60mm厚度6061-T6铝合金板搅拌摩擦焊接接头微观组织与力学性能
2011-10-30 07:25贺地求邬红光
材料工程 2011年9期
贺地求,罗 维,邬红光
(中南大学 现代复杂装备设计与极端制造教育部重点实验室,长沙410083)
60mm厚度6061-T6铝合金板搅拌摩擦焊接接头微观组织与力学性能
贺地求,罗 维,邬红光
(中南大学 现代复杂装备设计与极端制造教育部重点实验室,长沙410083)
采用搅拌摩擦焊接方法对6061-T6铝合金板进行了60mm双面对接焊实验,研究了搅拌摩擦焊接接头的微观组织与力学性能,结果表明:焊缝区微观组织沿厚度方向发生了不同程度的改变,焊接接头强度达到218MPa,为母材强度的70%;焊接热循环引发的金属强化相 “重固溶”和“过时效”是接头力学性能下降的重要原因,其中前进侧热机影响区为焊缝薄弱环节。
双面搅拌摩擦焊;6061-T6铝合金;微观组织;力学性能
6061-T6铝合金属 Al-Mg-Si系可热处理强化铝合金,具有中等强度、良好的塑韧性、耐腐蚀性和挤压性等优点[1]。目前对于6061-T6铝合金的焊接国内外通常采用钨极惰性气体保护焊(Tungsten Inert Gas,TIG)和熔化极惰性气体保护焊(Metal Inert Gas,MIG),但这些方法存在易产生焊接裂纹和气孔、焊接变形大、焊缝力学性能不高等问题,大厚度的铝合金焊接则更加困难[2]。与传统熔化焊相比,搅拌摩擦焊(Friction Stir Welding,FSW )不存在熔化焊时的各种缺陷,焊缝成形好,综合力学性能较高[2,3]。
近年来随着工程技术要求的提高,大厚度铝合金板在航空航天、航海以及轨道车辆等领域的应用得到广泛重视,铝合金的厚板焊接开始成为研究的重点。随着焊接厚度的增加,焊接难度越来越大,为了揭示厚板焊接的规律,本工作对60mm厚度6061-T6铝合金板进行了搅拌摩擦双道焊接工艺实验并对其焊缝成形、组织形态和力学性能进行了分析。
1 实验材料及方法
实验用材料是厚度为60mm的6061-T6(固溶+人工时效处理)铝合金板,主要化学成分如表1所示。

表1 6061-T6铝合金的化学成分(质量分数/%)Table 1 Chemical composition of 6061-T6 aluminum alloy(mass fraction/%)
