直接空冷凝汽器系统的优化控制
2011-12-18 06:12薛凌飞刘永林吕俊阁任东阳
化工装备技术 2011年5期
薛凌飞 刘永林 王 建 吕俊阁 任东阳
(1.延长石油榆林煤化有限公司;2.中石化建设有限公司)
直接空冷凝汽器系统的优化控制
薛凌飞*1刘永林2王 建2吕俊阁2任东阳1
(1.延长石油榆林煤化有限公司;2.中石化建设有限公司)
系统和全面地分析了直接空冷凝汽器(ACC)系统的优化控制,对ACC优化控制过程中所遇到的难题有针对性地提出了解决办法,并介绍了成功的调试案例。
空冷凝汽器 逆流 顺流 优化控制 风机
20世纪60年代,直接空冷系统顺流/逆流换热管束KD比技术的成功应用,为富煤缺水地区使用透平机进行空冷制冷生产的企业带来了新的生机。随着煤化工行业的迅猛发展,空冷凝汽器 (air cooled condenser,即ACC)系统在煤化工中的成功应用带来的经济效益使许多行业对ACC倍加推崇。搞好ACC的优化控制是ACC成功投运的重要基础,为此笔者着重就煤化工行业的ACC优化控制作一较详细论述。
1 ACC的优化控制
提高换热管束的换热性能和防冻性能是整个ACC优化的核心。
1.1 ACC厂家对设备的优化
所有的ACC厂家都愿意对设备的性能优化狠下功夫。比如优先选用钢制的较大椭圆形截面的芯管和铝制翅片进行紧密的冶金性质的连接,在出厂时就组装成一个完整的管束,使得整个管束排具有优异的换热性能,并在结构上具有换热防冻、高强度以及抗腐蚀性能。根据各个煤化工单位的使用工况要求,确定整个ACC管束排中顺流/逆流管束KD比的分布,且顺流管束与逆流管束各使用自己的轴流风机,可达到有效的防冻效果。尽量优先选用大口径直接轴流风机,避免使用皮带拖动类轴流风机,可大大提高出力和减少维护量。铝翅片相互平行且第一排管束采用4 mm的较大翅片间距,依据间距逐级递减原则,最后一排管束采用2.5 mm的较小翅片间距,使得整套管束排换热均匀且更易清洗。整个散热器的有效散热面积应在设计上留有一定的余量。北方等高寒地区应选用容量适当、质量可靠的阀门、百叶窗、百叶窗操作机构、泵和抽空设备,这也是ACC正常投运的重要保证。1.2 设计单位对ACC的优化设计
设计单位在整个ACC投运前需根据需要多次召开业主和ACC厂家的技术交底会,不断优化和改进整个ACC的性能。首先,ACC所配套的仪控和电气设备一定要充分满足生产工况的要求,特别是要满足ACC的自动功能和保护功能的可靠性、有效性,如所选用的轴流风机能实现无级变速,可灵活调节进风量,配套的风机数目能满足生产要需;其次,在选址上设备位置要远离业主集中办公区,至少要在80 m之外,使办公区噪音低于55 dB,达到安全和环保要求;最后,一定要注意整个过程的系统优化,包括考虑到厂址海拔高度、历史最低温度 (如延长石油榆林煤化有限公司和兖州煤业榆林能化有限公司地处海拔高度1 147~1 281 m,历史最低温度为-32.7℃)和环境风速等对ACC投运的影响。
1.2.1 对ACC辅助设备的优化控制
