
钢/铝异种金属双熔池TIG熔钎焊接头的显微组织与力学性能
2011-11-30 02:00陈树海黄继华赵兴科
中国有色金属学报 2011年12期
陈树海,马 柯,,黄继华,夏 军,张 华,赵兴科
(1. 北京科技大学 材料科学与工程学院,北京 100083;2. 广州市特种承压设备检测研究院,广州 510100)
钢/铝异种金属双熔池TIG熔钎焊接头的显微组织与力学性能
陈树海1,马 柯1,2,黄继华1,夏 军1,张 华1,赵兴科1
(1. 北京科技大学 材料科学与工程学院,北京 100083;2. 广州市特种承压设备检测研究院,广州 510100)
采用电弧加热镀锌钢板,通过热传导使铝合金熔化,形成两个互不接触的熔池,实现钢/铝异种金属搭接熔钎焊;利用扫描电镜(SEM)与能谱(EDS)对连接界面的微观组织进行观察与分析。结果表明:在连接界面形成两种金属间化合物,一种为接近铝合金母材呈针状或絮状的 FeAl3,另一种为接近钢呈舌状或条状的 Fe2Al5;反应层FeAl3的厚度在连接界面上的分布大致均匀;而反应层Fe2Al5的厚度从焊缝中心向两侧逐渐变薄;随着焊接线能量的升高,接头的承载能力呈先增大而后减小的趋势,最高承载能力可达 177.2 N/mm,为铝合金母材强度的84%。
TIG熔钎焊;钢/铝异种金属;金属间化合物;原子扩散
世界各国都在致力于汽车轻量化技术的研究,以应对当前严峻的能源和环境压力。钢/铝异种金属的复合结构能够同时满足轻量化和结构性能的双重要求,受到人们的广泛关注[1−2]。钎焊、扩散焊和摩擦焊等方法虽然能够实现钢/铝异种金属的焊接,但是受到了接头形式或者真空环境的限制,特别是这些方法的柔性差,很难实现汽车工艺制造中拼焊板的焊接[3]。
近年来出现的熔钎焊的方法特别适合钢/铝等熔点相差较大的异种金属之间的焊接[4]。利用该方法,可在焊接过程中将钢始终保持为固态,而使铝合金处于熔化状态,即焊缝钢一侧为钎焊接头,铝合金一侧为熔焊接头。采用激光作为熔钎焊热源,可以得到较高质量的焊接接头[5−6],但是激光设备昂贵、操作复杂,在应用过程中受到了很大的限制。相对于激光熔钎焊,钨极氩弧焊(TIG)熔钎焊具有设备简单、易于实现和成本低等优点,是熔钎焊最重要的热源之一[7]。在钢/铝异种合金焊接的过程中,连接界面处极易形成脆性的金属间化合物(IMC),是导致接头力学性能快速下降的主要原因[4,7−9]。国内外研究多集中在改善工艺参数方面,对钢/铝界面行为的研究较少,且不充分[10−11]。因此,研究界面附近的微观组织特征及金属间化合物的成长过程具有重要意义。
本文作者采用专门的工装设计,将镀锌板置于铝合金上方,通过TIG电弧加热镀锌板,形成两个互不接触的熔池,实现铝合金与镀锌钢板的有效连接,即双熔池钢/铝异种金属TIG熔钎焊,并对该方法的焊接工艺和接头承载能力进行了试验研究,深入探讨界面金属间化合物及其成长机理。
1 实验
