
经济适用型DCS系统在纸机上的应用
2011-11-21 06:18:08刘承栋段静波
中国造纸 2011年7期
刘承栋 段静波
(1.ABB(中国)有限公司制浆造纸部,北京,100015;2.山西强伟纸业有限公司,山西寿阳,045400)
经济适用型DCS系统在纸机上的应用
刘承栋1段静波2
(1.ABB(中国)有限公司制浆造纸部,北京,100015;2.山西强伟纸业有限公司,山西寿阳,045400)
文章介绍了作为纸机的过程控制 (DCS)与全厂自动化系统平台的800xA系统方案在山西某厂新纸机项目上的应用。该方案通过软件功能以保证系统的实用性,并对系统的高端配置进行了精简优化,详细研究工程设计、实施中可以节约投资的细节,提高了DCS系统的的投资回报率。
过程控制;自动化系统;经济性
山西强伟纸业有限公司 (以下简称强伟纸业)是太原齐兴伟业纸业有限公司的全资子公司,是中小型私有造纸企业向大型造纸企业发展的典型代表。强伟纸业有限公司年产30万t石膏板护面纸项目是山西省造纸行业的大型项目,该项目以废纸为原料,热电联产,实现资源和能源的综合利用,形成循环经济体系,追求低碳、环保、高效、节能,实现清洁生产。该项目配置了ABB公司800xA DCS系统,在保持国际先进过程控制 (DCS)系统品质的同时,有针对性地对项目的规划、设计、组态和调试细节进行了系统上的优化和功能上的客制化。本文着重介绍了该自动化系统中DCS的应用。
1 强伟纸业PM1自动化系统介绍
图1为强伟纸业PM1自动化系统结构图。如图1所示,本自动化系统采用了一个800xA Core作为全厂系统平台,在此平台上集成了 DCS、质量控制(QCS)和纸机分布传动控制3个子系统,是ABB公司在制浆造纸行业特有的自动化系统解决方案。
本系统在制浆操作室配置2台PPA操作员站,在纸机操作室配置1台工程师站和3台PPA操作员站。按照流程区域,全厂分为制浆和造纸2个过程区域,制浆配置2套AC800M高性能控制器,纸机过程控制配置1套AC800M高性能控制器,纸机传动控制配置2套AC800M高性能控制器。
参与过程控制的仪表和电机控制单元 (MCC)按照设备安装位置,就近将信号线接至3个机柜室。碎浆机柜室配置4个远程IO站、制浆机柜室和纸机机柜室分别配置16个远程IO站,共计4016个IO通道,控制着全厂1296台现场仪表、508个控制回路和259台电机。纸机传动控制系统通过ABB的Drive-Bus控制67个纸机传动点。

图1 强伟纸业PM1自动化系统结构
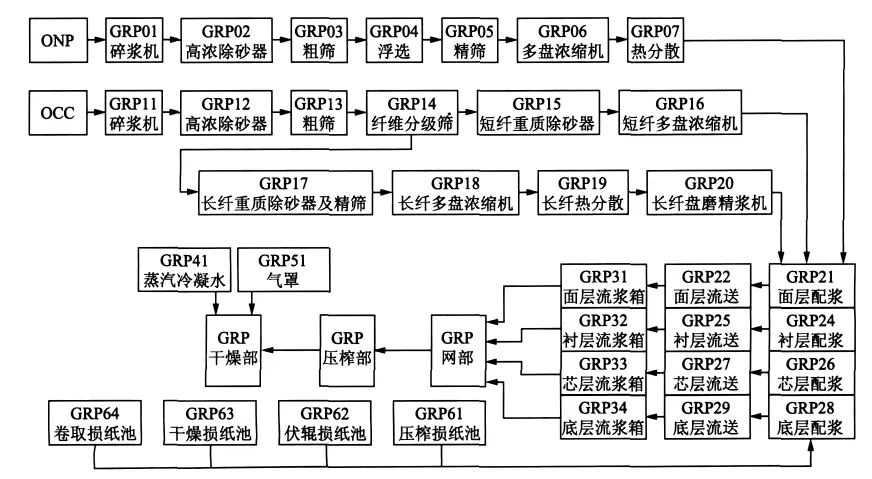
图2 生产流程及操作组
2 系统实用性
800xA是一款内涵丰富、外延广阔的自动化系统,它源于ABB公司的常规DCS系统,逐步发展为扩展性和集成性非常高的通用自动化系统平台。800xA包括了诸多可选的自动控制组件。根据造纸行业的通用性和本项目的具体情况,选择了一些符合当前科技发展状况并且适用性强的特性和组件,应用于强伟纸业PM1的DCS系统。
2.1 集成性
在纸机项目中,自动化系统通常包括过程控制(DCS)、纸机本体逻辑控制 (MCS)、复卷机MCS、传动控制 (Drives)系统、质量控制系统 (QCS)、纸病检测系统 (WIS)、设备自带可编程逻辑控制器(PLC)等。各个系统往往相互孤立,或者使用IO信号、总线通信等方式进行少量数据的交换,甚至数据的重复采集。