为了ACC能科学、安全、高效投运,所选用的仪控辅设其防冻性能过关是前提。变频器的散热性能是其可靠运行的保证。整个ACC防雷击性能是其安全的重要保证。另外,所配用的真空泵一定要满足抽真空负荷的要求。
1.2.2 对ACC自动调节的优化是整个过程的核心
1.2.2.1 控制方案的优化
当环境温度大于-20℃时,机组允许冷启动时建立真空,即按图1所示的步骤自动建立真空。
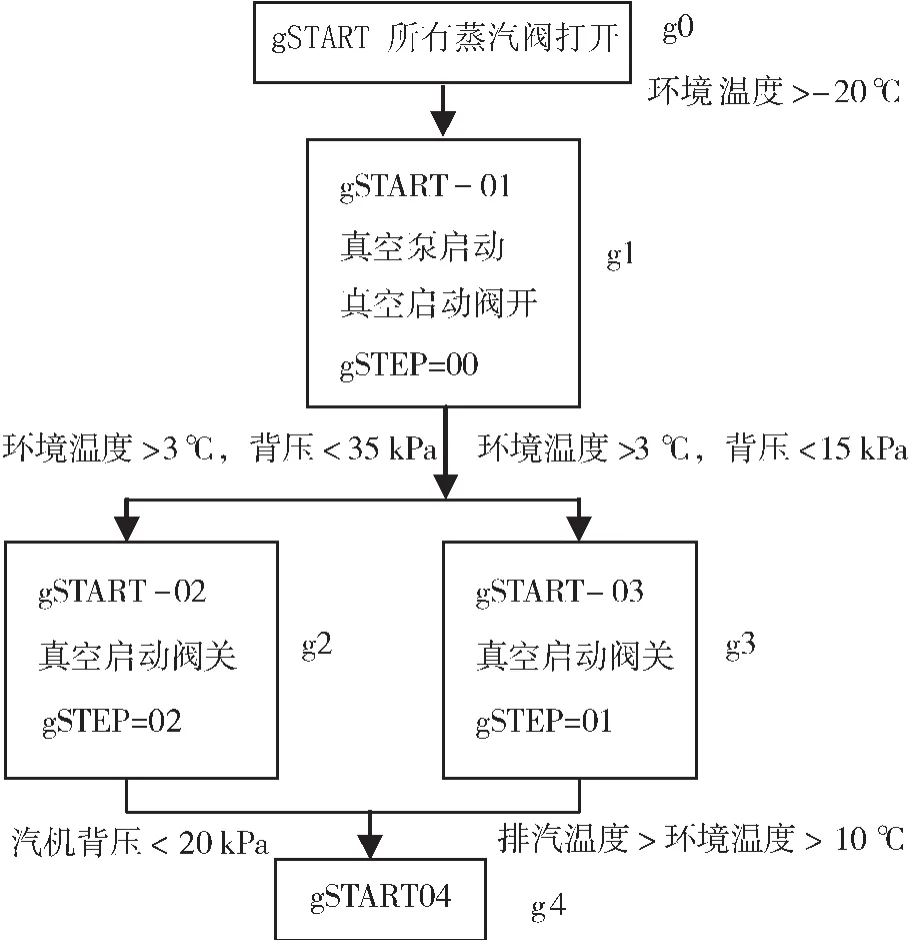
图1 机组启动建立真空步序
1.2.2.2 ACC的自动调节
通常规定,汽轮机背压小于15 kPa时开始转入背压自动跳步和调节。但此设定值太小,特别是夏季高温时,很难达到15 kPa。根据陕北地理实际需要,此设定值应改为20 kPa,这样可大大缩短启动时间,节约启动成本。真空建立后,透平机的背压控制系统根据背压测量值与设定值之差来连续地对ACC的轴流风机台数、风机转速和蒸汽隔离阀位置进行调整,以实现自动调节和自动跳步。如目前煤化工行业常用的某煤化有限公司的ACC(3列9座风机,其中每列第2座风机为逆流风机,列1、列3列管有2台蒸汽关断电动阀),其风机转速就设计为多级转速。一般设计方案中,为避免频繁的开关动作,只要背压实际值介于背压高位值与低位值之间就可保持工序运行。自动调节和程控保护相辅相成,一般整定如图2所示。
由于逻辑采用纯积分器,偏差死区较大,偏差很大时才自动跳步。调节偏差大,很容易形成振荡而导致ACC运行不稳定。所以笔者通过调试,将单纯的积分调节方式改为比例积分调节方式,调节死区为0.15 kPa,背压跃进压力为3 kPa,冬夏季逆转触发温度为3℃和8℃。当步序增加或减少时,运行的风机台数将发生变化,如果步序增加,并列运行的风机台数将增加,开环增益变大。为了得到更好的调节品质,笔者建议在步序发生变化后对开环增益系数进行相应的调整。
1.2.3 对ACC程控保护的优化
程控保护的实现是自动调节的唯一结果和直接保证,在这个过程中要首先实现的保护条件是轴流风机润滑油压 ≤ 50 kPa、振动 ≥ 0.5 g(烈,振动单位)、变频器各项保护动作时停止风机运行。基础性保护有下述几项。ACC的停运保护:夏季2列电动阀全开,冬季2列电动阀启动时全关。电动阀的投运保护:列2风机频率 ≥25 Hz、列2凝结水温度 ≥35℃、主控输出 ≥40%且凝结水与环境温度之差大于5℃时,列1电动阀开,反之主控输出≤20%时关,列1和列2风机频率≥25 Hz、列1和列2凝结水温度 ≥ 35℃、主控输出≥40%且凝结水温度与环境温度之差 ≥5℃时开列3电动阀,反之主控输出 ≤ 38%时关。逆流(凝汽器)保护投运条件:环境温度 ≤3℃、列X蒸汽阀已打开、与下联箱 (抽气管真空)温差≥15℃时,逆流保护不动作,如启动则与下联箱(抽气管真空)温差 ≥18℃。防冻保护动作条件:凝结水 (真空)温度低报警、显示逆流防冻保护运行、列X逆流风机以5 Hz/min降速为0、列X逆流风机保速运行、温差≤8℃时自动解列、反向执行且与主控制器连接到自动控制状态。回暖循环保护:环境温度≤-2℃、列1和例3的电动阀打开 (否则执行跳步)、逆顺流保护没启动,保护执行时列1逆流风机停运5 min后启动再运行15 min、列2逆流风机停运5 min后启动再运行15 min、列3逆流风机停运5 min后启动再运行15 min,每列以2 h为一个周期计时,不满足条件时则循环运行。特别需注意的是回暖循环保护运行时,一旦逆顺流保护触发,对应的列X逆流风机停运,这时可以手动启动列X逆流风机,回暖循环保护则自动跳至下一列执行。
