王者之路
2011-12-29 00:00:00三土明光
轻兵器 2011年17期



上期回顾
第一、二部分详细介绍了M1911的相关历史背景及其诞生前出现的6支手枪——M1900、M1902、M1905、M1907、M1909和M1910,并且呈现了M1911手枪的出世和投入一战时的状况。第三部分则展现M1911的终极改进型M1911A1及二战期间生产状况、结构分析——
更进一步:
M1911A1的定型与生产
从M1911到M1911A1
经过一战的实战检验,美国陆军部军械司重新评估了M1911的性能,认为需要对其存在的若干问题进行改进,以便该枪能更好地发挥作用。1923年4月20日,柯尔特公司提交的改进方案获得批准:一是适当加宽准星和照门缺口,使射手在低光照度的情况下也能进行瞄准射击;二是扳机前弧面增加了辊花防滑纹,避免在湿滑情况下扣动扳机时手指打滑;三是在扳机后方、左右两侧的套筒座上铣削出两个弧形凹面,用来给扣动扳机的手指让位,使扣动扳机更加容易;四是将握把保险虎口位置后方部分加长,使全枪外观更加协调,同时也避免手形较大的射手在射击时虎口部被击锤头部刮伤的可能;五是改进了握把背部击锤簧座的外形,由原来的平直形状改为带拱起的弧形,弧形面上还加工有防滑纹,这一改进使得射手握枪时更为牢固舒适,不过这也带来了握把下端尺寸增大的问题,对手形较小的射手来说握持不够方便。
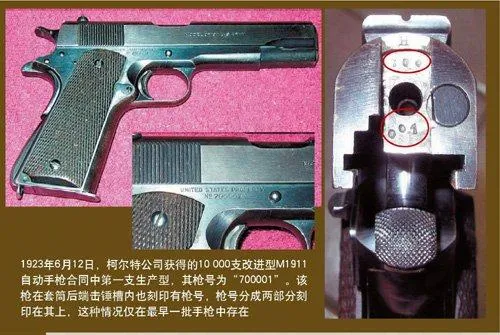
1923年6月12日,美国陆军部与柯尔特公司签订了生产改进型M1911自动手枪的合同。从次年年初开始陆续正式出厂,其枪号从700001一直到710000,这是最早一批M1911的改进型,其外形与后来的M1911A1基本相同,只是枪身刻印为“MODEL OF 1911.U.S.ARMY”。其握把护板仍为胡桃木材质,护板上全部布满了细网状防滑纹,但取消了固定螺钉孔周围的菱形光滑部分。国外收藏家习惯把这批手枪称为M1911A1过渡型。值得一提的是,这批产量达1万支、枪号从709001到710000的手枪均是全国射击比赛专用的比赛手枪。
1926年,改进后的M1911终于被命名为“M1911A1 U.S.ARMY”,意为“美国陆军M1911A1自动手枪”。
1937年,美国海军分两批从柯尔特公司采购了2349支M1911A1,枪号从710001到712349,这批海军用M1911A1与前期制造的1万支过渡型基本相同,套筒右侧刻印的同样是“MODEL OF 1911.U.S.ARMY”。1938年,美国陆军又与柯尔特公司签订了采购1296支M1911A1的合同,枪号从712350到713645。这批手枪全部采用新的标记方法,套筒座右前侧刻有“M1911A1 U.S.ARMY”字样,同时弹匣卡笋上部和照门前方套筒顶面打有“P”字检验印章,表明该枪已通过高压弹射击测试。次年,美国海军再次从柯尔特公司订购了3636支M1911A1,枪号从713646到717281,这一批产品式样与1938年陆军订购的完全相同,不同之处只是检验标记略有差别。到了1940年和1941年,美国陆军分两批从柯尔特公司订购了39452支M1911A1。其中,1940年订购了4696支,枪号从717282到721977;1941年订购了34756支,枪号从721978到756733。
从这一时期开始,其表面处理工艺改为磨削抛光,握把护板改用更便宜的俗称“电木”的褐色酚醛塑料,外形与原来基本一样,不同的是固定螺钉孔周围有一圈起到加固作用的小圆环。
二战期间的生产