试验采用的母材为 100 mm×80 mm×1 mm厚5052铝合金和镀锌钢板,其化学成分如表1所列。
镀锌钢板焊前采用丙酮清洗表面油污及杂质;5052铝合金依次进行碱洗、酸洗后烘干。试验选用NOCOLOK钎剂配制酒精溶液,焊前将其均匀地涂抹在铝合金表面,待干燥后立即进行焊接试验。焊接电流为 70~120 A,焊速为 4~8 mm/s。焊接原理如图1所示。
焊后试样采用线切割的方法沿焊缝横截面制成规格为15 mm×7 mm的试样。采用4%(体积分数)硝酸酒精和柯勒溶剂对钢和铝进行分别腐蚀。利用金相显微镜和扫描电镜(SEM)观察铝/钢TIG熔钎焊接头组织形貌以及界面金属间化合物,并进行能谱打点(Spot analysis)和线扫描(Line scanning analysis)观察和分析,拉伸实验在INSTRON−5569 万能材料实验机上进行,拉升速度为1.0 mm/min,采集频率每秒5个点。
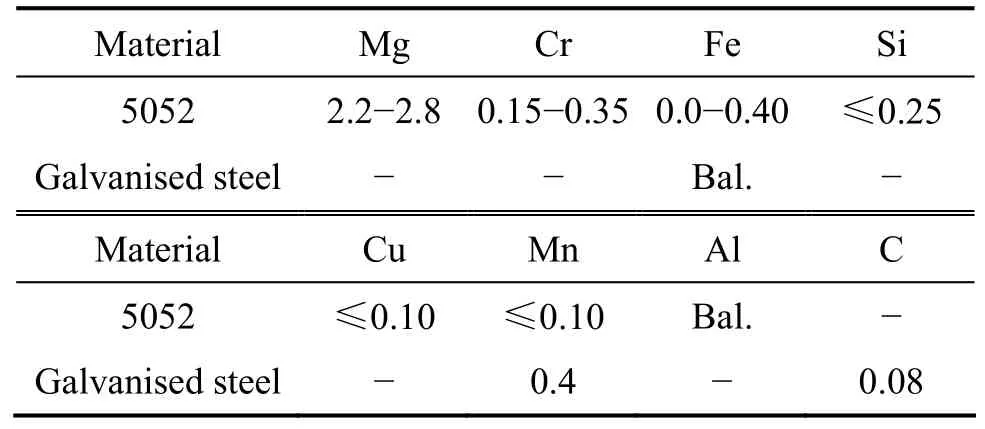
表1 试验材料的化学成分Table 1 Chemical composition of experimental materials(mass fraction, %)
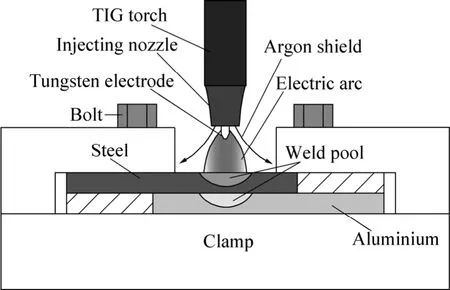
图1 双熔池TIG熔钎焊焊接过程示意图Fig.1 Schematic illustration of TIG welding-brazing with dual weld pools
2 结果与分析
2.1 钢/铝异种金属熔钎焊的界面组织
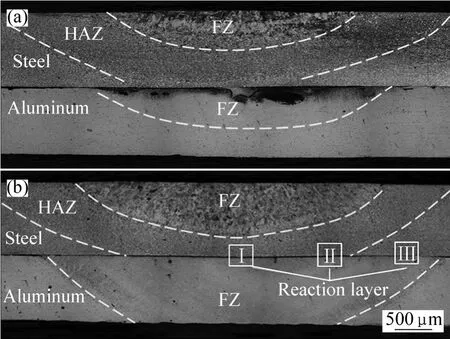
图2 不同热输入条件下TIG熔钎焊焊缝截面的宏观形貌Fig.2 Macrostructures of cross-section of steel/aluminum dissimilar metals joint by TIG welding-brazing under different heat inputs (FZ: fusion zone; HAZ: heat-affected zone): (a) 90 A, 6.0 mm/s; (b) 90 A, 4.0 mm/s
图2所示为不同热输入条件下焊缝的宏观截面形貌。从图2可以看出,在焊接过程中,上部的镀锌钢板和下部的铝合金分别形成两个互不接触的熔池,避免了两种金属液相的混合,有效地抑制了金属间化合物形成。当热输入较低时,钢与铝的熔化区域均较小,在接近连接界面处,铝合金内出现了空洞等缺陷(见图2(a))。这主要是由于较低的热输入导致连接界面处温度低,铝合金熔液流动不充分,钎剂的反应产物未完全挥发而混入铝合金熔池。所以,为了减小接头的内部缺陷,应该适当提高热输入。图2(b)所示为较高热输入条件下的接头宏观截面,可明显看出铝合金熔池内部的缺陷消失,焊缝成形良好。