本项目中采用了800xA作为工厂主要自动化系统的基础平台,除集成了过程控制DCS的基础控制功能外,还集成了QCS和传动控制系统的信息。表象上,工厂的操作和管理人员能够在同一台计算机上浏览DCS过程画面、QCS曲线、纸机传动控制系统中全部传动点的主要状态和诊断信息。本质上,工厂DCS、QCS和传动的全部信息都使用了统一的系统平台和数据库,为全厂信息集成和管控一体化提供了便捷的实现通路。
2.2 生产过程的分组与自动化
全厂主流程按照工艺分为ONP制浆、OCC制浆、流送、流浆箱和纸机辅助系统5个工段,共35个操作组 (如图2所示),操作员通过组启动可以实现顺序开机,也可以通过对应的组停止实现相应的工艺流程的自动停机。
2.3 高效的操作性能
系统的人机接口提供个性化的操作环境,以操作员为中心,重点帮助操作人员实现便利的操作和迅速的信息访问。
操作界面分为应用栏Application Bar、显示栏Display Bar、显示区域Display area、状态栏Status Bar。
应用栏位于操作屏幕的最上部,显示系统报警列表、过程报警列表等需要固定显示的重要信息,也用于显示操作人员使用频率高的系统导航按键组等。
显示栏和显示区域用于显示操作流程画面,占据了屏幕最大的中间区域。显示区域根据工艺流程设有流程导航键和组操作键,操作员能在任意画面调取其他相关画面并随时操作对应的流程组。
流程所显示的被控对象,采用 ABB的“目标属性”结构,任一台设备和任一个控制回路均可由鼠标右键直接调取其相关的属性,比如一个阀门目标的阀位、操作状态 (手自动)、操作面板、操作记录、趋势图、报警记录等属性。
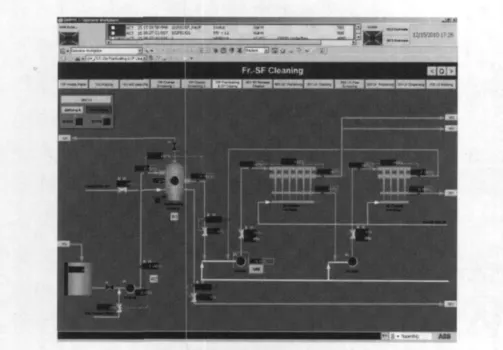
图3 操作画面
系统采用ABB的制浆造纸功能库 (PPL),PPL提供的目标显示包含了模拟量显示、数字量显示、PID回路、电机、变频器等常见应用项目。特别是其目标连锁的指示,提供了被控目标的连锁状态和连锁信息,操作员不但能浏览到目标是否在连锁状态,而且可以按照连锁信息的指导进行操作,逐条解除连锁,达到设备和流程的正常生产,减少了操作员的分析和决策时间,从而大大提高了生产效率。
为了扩展操作视野,系统配置了双屏显示,从而减少了操作员调取画面消耗的时间。
2.4 故障诊断
在系统的任何一个站点均可通过Plant Explore访问系统状态显示器,如图4所示。
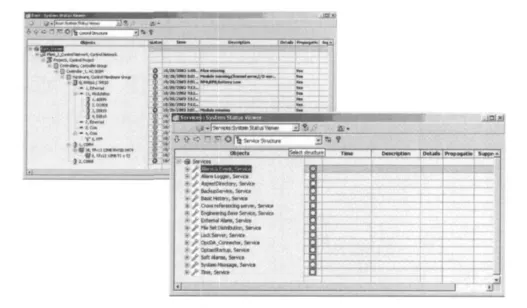
图4800 xA系统状态观测器
系统状态显示器将整个800xA系统的硬件设备和软件组建均对应映射到了图4所示的树状结构中,使用不同颜色来标识系统的状态,并在右侧提供了故障的详细描述和产生时间,方便维护工程师检查和判断故障点,减少相应的维护停机时间。
2.5 审计追踪
系统提供了安全访问和访问控制功能,允许工程师定义操作人员的访问范围和操作权限,并提供审计追踪功能。系统的软硬件组态变化、操作员的操作行为、系统设备的维护行为等均可以记录在审计日志中,而审计日志又可以通过报警列表和事件列表进行显示。
审计日志中可以包含非常详细的信息,例如:操作的日期和时间、操作产生的客户端名称和地址、操作产生的用户名、操作的类型、操作所涉及的目标名称和属性、与目标属性系统相关的其他信息。