1941年12月7日,日本突然偷袭美国海军太平洋舰队在夏威夷的基地——珍珠港,太平洋战争由此爆发,美国直接被卷入了第二次世界大战。因为军队的迅速扩张,美军再次需要大量的M1911A1,一战时期经历过的急需M1911的情形在数十年后又戏剧性地再现,而且这次不仅仅是美军自己需要,作为盟友的英国、法国等其他国家也很需要这种武器去补充他们在欧洲战场损失的装备。根据美国人的计算,从1942年初到1945年,估计一共需要250万支M1911A1,这一数量决定了只能再去寻找其他生产厂商,以便共同完成这个庞大的订单。因此在二战期间,除了柯尔特公司外,参与M1911A1生产的还有野战武器修理处、雷明顿-兰德(Remington-Rand)公司、伊萨卡(Ithaca)枪械公司以及联盟开关和信号(Union Switch & Signal,简称US&S)公司。此外,还有辛格缝纫机公司(Singer Sewing Machine,后来该公司的造枪设备均被转交给伊萨卡枪械公司)和哈灵顿-理查森武器公司(Harrington & Richardson)。
1942年上半年,柯尔特公司先是生产了36942支M1911A1,枪号从756734到793657,随后又生产了2361支,枪号从797640到801000。下半年,该公司又生产了55100支,枪号从801001到856100。而在1943年初,柯尔特公司又接到了更多的订单,这些订单共分三批,年初的第一批造了102000支,下半年又分两批分别造了4147支和112269支。
1943年对美国人来说是关键性的一年,美国各大小军工厂都在开足马力,为军队生产武器弹药,但在这一时期内,却发生了一场不大不小的风波。就正常情况而言,枪械的生产序号是按采购合同来的,每个厂会被分到指定的枪号区段,以避免发生号码重复的情况。原本承担“分号段”这一任务的是陆军部军械司,但在1941年美军刚开始扩充军备时,军械司就将枪械采购合同转移给斯普林菲尔德兵工厂军火办事处,由其代为管理。不知是1942年的部分资料遗失还是其他什么原因,到1943年时,柯尔特公司按照先前军械司提供的801001至958100和1088726至1092896两个枪号区段正常生产。但这两个号段在斯普林菲尔德兵工厂军火办事处中的资料中却没有记录,因此斯普林菲尔德兵工厂记载的最后一支枪号仍是柯尔特公司上一年生产的856100,所以下发新的枪械生产序号是从856101开始的,856101~856404被分配给野战武器修理处,856405~916404被分配给了伊萨卡枪械公司,916405~1041404被分配给了雷明顿-兰德公司,1041405~1096404被分配给了联盟开关和信号公司,而柯尔特公司的号段则是801001~958100和1088726~1092896这两部分。这一失误的后果是不可避免地出现了大量产品枪号重复的情况,造成了一定程度的混乱。不过大战在即,武器的产量才是第一位,所以尽管发生了失误,但当时并未深入追究责任。发现问题后,随即以斯普林菲尔德兵工厂军火办事处下发的最后一个序号为新的枪号起始点,即从1096405号开始,各厂家分别按照分到的新号段进行生产,未再出现过枪号重复的情况。1943年下半年,柯尔特公司按照新分配的1096405~1208673号段,共生产了112269支;而伊萨卡枪械公司分到的枪械序号为1208674~1279673和1441431~1471430两个区段,共生产了101000支;1279674~1279698的号段被分配给了野战武器修理处;1279699~1441430和1471431~1609528则由雷明顿-兰德公司来生产。这样在1943年,美国实际上一共生产了769599支M1911A1。这个数字即使在今天来看,也是非比寻常的。