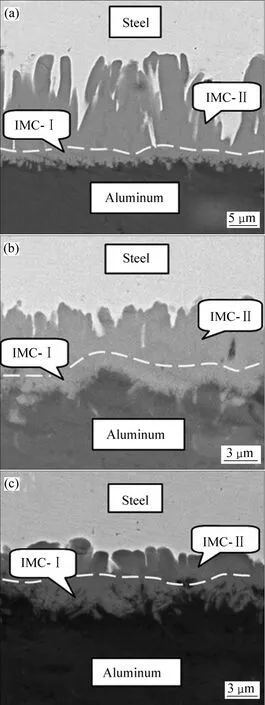
图3 钢/铝TIG熔钎焊界面微观组织Fig.3 Interfacial microstructures of cross-section by steel/Al welding-brazing at different areas shown in Fig.2(b): (a) AreaⅠ; (b) Area Ⅱ; (c) Area Ⅲ
为进一步分析界面微观组织的分布,分别对图2(b)中Ⅰ、Ⅱ和Ⅲ所示的区域进行微观组织观察,其微观组织形貌如图3所示。由图3可以发现,在铝合金与镀锌钢之间,生成厚度为5~15 μm的金属间化合物过渡层,分析发现,化合物层包含金属间化合物IMC-Ⅰ与 IMC-Ⅱ两层。靠近铝合金一侧,IMC-Ⅰ呈针状或絮状向铝合金方向生长,厚度为2~3 μm,在结合面各个区域的厚度差别不大;靠近镀锌钢一侧的IMC-Ⅱ以舌状或条状向镀锌钢一侧生长。与 IMC-Ⅰ相比,IMC-Ⅱ的厚度在结合面各个区域的差别较大,焊缝中心结合面(图2(b)中Ⅰ处)为12~15 μm,以中心为界向两侧厚度均匀下降,图2(b)中Ⅱ处的厚度为5~7 μm,再到铝合金熔化区域边缘(图2(b)中Ⅲ处),厚度下降为 2~3 μm。
2.2 界面元素分布及物相分析
为了进一步确定界面微观组织的物相,对界面显微组织进行线扫描,结果如图4所示。对化合物层作线扫描分析发现,Fe元素含量垂直于结合面方向从镀锌钢向铝合金一侧下降,而Al元素含量则上升,在金属间化合物层IMC-Ⅱ处,元素含量曲线出现平台,基本保持不变,说明化合物层IMC-Ⅱ为单一稳定的化合物。在IMC-Ⅰ处曲线没有出现明显的平台,这可能是因为IMC-Ⅰ的厚度比较薄,且可能与IMC-Ⅰ针状或絮状的形态有关。为了确定各反应层中的元素比例,对图4(b)中的各点进行EDS能谱分析,其结果如表2所列。根据表2中EDS结果显示IMC-Ⅰ(C区)中Al、Fe摩尔比接近1:3,IMC-Ⅱ(B区)中Al、Fe摩尔比接近2:5,结合文献[12−13]可知,IMC-Ⅰ为FeAl3,IMC-Ⅱ为Fe2Al5。A区为固溶少量Al元素的镀锌钢基体,而D区为铝合金基体。组织中只发现微量Zn元素的存在,这是由于Zn的沸点较低(907 ℃),在焊接过程中大量挥发。

图4 界面的显微组织及线扫描Fig.4 Microstructure(a) and line scanning(b) of interface
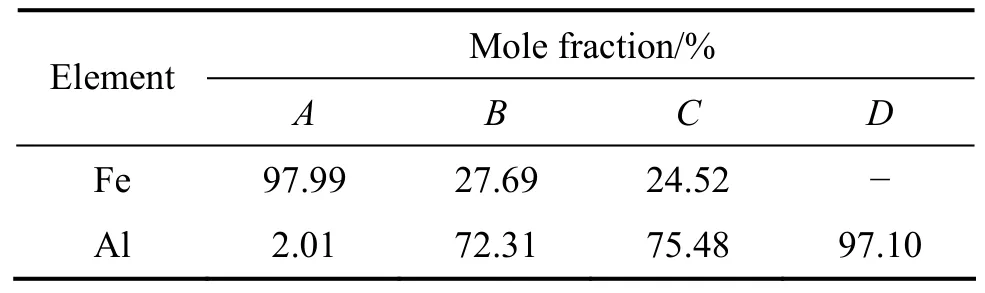
表2 界面处不同区域的成分Table 2 Compositions of different areas of interface
2.3 接头的力学性能
在对搭接接头进行抗拉强度测试的过程中,焊缝区域会发生扭转,应力状态较为复杂,且断裂位置可能沿结合面,也可能断裂发生在铝合金或镀锌钢内,无法单独采用剪切强度或者抗拉强度评价接头性能。所以,本文作者提出采用单位长度的最大载荷,即试样断裂前承受的最大拉力与焊缝长度之商来表征搭接接头的承载能力,即

