
微反应器制备无机材料的应用进展*
2011-11-09 14:20曹寅,杨晖
无机盐工业 2011年5期
曹 寅,杨 晖
(南京工业大学材料科学与工程学院,江苏南京 210009)
微反应器制备无机材料的应用进展*
曹 寅,杨 晖
(南京工业大学材料科学与工程学院,江苏南京 210009)
简述了微反应器近些年的发展及微反应器的定义、分类和优点。综述了微反应器在制备无机颗粒材料方面的研究进展,介绍了制备过程中一些可控因素对产物的影响,着重介绍了某些微反应器与间歇反应器在制备无机颗粒材料方面的差异,总结了微反应器在合成材料上的优势,并且对微反应器在无极颗粒材料合成中的应用前景做了展望。
微反应器;微通道;无机材料
目前,中国化学工业仍然存在着设备庞大、能耗高、污染重、资源浪费、效率低等诸多问题,是当今化学化工研究者和生产者亟待突破的重大课题。微机电系统(MEMS)的发展,使“微型化”观念渗透到人类生活和工作的各个领域,并成为科学技术发展的重要方向。微化工技术是集微机电系统设计思想和化学化工基本原理于一体,并移植集成电路和微传感器制造技术的一种高新技术,它着重研究特征尺度在数百微米和数百毫秒以内的微型设备和并行分布系统中的过程特征与规律[1-2]。由于特征尺度的微型化,微化工技术的应用能有效增强化工过程的安全性,实现过程强化和化工系统小型化,提高能源利用率,达到节能降耗的目的。微化工技术在国外发展很快,近年来更受到全球化工界越来越多的关注。微反应器作为现代微型化工系统研究的一个主要方向,在过去的 10~15 a里发展也尤为迅速[3]。中国近年来也有大量关于微反应器技术的研究报道[4-7],但是目前中国的微反应器技术还处于萌芽时期,系统研究较少。
1 微反应器
微反应器最初是指一种用于催化剂评价和动力学研究的小型管式反应器,然而随着原本用于电路集成的微制造技术逐渐推广应用于各个化学领域,此时的微反应器则指一种借助于特殊加工技术以固体机制制造的可用于进行化学反应的三维结构元件[4-5]。微反应器内部结构如流体通道,其特征尺寸介于微米和毫米之间,因此微反应器又称作微通道反应器。
1.1 微反应器分类
对应于不同相态的反应过程,微反应器可分为气固相催化微反应器、液液相微反应器、气液相微反应器和气液固三相催化微反应器等。根据输入能量的不同,微反应器可分为非动力式微混合器和动力式微混合器。非动力微混合利用泵送作用或者流体静力学潜能产生的流动能来进行混合,主要包括 Y型流体结构微混合器、多薄层流体结构微混合器、分隔 -重组流体结构微混合器、混沌流体结构微混合器等;由外部的能量输入诱导循环来实现的混合称为动力型微混合,如声波流体振动微混合、电浸润诱导液滴振动微混合、超声波/压电膜作用微混合等。按其混合机理[8],微混合器一般分为层流扩散混合器和对流紊乱混合器,层流扩散混合器主要借助于微流体分成大量互相交叉的子流束间的分子扩散来混合,而对流紊乱混合器主要借助于对流来提高流体间的混乱度从而提高混合效率。
1.2 微反应器优点
微反应的几何特性、传递特性和宏观流动特性[5]决定了它应用于化学和化工领域时,有着常规反应器无法比拟的优越性,微反应器的优势主要表现为[4-7,9]:
1)反应温度易于控制 微反应器内部多为并联的微米级管道,不仅增加了温度梯度,而且使反应器有极大的比表面积,这决定了微反应器拥有极大的换热效率,这样即使是反应速率非常快,放热效应非常强的化学反应,也可以及时排出热量,保证反应温度维持在一定范围内;同时由于微反应器传热性好[11],使得反应时间非常短,对温度分布变化可以做瞬时的响应,从而非常有利于温度控制[5]。