搅拌摩擦焊实验在自行研制的搅拌摩擦焊试验机上进行,焊接形式为双面对接拼焊。实验用搅拌头参数:轴肩直径为34mm;搅棒直径为14mm;搅棒长度为37mm。焊接时,搅拌头高速旋转钻入待焊板材接缝,当搅拌头轴肩压实铝合金板后,沿接缝前进以完成焊接过程。焊接工艺参数:搅拌头旋转速率为1000r/min,搅拌头沿焊缝方向的焊接速率为80mm/min。成功焊接的铝合金板如图1所示。
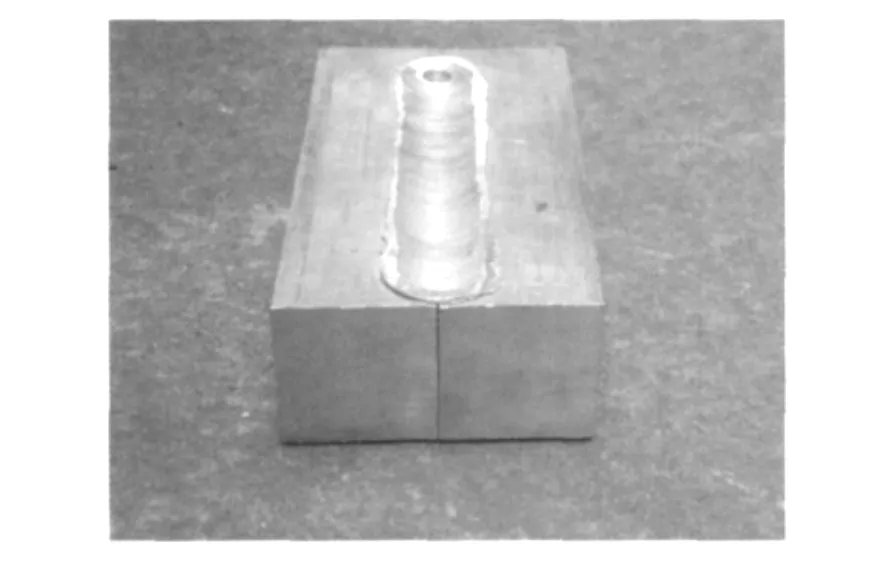
图1 60mm厚6061-T6铝合金厚板焊接Fig.1 60mm-thick 6061-T6aluminum alloy plate welds
焊接后,采用线切割沿焊缝横向截取试样,在Instron 8802型电液伺服力学试验机上进行拉伸实验;使用Model HV-10B型硬度计进行硬度测试;对试样进行研磨抛光,采用Keller试剂(3mL硝酸,6mL盐酸,6mL氢氟酸,150mL蒸馏水)腐蚀后在Leica DMI 5000M金相显微镜上观察组织形貌;将试样重新研磨抛光,采用0.5%氢氟酸作为腐蚀剂浸蚀10s[3],在JEOL JSM-6360LV型扫描电镜仪上观察组织强化相分布。
2 实验结果与分析
2.1 拉伸实验及分析
在上述焊接工艺参数下得到厚度为60mm的6061-T6铝合金厚板焊缝,力学性能如表2所示。在未经过任何焊后热处理时的平均抗拉强度达到了218MPa,断后平均伸长率达到了16.81%,为母材的70%和129%,其中母材的抗拉强度、伸长率分别为310MPa和13%。
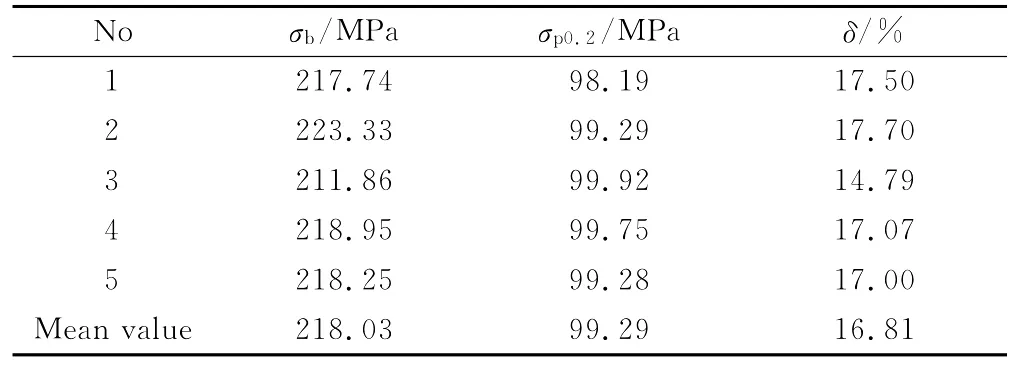
表2 6061-T6铝合金焊缝的力学拉伸实验数据Table 2 Mechanical properties of 6061-T6welds
拉伸试样断裂形貌如图2所示,断裂位置均发生在焊缝的前进侧,在试样截面可见明显双“U”字型颈缩变形。
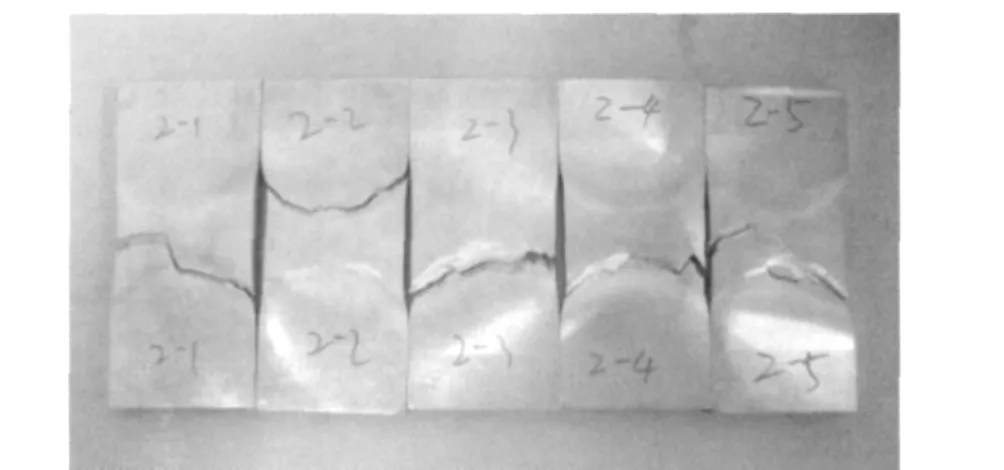
图2 拉伸试样断裂形貌Fig.2 Tensile specimens fracture morphology
图3为焊缝拉伸断口形貌,图3(a)为焊缝上部断口形貌,可以看出焊缝断口韧窝尺寸较小,而且较深,大小均匀,表现为穿晶韧性断裂特征。图3(b)为焊缝底部断口形貌,可以看出韧窝底部第二相粒子剥离后留下的微坑,第二相又硬又脆,与基体变形差别很大,它们的存在对塑性十分不利,属于包含第二相粒子的脆性与韧性的混合型断裂。
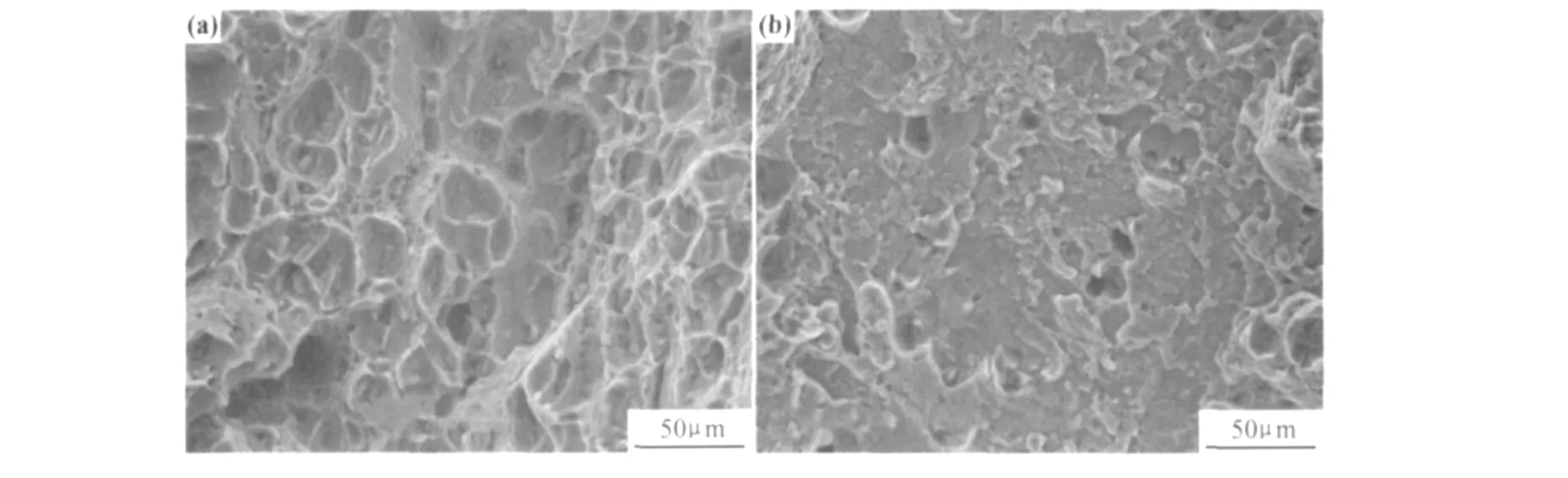