式中:Tp为单位长度的最大载荷,N/mm;F为试样断裂前承受的最大拉力,N;L为焊缝长度,mm。
图5所示为线能量对接头最大承载能力的影响。由图5可以发现,接头的承载能力随着线能量的增加呈现先增加而后下降的趋势。在较低的线能量条件下,结合面处温度较低,铝合金熔化量少,Al和Fe原子的扩散不够充分,且在某些区域,液态铝对固态钢未形成有效的润湿,未能形成可靠连接,这一点在前面的接头宏观截面形貌当中已经得到确认。随着线能量的增加,铝合金的熔化量加大,流动性增强,结合面处未有效润湿的区域不断减少,而且Al和Fe原子充分扩散,形成了一定厚度的金属间化合物层,形成有效的连接。当线能量为244 J/mm时,接头的承载能力达到最高值,可达177.2 N/mm。若线能量过大,铝合金大量熔化,而钢在铝合金熔液中剧烈溶解,同时,Al原子在镀锌板中的快速扩散,使得脆性金属间化合物厚度急剧增加,甚至产生大量的裂纹,导致接头的承载能力急剧下降。当上层镀锌板熔穿时,下层的铝合金由于汽化甚至会发生剧烈飞溅。
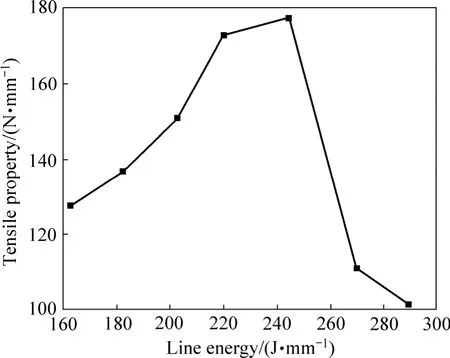
图5 线能量对接头最大承载能力的影响Fig.5 Effect of line energy on maximum load ability of joint
3 讨论
TIG熔钎焊过程中,电弧加热镀锌板上表面,在热传导的作用下,下部的铝合金发生熔化。而镀锌钢板上的镀锌层除绝大部分挥发外,仅有小部分混入铝合金熔池。根据Fe-Al相图,Fe原子在固相Al中的溶解度几乎为 0,而在液态铝中的溶解度随着温度的升高急剧加大。在焊接过程中,镀锌钢下表面直接与液态铝合金熔液接触,Fe原子不断溶于铝合金熔液中,当界面附近液相区域的Fe原子浓度达到饱和时,首先在界面处结晶析出形成自由能最低的 FeAl3[14−15](见图6(a))。FeAl3沿结合面方向扩展,形成化合物层IMC-Ⅰ,并在一定度上阻断了 Fe原子继续向铝合金熔液中溶解。Al原子体积较小,能通过 IMC-Ⅰ向镀锌钢基体内扩散,使得IMC-Ⅰ的厚度进一步增加。在IMC-Ⅰ与镀锌钢基体界面处,Fe和Al原子的相互扩散使得界面前沿Fe和Al摩尔比有所降低,当二者比例达到Fe2Al5中Fe、Al摩尔比时,会形核出Fe2Al5的微小晶核(见图6(b))。Fe2Al5具有特殊斜方晶体结构,其点阵在C轴上晶格空位浓度可达30%,这就使Al原子沿特定的最佳结晶学方向有较大的选择流动性和变形性,即易沿 C轴方向扩散[16−17]。Al原子在 Fe2Al5中的快速扩散使得 FeAl3的生长受到抑制,Fe2Al5以垂直于结合面,向镀锌钢基体一侧快速生长,甚至可跨越数十晶粒尺度,最终以舌状及条状的形态锲入镀锌钢基体,形成IMC-Ⅱ(见图6(c))。当结合面温度下降到铝合金的熔化温度以下,残余液相发生凝固,溶解于液态铝合金中的Fe原子将以金属间化合物FeAl3呈针状或絮状的形态沿界面结晶析出(见图6(d))。