2)反应器体积减小 微反应器中微通道几乎完全符合平推流模型。对于微混合反应器来说,扩散混合时间Tm=d2/D[11](其中d为横向扩散距离,D为扩散系数)。混合时间与扩散距离的平方成正比,减小通道尺寸将大大缩短扩散混合时间,使得反应物在毫秒级内完全混合。对于传质控制等类型的化学反应,微混合器总体积减小,却可达到更好的混合效果。
3)容易工业放大生产 利用微反应器扩大生产时,不需要将反应器尺寸放大,而是并行增加微反应器的数量即可;对整个系统进行优化时,只需对单个的微反应器进行模拟和分析即可,从而缩短了产品从实验室小规模到市场大规模转化的时间。
4)安全性和可操作性提高 由于微反应器混热效率高,即使反应过程中放出大量热量,也能及时排出,很大程度地减少了安全事故发生的可能性;而对于一些危险的化学反应,微反应器中停留的化学品含量非常少,即使失控其危害程度也非常有限。
2 微反应器制备无机材料
微通道反应器制备颗粒材料主要是合成无机[12-18]、半导体[19-20]及聚合物微粒[21-22]。其中,传统的无机颗粒材料的制备一般用固相法或液相法,固相法制备无机材料虽然工艺简单,易放大生产,但过程不易控制,难以制得高性能的材料;液相法制备的无机材料颗粒比较均匀,过程易控制,综合性能相对较好,但其放大生产较困难,实验中的工艺条件在放大过程中不能直接采用。因此利用微反应器过程易控制、容易放大生产等优点来制备无机材料,是无机材料制备的一个新发展方向。
2.1 微反应器制备纳米贵金属
胶体贵金属颗粒作为催化剂颇具潜力,同样也能应用于分析表面增强拉曼光谱、比色基因检测、纳米颗粒增强芯片毛细管电泳、分子交互作用光学检测。然而,量子尺寸效应和颗粒特征决定着金属颗粒的物理性能,因此对颗粒物理尺寸、形貌和粒径分布的控制在合成过程中十分重要。但是,大部分常规反应器合成的金属颗粒产品都有较宽的粒径分布,所以微反应器凭借其有效混合及合成过程中温度、浓度和传质的均匀性可以用来合成贵金属颗粒。目前,结合微反应器技术制备的胶体金属颗粒主要是纳米金[12]和纳米银[13]颗粒。
J.Wagner等[12]用二水合柠檬酸钠、三水合氯金酸、抗坏血酸和聚乙烯吡咯烷酮作为原料,在 178~700μm宽、160μm深的片基扩散微反应器中,以μL/min级的流速,先制备粒径为 12 nm的籽晶颗粒,再通过生长连续合成了粒径为 15~24 nm的纳米金颗粒。合成的颗粒平均粒径的最小标准偏差为13%,是常规方法的 1/2。微反应器还用来研究纳米金胶体的成核和长大过程,研究发现,粒径分布随反应物的流速、浓度比和反应物添加顺序而变化。流速降低时平均颗粒半径增加;籽晶的浓度等于或低于 Au3+浓度时才能观察到颗粒长大,二者浓度接近一致时颗粒生长最好;聚乙烯吡咯烷酮用来作金颗粒的稳定剂,否则胶体溶液将不稳定,并且在 7 d内分解。
Z.Xue等[13]将五氟丙酸银作为单一相前驱物和表面活性剂三辛胺溶于异戊醚,用注射器注入内径为 0.84 mm、长为 20 cm的不锈钢微通道反应器内,微反应器在油浴中加热到 100~140℃,制备出粒径为 3~12 nm的纳米银颗粒。通过调节反应物的配比、温度及停留时间,可以制得不同粒径及粒径分布的纳米银颗粒。实验还发现,增大三辛胺浓度对纳米银的粒径分布无明显影响,说明它不能有效稳定纳米银颗粒。
2.2 SFTR装置制备无机盐颗粒