图3 焊缝拉伸断口形貌 (a)焊缝上部;(b)焊缝底部Fig.3 Tensile fracture morphologies of FSW joint(a)apex of FSW joint;(b)base of FSW joint
2.2 试样显微硬度分析
在显微硬度测试前需要对试样进行研磨和抛光,在逆光偏角度的情况下可以发现如图4所示样品截面搅拌摩擦双道焊接区与母材的明显界线,呈现上下对置的双“U”字特征,其中底部倒“U”字为第一面焊接,上部正“U”字为第二面焊接。
图4 6061-T6双道焊接截面形貌Fig.4 Section morphology of the dual-FSW thick plate welds
采用Model HV-5型硬度计测试焊缝显微硬度,加载力为3N,加载时间为15s,接头横截面显微硬度分布曲线如图5所示,硬度分布从热影响区到焊核区硬度值都出现不同程度降低,上、中、下部硬度值均呈典型“W”特征分布,且“W”形波动幅度与范围从上到下呈递减趋势。焊缝各厚度的硬度值最低点都出现在前进侧,结合图2可以发现拉伸断裂都发生在前进侧热机影响区周围,说明焊缝此区域是焊接接头强度较薄弱的位置。
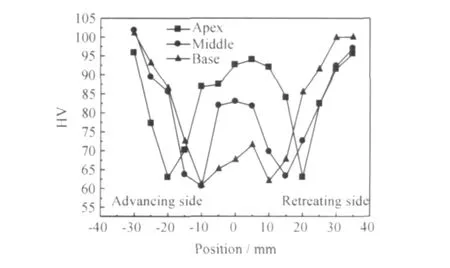
图5 焊缝显微硬度分布Fig.5 Microhardness of FSW joint
2.3 焊缝的微观组织
为了研究焊缝组织形貌和强化相分布与显微硬度的关系以及微观组织沿焊缝厚度方向的变化,如图5所示选取4处硬度值较低的位置制作微观组织试样,分别位于焊缝上部和底部的焊核区以及前进侧热机影响区。
2.3.1 金相组织观察及分析
焊缝横截面的金相组织如图6所示,图6(a)为母材(Parent Material,PM)组织金相照片,母材呈轧制状粗大晶粒;图6(b)所示热影响区(Heat Affected Zone,HAZ)组织发生一定的长大粗化,与母材没有明显区别;图6(c),(d)分别为焊缝上部和底部的焊核区(Weld Nugget Zone,WNZ),其中焊缝上部的焊核区组织晶界连续闭合,晶粒较小,焊缝底部的焊核区组织的晶界不连续,晶粒尺寸更加细小。通常认为焊核区组织在搅拌头强烈的搅拌作用以及轴肩剧烈摩擦产生的局部高温作用,造成大量晶粒破碎,破碎的晶粒发生动态再结晶,形成细小等轴晶粒。但是由于搅拌摩擦焊的特点,轴肩与搅拌头的摩擦产热机制导致焊接区域形成上热下冷的漏斗状温度分布。上部区域较底部区域能获得更高的温度,破碎的晶粒发生了充分的再结晶,而底部的晶粒由于温度偏低,破碎的晶粒往往再结晶不充分,在底部形成不连续的晶界,并且由于高温时间较短,其再结晶晶粒来不及长大,晶粒更为细小。