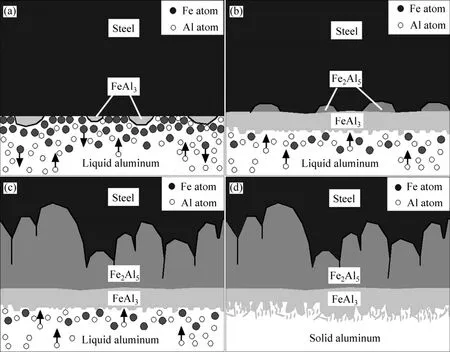
图6 金属间化合物形的成及生长示意图Fig.6 Schematic diagram showing formation and growth of intermetallic phase: (a) Initial formation of FeAl3; (b) Formation of Fe2Al5; (c) Formation of IMC-Ⅱ; (d) Formation of needle or floccule-like FeAl3
Fe2Al5主要由反应扩散形成,其厚度主要受 Al原子的扩散控制。在界面反应的过程中,焊缝中心处的温度最高,Al原子扩散速度最快,因此,Fe2Al5的生长最快,厚度要比焊缝的两侧大。而 FeAl3的长大主要受Fe的溶解控制,在液态铝合金中结晶析出。因此,相对于Fe2Al5,FeAl3在界面各处厚度分布较为均匀。离散的FeAl3连接成层片状后阻碍了Fe原子在液态铝合金中的溶解,而Fe2Al5的快速生长又抑制FeAl3向镀锌钢一侧生长,使得最终形成的 FeAl3的厚度有限。界面各处FeAl3的厚度均小于Fe2Al5的,这种厚度差异的特征越靠近焊缝中心越明显。
FeAl3与 Fe2Al5均为脆性化合物,厚度过度增加会导致接头力学性能急剧下降。线能量对二者的形成和长大有明显的影响。线能量过小或过大都不利于形成良好的接头,在保证钢/铝异种合金冶金结合的前提下,选择合理的工艺参数,尽可能地控制界面金属间化合物的厚度,是实现钢/铝异种合金可靠连接的关键。
4 结论
1) 随着焊接线能量的升高,接头的承载能力呈先增大而后减小的趋势,最高的承载能力可达 177.2 N/mm,为铝合金母材强度的84%。
2) 界面金属间化合物由接近于铝合金一侧的针状或絮状 FeAl3反应层和接近钢一侧的舌状或条状的Fe2Al5反应层组成。其中,反应层 FeAl3的厚度在连接界面上的分布大致相同;而反应层Fe2Al5的厚度从焊缝中心向两侧逐渐变薄。
3) Fe2Al5主要由反应扩散形成,其厚度主要受Al原子的扩散控制;而FeAl3的长大主要受Fe的溶解控制,在液态铝合金中结晶析出。
REFERENCES
[1] MATHIEU A, SHABADI R, DESCHAMPS A, SUERY M,MATTEI M, GREVEY D, CICALA E. Dissimilar material joining using laser(aluminum to steel using zinc-based filler wire)[J]. Optics & Laser Technology, 2007, 39: 652−661.