间断流管式反应器 (SFTR)最早出现于 1996年,其装置[14]如图 1所示,两股流体在微混合器中快速均匀混合,随后在流经分段器时被另一种与反应液互不相溶的流体间隔开来,形成多个连续的微小的液泡,犹如一个个独立的微型反应器。
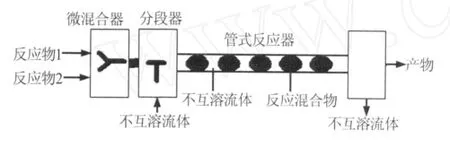
图1 间断流管式反应器示意图
在 SFTR中,晶体颗粒的形成和生长条件可以精确控制,每一个微反应器在整个过程中与外部的热量交换、停留时间都是完全相同的,并且由于微反应器本身体积微小,其包含的反应液始终处在均匀混合状态,因此最后所形成的晶体颗粒的特性几乎一致。目前已经报道的用 SFTR制备的无机颗粒材料主要有钛酸钡、草酸镍锰、碳酸钙和草酸钙。图 2为 SFTR制备的草酸镍锰颗粒与间歇反应器制备的草酸镍锰的 SEM照片[14]。从图 2可以看出,用SFTR制备的颗粒粒径分布窄、大小均匀,说明 SFTR中的反应条件是可控且一致的。将 2种方法制备的产物在空气气氛下、720℃热处理后得到氧化镍锰,两种氧化物粉末的特性如表 1所示。从表 1中可以发现,SFTR制备的材料平均粒径小、跨度小、材料密度也有相应的提高,这些优势对于制备一些需要提高振实密度、颗粒尺寸均一的无机材料而言是非常有利的。进一步研究表明,SFTR反应器连续反应20 h制备的草酸镍锰产物性质仍然稳定,这也为大批量连续生产提供了依据。
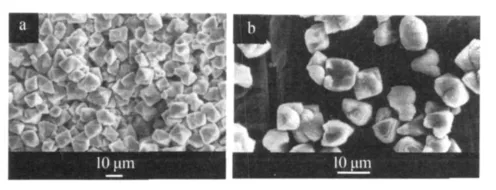
图2 不同装置制备的草酸镍锰颗粒 SEM照片
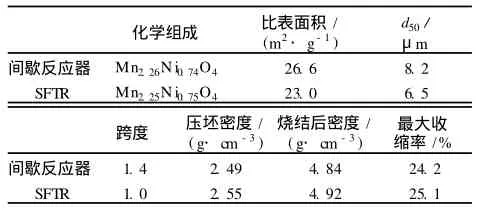
表1 间歇反应器和 SFTR中合成的氧化镍锰的粉末特性
2.3 微反应器制备硅胶颗粒
S.A.Khan等[15-16]以正硅酸乙酯、氨水和乙醇为原料,将其通入聚二甲基硅氧烷制造的微反应器中制备了粒径为 164~540μm的胶体二氧化硅颗粒,并与间歇式反应器所得产品做了比较。通过改善进料方式,发现采用 4路混合进料的分段流微通道反应器 (图 3),停留时间为 14 min时的产物平均粒径为540 nm,粒径标准偏差σ为4.5%,获得了较间歇式反应器更优的结果。
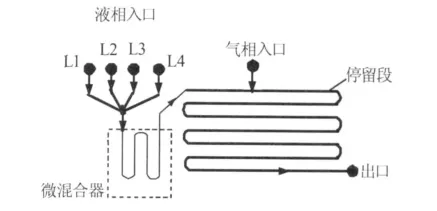
图3 4路混合进料的分段流微通道反应器示意图
2.4 微反应器制备其他无机颗粒
赵华等[17]采用微反应器技术对以硫酸钠和氯化钡为原料制备纳米硫酸钡的工艺进行了研究,考察了反应物浓度、流量、反应温度对产品颗粒粒径的影响,并与常规反应器进行了比较。实验结果表明,反应物浓度和流量越大、反应温度越低,制得的硫酸钡粒径就越小。温度低于60℃时,平均粒径随反应温度的变化趋势减缓;反应物浓度为 0.9 mol/L、流量为 10 L/h、室温条件下制备的硫酸钡颗粒平均粒径为 32 nm,并且粒径分布窄,形貌为椭球状。釜式搅拌反应器制得的硫酸钡颗粒粒径比微反应器制得的大5~7倍。
微反应器还可用来连续合成沸石颗粒。Ju Jingxi等[18]首次用不锈钢微反应器连续水热合成了NaA沸石,所需的停留时间仅为 7.5~13.3 min,只有间歇式反应器晶化时间的 1/10,老化 50 h的合成液在 90℃下制备的NaA颗粒平均粒径也从589 nm减小到 426 nm。在 90℃和 100℃时,利用内径为0.75 mm的微通道反应器制备NaA沸石过程中,合成液的老化是避免微通道反应器堵塞的关键步骤。延长合成液的老化时间可在更短的停留时间内获得更小的平均粒径和更窄的粒径分布。提高晶化温度会导致NaA沸石粒径变大,粒径分布变窄,这可能是微反应器中极快的热导速率和自发形成的分段流流型造成的。因此,通过改变合成液的老化时间、停留时间和结晶温度,可以得到不同粒径和粒径分布的NaA沸石颗粒。