图6(e),(f)分别为焊缝上部和底部的热机械影响区(Thermal Mechanical Affected Zone,TMAZ),位于焊核区与热影响区之间的热机影响区是一个过渡区域,由于搅拌头的搅拌作用不充分不能使呈轧制状的母材组织完全破碎,而是在搅拌力和进给力的双重作用下发生热剪切,相对母材发生较大的晶粒变形。但是该区域温度较焊核区低,发生了不完全动态再结晶,高度塑性的变形晶粒形态被保留下来[4-7],其中焊缝上部热机影响区过渡界面不明显,分析认为是由于焊缝上部温度较高,热机影响区的变形晶粒发生了较多的动态再结晶;而底部热机影响区温度较低,变形晶粒未发生动态结晶,过渡界面明显。
2.3.2 扫描电镜观察
焊缝组织强化相的形态分布如图7所示,各区域都均匀分布着两种形态的第二相,一种是白色的条形状析出物,另一种是黑色的颗粒状析出物。由于6061铝合金属于可热处理强化铝合金,Mg2Si相是Al-Mg-Si系铝合金的主要强化相,只需观察Mg2Si相的分布状况,采用能谱仪确定黑色析出相即为Al-Mg-Si系铝合金的强化相 Mg2Si,其EDS能谱曲线如图8所示。
焊缝上部和底部焊核区Mg2Si相分布如图7(a),(b)所示,可以看见焊缝底部Mg2Si相尺寸与数量较焊缝上部均有显著增加;图7(c),(d)分别为焊缝上部与底部热机影响区,可以发现与焊核区相同的分布规律,即焊缝底部较焊缝上部Mg2Si相尺寸与数量均存在不同程度的增长。
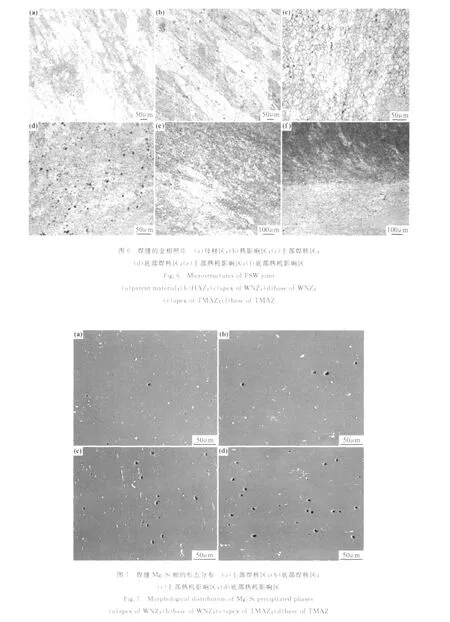
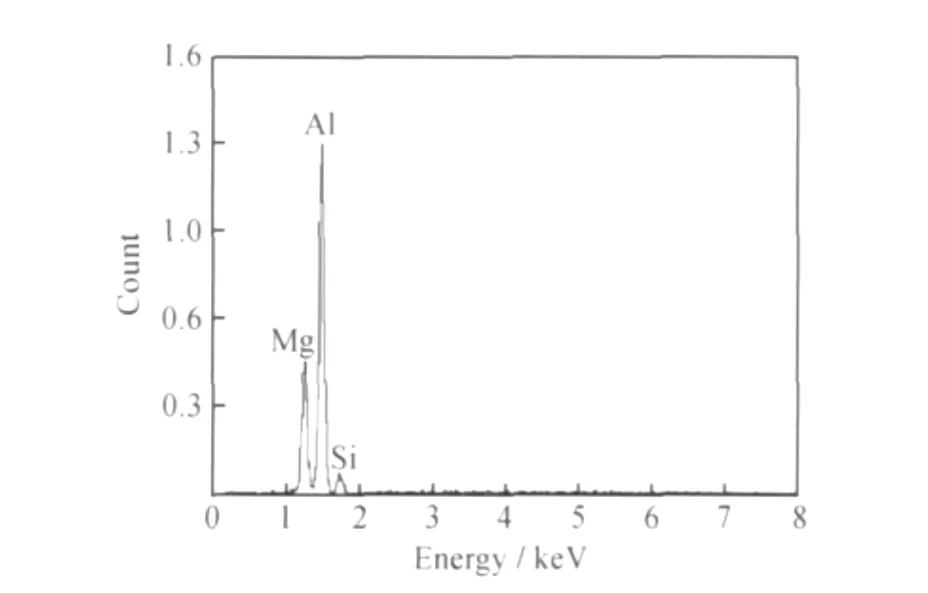
图8 黑色Mg2Si相的EDS曲线Fig.8 EDS curves of Mg2Si precipitated phases
2.4 焊缝的力学性能分析
对于6061铝合金,Mg2Si相的尺寸、形态和含量对力学性能影响很大,其一般析出过程如下:过饱和固溶体→GPⅠ区→GPⅡ区(β″针状)→β′→β[8],焊前6061-T6铝合金经过固溶时效处理后得到β″态强化相,强度达到最高值的状态[9]。焊接时温度场分布沿厚度方向存在较大差异,焊缝上部温度较高,焊缝组织较多的Mg2Si相重新溶入基体,经过自然时效又缓慢地析出β″相,称为“重固溶”;较少的 Mg2Si相在焊接热循环下聚集长大形成稳定的β相,称为“过时效”;而焊缝底部温度较低,焊缝组织较少的Mg2Si相发生了“重固溶”,较多地发生了“过时效”,因而焊缝底部较上部出现更多的大尺寸β相。