1944年,由于生产厂家减少到只有柯尔特、雷明顿-兰德和伊萨卡3家,所以枪号分配比较顺利。柯尔特公司获得的是1609529~1743846枪号,伊萨卡公司获得的是1816642~1890503枪号,而分给雷明顿-兰德公司的则是1743847~1816641和1890504~2075103两个号段。1944年,美国共生产了465395支M1911A1。
原先制订的1945年的生产计划依然数量庞大,不过由于战局已经明朗化,战争正趋于结束,美国政府便逐步削减和取消了M1911A1的生产合同。合同中的2244804~2380013枪号为柯尔特公司所生产,不过只完成其中的123915支,最后一支柯尔特制造的军用合同枪号为2368718;2380014~2619013为雷明顿-兰德公司生产,实际完成85216支,最后一支由该公司制造的军用合同枪号为2465139;2134404~2244803为雷明顿-兰德公司生产,共计110400支;伊萨卡公司分到的包括两个号段,其中2075104~2134403号全部生产完毕,共计59300支,2619014~2693613中实际完成41305支,最后一支由该公司制造的军用合同枪号为2660318,该枪也是整个二战期间生产的最后一支军用合同M1911A1。日本投降后,美国政府干脆取消了所有未完成的M1911A1采购合同。
生产工艺的变化
由于产量巨大,M1911A1的加工工艺不得不进行一些改进,以适应大批量生产的需要。
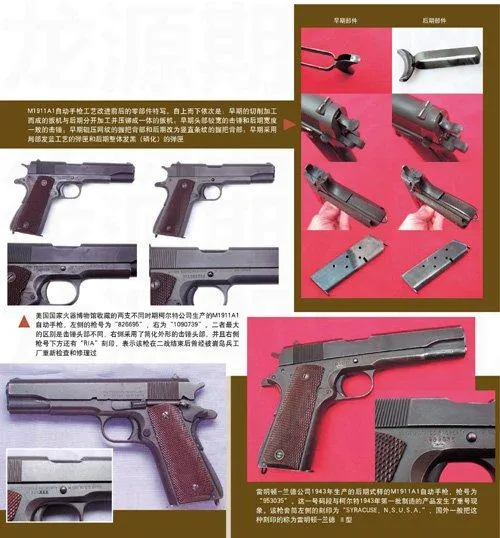
柯尔特公司最初生产的M1911A1零件均用整块钢料铣削加工而成,外露零件表面均经过人工抛光,枪身采用高亮发蓝处理,配以胡桃木制成的握把护板,外观十分精美。但随着产量加大,M1911A1的表面处理开始采用磨削方式,表面有一致的磨削痕迹,效果与原来的镜面效果有明显差别,后续处理也改为普通发蓝,握把护板统一改为褐色“电木”材质,握把背部由早期的辊压网纹改为竖直条纹。到了1942年,开始广泛应用热模锻造工艺来加工较大的零件毛坯,如套筒、枪管和套筒座。这些毛坯再经过切削加工,制成相应的零部件。这种工艺在一定程度上提高了材料利用率,并且锻造毛坯内部金属流线分布较好,零部件强度高;缺点是毛坯仍需要经过较多的切削加工,才能制成外形符合标准的零件。为弱化表面加工痕迹,后来又开始推广喷砂工艺,经过这种处理后,零件表面会形成均匀一致的细小凹点,遮盖了原有的切削刀痕。表面的最终处理也由发蓝改为磷化,后者只需常温即可进行,而且工艺简单、处理时间短,因此这一时期的M1911A1的外表面均呈灰色。
此外,还有部分零部件的加工工艺与原先有异,最明显的就是扳机和击锤的变化。早期M1911和M1911A1的扳机都是整体切削而成,由于这一零件形状较为复杂,切削加工比较耗时费料,因此后来改为两个零件,扳机本体由切削加工而成,而扳机座由钢板冲压折弯成型,扳机座前部伸入扳机后部弧形凹槽内,通过上下压铆或点焊,将这两个零件固定成一体,这样就大大简化了扳机加工。早期的击锤头部扳动部位较宽,表面加工有防滑纹,由于此处相对于击锤侧面是突起的,因此铣削击锤侧面时需要让开两侧突起部分,加工比较麻烦。后期的M1911A1击锤改进了这个设计,击锤两侧均为完整的平面,无任何突出部位,可以直接铣削和磨削加工成型,提高了生产效率。
经典再现:
M1911/M1911A1
结构原理分析
M1911与M1911A1的结构原理基本相同,现以M1911A1为例,来分析主要结构和动作原理,展示其设计的精髓之处。
结构分析