通过Windows系统的访问设置,可以组态相关的控制权限,使得非指定用户不能访问审计日志所在属性服务器的数据库,以防止审计信息被非法纂改。
3 在工程执行过程中提升系统经济性
以上描述的DCS功能是基于ABB公司的800xA扩展自动化系统而实现的。对于强伟纸业中等规模纸机生产线而言,配备如此高端的DCS系统通常是会被认为投资大而造成浪费。而事实上,系统在项目实施过程中充分分析了系统中的各个环节,目的是对系统尽量精简,在保证系统功能的前提下节约投资,以提高投资回报率。
3.1 关于供配电
在原始设计方案上,DCS系统是一个完全隔离的系统,除两线制变送器和控制阀外,不对外输出电能。这使得现场开关阀接收到干接点信号后再串接1个24VDC电源提供动作能量,现场仪表就需额外配备1套现场220VAC/24VDC供电系统,不但成本上升,而且造成了电能及信号的流向更加复杂。为了现场信号和电能与DCS系统的隔离而额外增加了投资。
本项目生产的是石膏护面纸,工艺流程中不具有大规模易燃易爆的流程区域。ABB公司的DCS系统已经配备了足量的24VDC供电功率,且不需要进行大规模的信号隔离。经讨论分析,决定采用DCS统一提供24VDC给现场开关量设备的方式,为工厂节约了1套现场24VDC供电系统,同时减少了故障点,提高了系统的可用率。
3.2 关于中间继电器
在DCS直接驱动现场24VDC设备的同时,DCS不再使用24VDC的继电器和干触点,节约了大约500个继电器,同时节省了继电器的安装机柜和机柜所占建筑空间。每个继电器按照1W计算,在投资节省的同时,每年节电大约4000 kWh。
3.3 关于网络和通信
在项目建设初期,QCS和纸机分布传动控制系统均为单独订货,虽然均是ABB公司的系统,但为独立系统,只预留了相应的系统接口。在引入ABB公司的800xA DCS系统后,ABB公司的系统网络统一为一个整体的TCP/IP网络,由ABB公司的3个系统共用。一是完成了系统集成,二是节省了网络的重复敷设,3个系统之间的通信改走800xA的内部网络,同时还节省了系统之间的通信接口软硬件。
3.4 关于操作站
DCS系统在800xA平台上集成了QCS和传动控制系统,使得原有的系统操作站更具通用性,能够展示更多的系统信息,在某种意义上也是节约。
3.5 关于控制器
DCS配有3台AC800M控制器,QCS配有1台AC800M控制器,DCS系统和QCS系统集成后,系统原有的应用也可以集成,使得系统在保持CPU容量足够的情况下,节省出1台控制器作为备件。
4 结语
强伟纸业石膏护面纸项目DCS系统已于2010年10月安装并投入使用。该系统采用的800xA系统为国际上技术领先的、适用于大型纸机的控制系统,本文介绍的系统功能是生产过程中最实用的功能选项,可供项目工程师在项目初期设计与采购时参考。系统在项目执行过程中的部分工程细节是在现有系统基础上进一步提升系统经济性的可行性工程方法。
综上所述,本项目DCS系统属于“经济适用型”,做到了物尽其值,相关系统特性和工程方法适用于关注投资回报率的中小型企业和初次涉足大型纸机的私营企业。
[1]徐广新.企业自动化与信息化平台技术的研究与开发[C].首届全国自动化系统工程师论文大赛.电气时代2006增刊.北京:机械工业出版社,2006.
[2]金以慧.过程控制[M].北京:清华大学出版社,1999.