3 展望
近几年,微反应器在制备无机颗粒材料的研究方面取得了很多成果,具有很大的潜力和应用前景。与常规合成无机材料的方法相比,微反应器合成无机材料易于控制和放大,通过方便、精确地调节反应参数可以得到不同形状、粒径和粒径分布的无机微粒。又由于微反应器制备的颗粒材料的一些特性,使得微反应器在制备高振实密度和粒径均一的无机材料方面有着广泛的应用前景。但是微通道的堵塞、传感器和控制器的集成等问题,使微反应器的应用受到限制,因此如何解决这些问题将是今后研究的重点。另外,已有报道[20,23]研究了在微反应器中制备颗粒材料成核和生长动力学,但是有关颗粒材料在微反应器中生成某种特定形状或形貌的条件和机理仍需要进一步探讨,值得广大研究者的关注。
[1] 陈光文,袁权.微化工技术[J].化工学报,2003,54(4):427-439.
[2] 陈光文.微化工技术研究进展[J].现代化工,2007,27(10): 8-13.
[3] ThayerA M.Harnessingmicroreactions[J].Chemical&EngineeringNews,2005,83(22):43-52.
[4] 刘娟,郑成,陈永亨.微反应器的研究与进展[J].广州化工, 2005,33(6):6-9.
[5] 郑亚峰,赵阳,辛峰.微反应器研究及展望 [J].化工进展, 2004,23(5):461-467.
[6] 骆广生,陈桂光,徐建鸿,等.微混合技术——颗粒材料制备的关键之一[J].现代化工,2004,24(7):17-19.
[7] 李斌.微反应器技术在精细化工中的应用 [J].精细化工, 2006,23(1):1-7.
[8] 张仁元,黄金,李昌明,等.基于硅结构的微混合器研究进展与应用[J].材料导报,2004,18(3):67-69.
[9] de Mello A J.Control and detection of chemical reactions in microfluidic systems[J].Nature,2006,442:394-402.
[10] Klaus Jähnisch,Volker Hessel,Holger Löwe,et al.Chemistry in Microstructured Reactors[J].Angew.Chem.Int.Ed.,2004, 43(4):406-446.
[11] Volker Hessel,Holger Löwe,Friedhelm Schonfeld.Micromixers:a review on passive and active mixing principles[J].Chemical Engineering Science,2005,60(8/9):2497-2501.
[12] WagnerJ,Kirner T,Mayer G,et al.Generation ofmetal nanoparticles in a microchannel reactor[J].Chemical Engineering Journal,2004,101(1/2/3):251-260.