[2] TSUJINO J, HIDAI K, HASEGAWA A. Ultrasonic butt welding of aluminum, aluminum alloy and stainless steel plate specimens[J]. Ultrasonics, 2002, 40: 371−374.
[3] 李亚江, 王 娟, 刘 鹏. 异种难焊材料的焊接及应用[M].北京: 化学工业出版社, 2004: 171−174.LI Ya-jiang, WANC Juan, LIU Peng. Application and welding of difficulty to weld dissimilar materials[M]. Beijing: Chemical Industry Press, 2004: 171−174.
[4] ZHANG H T, FENG J C, HE P, HACKL H. Interfacial microstructure and mechanical properties of aluninmium-zinccoated steel joints made by a modified metal inert gas welding-brazing process[J]. Materials Characterization, 2007, 58:588−592.
[5] LAUKANT H, WALLMANN C, MÜLLER M, KORTE M,STIR N, HALDENWANGER H G, GLATZEL U. Fluxless laser beam joining of aluminium with zinc coated steel[J]. Science and Technology of Welding and Joining, 2005, 10(2): 219−226.
[6] BORRISUTTHEKUL R, YACHI T, MIYASHITA Y, MUTOH Y.Suppression of intermetallic reaction layer formation by controlling heat flow in dissimilar joining of steel and aluminum alloy[J]. Materials Science and Engineering A, 2007, 467:108−113.
[7] SONG J L, LIN S B, YANG C L, MA G C, LIU H. Spreading behavior and microstructure characteristics of dissimilar metals TIG welding-brazing of aluminum alloy to stainless steel[J].Materials Science and Engineering A, 2009, 509: 31−40.
[8] MURAKAMI T, NAKATA K, TONG Hong-jun. Dissimilar metal joining of aluminum to steel by MIG arc brazing using flux cored wire[J]. ISIJ International, 2003, 43(10): 1596−1602.
[9] SIERRAS G, PEYRE P, DESCHAUX BEAUME F, STUART D,FRAS G. Galvanised steel to aluminium joining by laser and GTAW processes[J]. Materials Characterization, 2008, 59:1705−1715.
[10] 宋建岭, 林三宝, 杨春利, 马广超. 铝与钢异种金属电弧熔−钎焊研究与发展现状[J]. 焊接, 2008(6): 6−9.SONG Jian-ling, LIN San-bao, YANG Chun-li, MA Guang-chao.Investigation and development of Al/Fe dissimilar TIG welding-brazing[J]. Welding & Joining, 2008(6): 6−9.
[11] 雷 振, 秦国梁, 林尚扬, 王旭友, 王 威. 铝与钢异种金属焊接的研究与发展概况[J]. 焊接, 2006(4): 16−20.LEI Zhen, QIN Guo-liang, LIN Shang-yang, WANG Xu-you,WANG Wei. Investigation and development of Al/Fe dissimilar alloy welding[J]. Welding & Joining, 2006(4) : 16−20.
[12] 张来启, 陈光南, 林均品, 孙祖庆. 激光合成 FeAl金属间化合物涂层[J]. 金属热处理, 2006, 31(8): 1−3.ZHANG Lai-qi, CHEN Guang-nan, LIN Jun-pin, SUN Zu-qing.Laser synthesizing FeAl intermetallic compound coating[J].Transactions of Metal Heat Treatment, 2006, 31(8): 1−3.