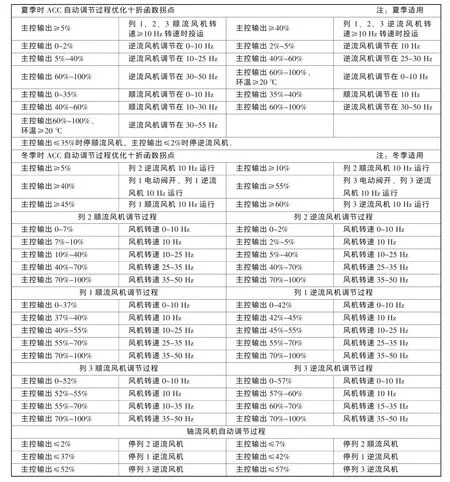
图2 ACC自动调节过程核心控制参数案例
1.3 化工设备安装单位对ACC的安装优化
大直径管道安装时,每一段管道对口一定要中心找正,否则后面管系的支架无法就位。为保证管道在焊接时不产生附加应力,确保汽轮机安全稳定运行,管道对口时必须同时焊接,即2个焊工同时对称焊接,不能从单面进行焊接。为保证系统的严密性,达到焊口在30年寿命期无泄漏点的行业标准,应确保每一道焊缝无夹杂、气孔等焊接缺陷。空冷钢结构平台和平台上设备及汽轮机房外的排汽、配汽管安装时,需将对整体安装有影响的电气出线及电气设备提前安装到位,引导散热器滑动的方钢的水平度通过在其下部加垫铁进行调整,以保证误差不超过3 mm。方钢和平台设计一般为螺栓连接,但如果在下部加的垫铁较厚,必须对方钢和平台进行焊接,且焊接长度要相对较长一些。另外,由于方钢进行热浸锌后会产生热变形,从而使方钢的螺栓孔和钢平台的螺栓孔不能对中,螺栓无法到位,所以方钢和平台必须焊接。但为了保证方钢和平台之间在热胀冷缩过程中能自由伸缩,笔者建议通过对螺栓孔的修整来保证每一块方钢和平台至少一半用螺栓连接,其余进行焊接。对于真空管道与逆流区管束的连接,应先将真空管道焊接后,再进行顺逆流管束之间挡板的焊接,否则空间尺寸的限制会增加真空管焊接的难度,影响焊接质量。
1.4 ACC的运行优化需特别注意的问题
系统投运前必须先进行清洗,因为散热器较脏,不仅增加风的阻力,影响散热效果,而且易使风机过载而跳车。ACC投自动时必须讲究无扰切换,否则会引起ACC系统波动。当冷凝工序每增加或减少1步后,至少留1 min的时间间隔,在间隔期内不允许直接跳步。根据对陕西榆林周边地区众多ACC运行情况的统计,无论哪个季节,运行背压受风速影响都比较严重,无论哪个方向的来风,只要风速达到8 m/s时,机组背压都会产生几何级倍增,因此都要随时修改PID整定参数来保证自动运行。同列轴流风机均速运行 (逆流风机除外),可起到有效的防冻作用,在冬季启动时必须控制最小蒸汽进量和有效温升,以确保安全启动。1.5 ACC的调试、维护优化
对ACC所涉及的电气、仪控回路和绝缘齿轮箱油位等进行检查,一切都完好后对风机进行分步试运,重点检查参数为风机启动30 min内的转动方向、逆流单元风机正反转功能、振动和反馈等。为了缩短热冲洗时间和节约除盐水,笔者建议:ACC安装结束后,应对管道进行人工和机械除锈并用吸尘器进行吸尘,然后再进行热冲洗;为保证冲洗过程中凝结水温度受控,需要频繁开关各排风机来调温;尽量集中蒸汽对准某一排散热器进行吹扫;如冲洗后的凝结水很脏,无法回收,需要排入废水井时,为了维持机组的真空,必须接临时管道和临时水箱;在冬季整套装置启动并空负荷试验时,必须保证空冷散热器内不结冰,因此机组高中压缸必须联合启动,通过旁路加大散热器的蒸汽量。
