玉军
book=8,ebook=159
猜你喜欢
阅读(快乐英语中年级)(2023年2期)2023-03-05 01:26:23
中国畜牧杂志(2022年6期)2022-06-13 12:36:16
疯狂英语·新策略(2020年9期)2020-02-25 10:04:29
中国乳业(2018年9期)2018-10-17 06:24:46
东西南北(2018年12期)2018-08-30 03:26:02
江南诗(2016年5期)2016-05-14 11:35:47
饲料博览(2014年7期)2014-04-05 15:18:33
食品工业科技(2014年15期)2014-03-11 18:17:15
食品工业科技(2014年9期)2014-03-11 18:15:54
中国质量与标准导报(2013年8期)2013-03-11 19:54:10