M1911A1采用枪管短后坐式工作原理,枪管偏移式闭锁机构,击锤回转式发射机构,由7发可拆卸弹匣供弹,设有手动保险、不到位保险以及握把保险。
全枪由套筒组件、复进簧组件、枪管组件、枪口帽、套筒座组件和弹匣组件组成。全枪共计59个零件,其中部分零件压接或焊接成整体,因此完全分解时的零件数只有55个。
套筒组件套筒组件是全枪主要的运动部件之一,用于完成推弹入膛、抽壳和压倒击锤呈待击状态,并且与枪管配合形成闭锁状态。套筒组件由套筒本体、抽壳钩、击针簧、击针、击针定位板组成。
套筒由整块金属毛坯通过铣削加工而成,外观近似长方形。在套筒右后斜上方加工有抛壳窗,位于抛壳窗前部的内顶面上加工有两道弧形凹槽,与枪管上的两条弧形突起配合,用于使手枪形成闭锁状态。套筒后部中心加工有击针孔,用以容纳击针和击针簧。击针右侧有一安装整体式抽壳钩的通孔,套筒尾部加工有一竖直槽,用于为击锤头部让位。在套筒后下部中央加工有方形推弹突起,后部有一单发杆让位槽。套筒左侧依次加工有空仓挂机杠杆限位槽、分解槽和保险扳手槽。当弹匣内的枪弹打完后,空仓挂机杠杆头部进入空仓挂机杠杆限位槽内,将套筒阻挡在后方,提示射手更换弹匣。分解槽则是在手枪分解时起作用,空仓挂机杠杆头部必须对准该槽时才能将其取下。在保险状态时,保险扳手头部进入保险扳手槽内,用以锁住套筒,防止套筒前后移动。套筒后部两侧分别加工有19道竖向防滑纹,在拉动套筒时可以避免打滑。在套筒最前部加工有准星固定孔,准星通过压铆方式与套筒固定成一体。套筒顶面末端加工有横向燕尾槽,用于安装照门,照门可以左右移动以调整横向偏差。
抽壳钩为圆钢整体车制铣削而成。安装在套筒内时,其后部由击针定位板卡住,如果在使用中损坏,更换也比较容易。击针为圆钢车制而成,表面光洁度较好,前部为半球状的击针尖,中部为较长的锥度过渡面,后部为台阶圆柱面。击针簧为螺旋钢丝簧,在发射后、套筒开锁瞬间,可以确保击针缩回击针孔内,防止击针尖损坏。另外,在手枪跌落到坚硬地面时,由于有该簧阻隔,不易发生击针因惯性前移而引发走火的事故。
复进簧组件复进簧组件由复进簧帽、复进簧和复进簧导杆组成。
复进簧帽为钢棒车制而成的帽状零件。复进簧为圆柱钢丝缠绕的螺旋簧,其前后端面均未作处理。复进簧导杆是用钢棒车削铣削而成的一个管状零件,导杆后部加工有弧形台阶面,其上半部分用于在枪管后坐时给枪管下方以支撑,下半部分与套筒座前部的弧形槽配合,将撞击力传递给套筒座。
枪管组件枪管组件包括枪管、铰链和铰链轴。
枪管呈前细后粗的锥面形状,前部为圆柱形,直径较细,后部为弹膛部位,直径较粗。位于弹膛前部的枪管外表面有两道半圆弧形的闭锁凸笋,枪管下部加工成锥面用以在枪管尾端开锁下降时避开复进簧。但这一设计使得闭锁凸笋的加工较为麻烦。弹膛后下方加工有一个突起,称为铰链座,其上设有铰链轴孔。铰链为上小下大的椭圆形,有两个轴孔,上部为与枪管结合的轴孔,下部为与空仓挂机杠杆轴配合的孔。在弹膛的尾部上方加工有一个较窄的凸台,用以与套筒弹底窝上的方槽配合,使枪管尾部左右定位。枪管内加工有6条左旋膛线,枪管内未镀铬。
枪口帽枪口帽为一整体车铣而成的零件,用来使枪管口部定位,同时使套筒能够卡住复进簧帽,进而压缩复进簧。
枪口帽右侧下方轴面上有一个弧形凸笋,与套筒口部内的环槽配合,使套筒前后运动时能带动枪口帽前后运动。枪口帽下部有一个半弧形凹槽,复进簧帽头部上的台阶刚好卡在该槽内,这样当套筒带动枪口帽向后运动时,枪口帽带动复进簧帽向后运动,压缩复进簧,储存能量;当复进簧伸张时,复进簧帽又带动枪口帽进而带动套筒向前复进,完成推弹入膛的动作。同时枪口帽的半弧形凹槽卡在复进簧帽的台阶上,又能限制枪管帽因旋转而松脱。(待续)
编辑/郑双雁