对ACC真空参数的定期试验是判断ACC性能是否完好的直接依据。日常巡检时一定要关注DCS上所显示的参数是否正确,一切依据以现场实测参数为准。笔者建议,齿轮箱的油脂每运行800 h更换一次 (可过滤后重新利用),每隔半年对所涉及的设备进行一次二级保养。特别应当注意,空冷机组避免采用变频风机,因采用变频风机后,夏季运行过程中若变频器散热出现故障 (发生频率很高),变频器会立即停止工作,致使风机停止运行。这时机组运行背压会突然增加,致使机组降负荷运行,严重时还会造成停机。为了加强冬季防冻观测,应在每一束逆流管的回流凝结水收集管口处设凝结水温度测点,并安装双金属温度计。
2 结束语
通过对ACC优化控制和精心调试,ACC及其所属透平机组从自动启动、重转、并网、带负荷一直到停机,整个过程都可实现自动调节且效果良好,既减轻了操作人员的劳动强度,又保证了机组的安全经济运行,特别是为北方富煤缺水地区企业的节能减排开辟了新的成功之路。
[1] 白守军.大型汽轮机直接空冷技术报告.德阳:东方汽轮机有限公司,2008.
[2] 付长亮.现代煤化工生产技术[M].北京:化学工业出版社,2009.
[3] 江苏双良空调设备股份有限公司技术组.空冷凝汽器安装手册[M].江阴:2008.
Optimal Control of ACC
Xue Lingfei Liu Yonglin Wang Jian Lv Junge Ren Dongyang
Through the systematic and comprehensive analysis of the optimal control of direct air-cooling condenser (ACC),this paper proposed solutions to the targeted problems during the optimal control of ACC and described successful commissioning cases.
ACC;Counter flow;Parallel flow;Optimization control;Fan
TQ 273
*薛凌飞,男,1974年生,工程师。榆林市,719000。
2011-02-19)
猜你喜欢
基层中医药(2021年11期)2021-03-26
小学生作文(低年级适用)(2019年4期)2019-04-29
山西建筑(2018年22期)2018-03-22
散文诗(2017年18期)2018-01-31
制造技术与机床(2017年5期)2018-01-19
电站辅机(2016年4期)2016-05-17
电站辅机(2016年4期)2016-05-17
设备管理与维修(2016年6期)2016-03-16
中国工程咨询(2015年9期)2015-02-25
天然产物研究与开发(2014年8期)2014-04-27