由于真正起强化作用的是时效过程中析出并与基体保持共格或半共格关系的β″相,焊缝组织β″相的形态分布情况决定了焊缝的力学性能[10],经过搅拌摩擦焊接,焊缝组织的β″态 Mg2Si相形态分布发生了较大改变,力学性能也随之发生改变,结果表明焊接热循环引发的金属强化相 “重固溶”和“过时效”是导致接头力学性能下降的重要原因,改善焊接区温度分布和焊后热处理是提高焊缝强度的有效方法。
3 结论
(1)采用双面搅拌摩擦焊成功焊接了60mm 6061-T6铝合金厚板,在搅拌头转速为1000r/min,焊接速率为80mm/min时,焊缝的抗拉强度达到了218MPa,接头力学性能优良。
(2)采用搅拌摩擦焊方法焊接6061-T6铝合金厚板,焊缝区出现了较大程度的软化,上、中、下部硬度值均呈“W”特征分布,且“W”形波动幅度与范围从上到下呈递减趋势。硬度最低值与拉伸断口均处于焊缝前进侧位置,说明此位置是焊缝的最薄弱环节。
(3)焊缝组织形貌与强化相分布沿厚度方向存在较大差异,在焊缝上部的温度较高,变形晶粒经历了较多的动态再结晶过程,晶粒细小且晶界连续;Mg2Si相发生了较少的长大粗化,大尺寸Mg2Si相数量较少;焊缝底部的温度较低,变形晶粒发生了较少的动态再结晶,晶粒不完全成形晶界不连续,而大尺寸 Mg2Si相数量较多。
(4)比较焊缝显微硬度与强化相形态分布,可以发现焊缝强化相分布状况对力学性能影响较大,焊接过程中组织强化相的“重固溶”和“过时效”是导致焊缝力学性能下降的主要原因。
[1] 中国焊接学会.焊接手册:第2卷[M].北京:机械工业出版社,1992.
[2] 赵勇,付娟,张培磊,等.焊接方法对6061铝合金接头性能影响的研究[J].江苏科技大学学报,2006,20(1):91-94.
[3] 李建国,谭红艳,史子木,等.利用FE-SEM 分析 Al-Si-Mg系和Al-Mg-Si系合金中 Mg2Si沉淀相[J].中国有色金属学报,2008,18(10):1820-1824.
[4] 周鹏展,李东辉,贺地求,等.2219-T6厚板搅拌摩擦焊沿厚度方向的性能差异[J].焊接学报,2007,28(10):5-8.
[5] 周鹏展,钟掘,贺地求.LC52厚板搅拌摩擦焊组织性能分析[J].材料科学与工程学报,2006,24(3):429-435.
[6] 周鹏展,钟掘,贺地求,等.2519厚板搅拌摩擦焊接工艺组织分析[J].中南大学学报,2006,37(4):114-118.
[7] 周鹏展,李东辉,贺地求.7A52厚板搅拌摩擦焊[J].中国有色金属学报,2006,16(6):964-969.