[13] Xue Z,Terepka A D,Hong Y.Synthesis of silver nanoparticles in a continuous flow tubular microreactor[J].Nano Letters,2004, 4(11):2227-2232.
[14] Sophie Guillemet-Fritsch,Montaha Aoun-Habbache,Joseph Sarrias,et al.High-quality nickelmanganese oxalate powders synthesized in a new segmented flow tubular reactor[J].Solid State I onics,2004,171(1/2):135-140.
[15] Khan SA,GüntherA,SchmidtM A,et al.Microfluidic synthesis of colloidal silica[J].Langmuir,2004,20(20):8604-8611.
[16] GüntherA,Khan S A,Thalmann M,et al.Transport and reaction in microscale segmented gas-liquid flow[J].Lab on a Chip, 2004,4(4):278-286.
[17] 赵华,刘洪杰,朱建伟,等.微反应器制备纳米硫酸钡研究[J].无机盐工业,2008,40(1):29-31.
[18] Ju Jingxi,Zeng Cangfeng,Zhang Lixiong,et al.Continuous synthesis of zeoliteNaA in a microchannel reactor[J].Chemical Engineering Journal,2006,116(2):115-121.
[19] Shestopalov I,Tice J D,Is magilov R F.Multi-step synthesis of nanoparticles performed on millisecond time scale in a microfluidic droplet-based system[J].Lab on a Chip,2004,4(4):316-321.
[20] Chan EM,Mathies R A,AlicisatosA P.Size-controlled growth of CdSe nanocrystals in microfluidic reactors[J].Nano Letters, 2003,3(2):199-201.
[21] TakagiMichiya,Maki Taisuke,MiyaharaMinoru,et al.Production of titania nanoparticles by using a new microreactor assembles with same axle dual pipe[J].Chemical Engineering Journal, 2004,101(1/2/3):269-276.
[22] Suga Seiji,Nagaki Aiichiro,Yoshida Junichi.Highly selective friedel crafts monoalkylation using micromixing[J].Chemical communication,2003(3):354-355.
[23] Montaha Aoun-Habbache,Sophie Guillemet-Fritsch,Jacques Lemaître,et al.Investigation of nucleation and crystal growth kinetics of nickel manganese oxalates[J].Journal of Crystal Growth,2005,279(3/4):531-539.
Application progress of m icroreactors in synthesis of inorgan ic materi als
Cao Yin,Yang Hui
(School of M aterials Science and Engineering,Nanjing University of Technology,Nanjing210009,China)
Development in recent years,definition,classification,and advantages of microreactors were briefly introduced.Application progress ofmicroreactors in synthesis of inoganic materialswas reviewed and the influence of some controllable factors on products during the synthesis process were discussed in detail.Differences between inorganic materials prepared by certainmicroreactor and by batch reactorwere emphatically elaborated.Prospectof the application ofmicroreactors in synthesis of inorganic materialswas also forecasted.
microreactor;microchannel;inorganic materials
TQ050.421
A
1006-4990(2011)05-0007-04
国家自然科学基金(20803035);江苏省自然科学基金(BK200718)。
2010-11-17
曹寅(1986— ),女,硕士,主要研究方向为锂离子电池正极材料及微反应器在制备锂电正极材料上的应用。
联 系 人:杨晖
联系方式:yanghui@njut.edu.cn
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
石材(2020年9期)2021-01-07
中国盐业(2018年20期)2019-01-14
资源节约与环保(2018年1期)2018-02-08
环境保护与循环经济(2017年4期)2018-01-22
--先进无机材料论坛例记(Ⅰ)
中国材料进展(2016年10期)2016-12-26
山东工业技术(2016年15期)2016-12-01
中国塑料(2016年7期)2016-04-16
山东青年(2016年2期)2016-02-28
天津大学学报(自然科学与工程技术版)(2015年10期)2015-12-29