[13] 李 岩, 凌国平, 刘柯钊, 陈长安, 张桂凯. 热处理对不同基体表面镀铝相结构的影响[J]. 材料工程, 2010(2): 1−5.LI Yan, LING Guo-ping, LIU Ke-zhao, CHEN Chang-an,ZHANG Gui-kai. Effects of heat treatments on phase structure of electrodeposition aluminum coatings on different substrates[J].Journal of Materials Engineering, 2010(2): 1−5.
[14] 刘邦津. 钢材的热浸镀铝[M]. 北京: 冶金工业出版社, 1995:10−12.LIU Bang-jin. The hot-dip aluminizing of steel[M]. Beijing:Metallurgical Industry Press, 1995: 10−12.
[15] 夏 原, 姚 枚, 李铁藩. Q235钢热浸铝初期镀层组织结构的变化[J]. 金属热处理学报, 1998, 12(2): 34−38.XIA Yuan, YAO Mei, LI Tie-fan. Initial structure of hot dip aluminizing (HDA) on Q235 steel and its variation behavior[J].Transaction of Metal Heat Treatment, 1998, 12(2): 34−38.
[16] TOMIDA S, NAKATA K. Fe-Al composite layers on aluminum alloying with iron alloy formed by laser surface powder[J].Surface and Coatings Technology, 2003, 174/175: 559−563.
[17] BAHADUR A, MOHANTY O N. Structural studies of on hot dip aluminized coatings mild steel[J]. Materials Transactions,JIM, 1991, 32(11): 1053−1061.
Microstructure and mechanical property of joint by TIG weldingbrazing with dual weld pools for steel/aluminum dissimilar metals
CHEN Shu-hai1, MA Ke1,2, HUANG Ji-hua1, XIA Jun1, ZHANG Hua1, ZHAO Xing-ke1
(1. School of Material Science an Engineering, University of Science and Technology Beijing, Beijing 100083, China;2. Guangzhou Special Equipment Inspection and Research Institute, Guangzhou 510100, China)
In order to achieve overlap tungsten inert gas (TIG) welding-brazing of galvanized steel/aluminum dissimilar metals, the galvanized steel was heated by TIG arc, which melted the aluminum through heat conduction, and then two isolated weld pools were formed. The interfacial microstructures of the joints are observed by a scanning electron microscope (SEM) and a energy dispersive spectrometer (EDS). The results indicate that two intermetallic compounds form along the interface. One is FeAl3, needle or floccule-like, close to the aluminum alloy base metal. The other is Fe2Al5, tongue or strip-liked, close to the steel. The thickness of the FeAl3compound layer has little difference along the interface, but the thickness of Fe2Al5compound layer gradually decreases from the weld center to both sides. With the increase of the welding heat input, the load ability of the joints increases first and then decreases, the highest value reaches 177.2 N/mm, which is 84% of that of the Al alloy base metal.
TIG welding-brazing; steel/aluminum dissimilar metal; intermetallic compounds; atom diffusion
TG456.7
A
1004-0609(2011)12-3076-06
国家自然科学基金资助项目(51004009)
2010-09-15;
2010-11-24
陈树海,讲师,博士;电话:010-62334859;E-mail: shchenhit@gmail.com
(编辑 龙怀中)
猜你喜欢
消费电子(2022年5期)2022-08-15
表面工程与再制造(2022年1期)2022-05-25
兰州理工大学学报(2022年1期)2022-03-05
化工管理(2021年7期)2021-05-13
重型机械(2020年3期)2020-08-24
湖北农机化(2020年4期)2020-07-24
表面工程与再制造(2019年3期)2019-09-18
中国特种设备安全(2019年1期)2019-03-13
制造技术与机床(2017年3期)2017-06-23
装备环境工程(2015年4期)2015-02-28