[3]刘承栋.800xA平台上的制浆过程控制系统设计、实施与优化[D].北京:北京工业大学,2010.
[4]钟益联.造纸机控制系统及QCS、DCS的选择[J].中国造纸,2002,21(3):65.
[5]王孟效,汤 伟,姚 鹏,等.我国浆纸自动化现状[J].中国造纸,2004,23(9):53.
[6]林曙明.整厂综合方案节省时间和资金[J].国际造纸,2003,22(2):44.
[7]周海军.DCS实现造纸厂节电的研究[J].中国造纸,2005,24(10):45.
[8]张国夫,王 颖,房自发,等.一个实用的造纸厂集散控制系统(DCS)[J].中国造纸,1997,16(5):20.
The Cost Saving DCS for a New Paper Machine
LIU Cheng-dong1,*DUAN Jing-bo2
(1.LBU Pulp& Paper,ABB(China)Co.,Ltd.,Beijing,100015;2.Shanxi Qiangwei Paper Co.,Ltd.,Shouyang ,Shanxi Province,045400)
(*E-mail:chengdong.liu@tom.com)
800xA was selected to be the DCS of a new paper machine and also the platform for the overall automation systems of the whole mill.The practicability of the system was guaranteed by the software function.Through simplifying and optimizing the high end components of the system,analyzing the cost saving items in design and implementation,the ROI(Rate of Return of Investment)was significantly improved.
distributed control system;cost saving.
TS736
B
0254-508X(2011)07-0048-04
刘承栋先生,高级工程师;主要研究方向:集散控制系统的工程应用,智能控制理论、方法的研究与实现。
2011-03-25(修改稿)
(责任编辑:常 青)
猜你喜欢
生活用纸(2022年12期)2022-12-11 09:10:58
中国造纸(2022年8期)2022-11-24 09:43:58
军事文摘(2022年13期)2022-08-27 01:26:36
当代旅游(2019年3期)2019-09-19 13:05:05
自动化学报(2017年11期)2017-04-04 02:52:30
生活用纸(2017年3期)2017-03-24 07:55:00
华东纸业(2016年2期)2017-01-19 07:37:31
华东纸业(2016年5期)2016-11-23 08:08:00
中国林业产业(2016年5期)2016-04-03 00:33:08
党员电教与远程教育(2016年3期)2016-03-19 16:46:56