[8] GRAZYNA MROWKA-NOWOTNIK,JAN SIENIAWSKI.Influence of heat treatment on the microstructure and mechanical properties of 6005and 6082aluminum alloys[J].Journal of Materials Processing Technology,2005,162(16):367-372.
[9] 佟建华,李炼,邓冬,等.6061-T6铝合金薄板的搅拌摩擦焊接[J].北京科技大学学报,2008,30(9):1011-1017.
[10] 胡尊艳.焊后时效对6061-T6铝合金搅拌摩擦焊接头组织和性能的影响[D].北京:北京交通大学,2008.
Microstructure and Mechanical Property Analysis on Double-sided Friction Stir Welding Joints of 60mm 6061-T6Aluminum Alloy Plate
HE Di-qiu,LUO Wei,WU Hong-guang
(Key Laboratory of Design for Modern Complex Equipment and Extreme Manufacturing(Ministry of Education),Central South University,Changsha 410083,China)
Double-sided friction stir welding was applied to connection of 6061-T6aluminum alloy plates,the microstructure and mechanical properties of the joints were investigated.The results show that the microstructure undergoes different changes in the through-thickness direction,the tensile strength of the joint reaches 218MPa,70%that of the parent material.The re-solution and over-aging of the strengthening phases caused by welding thermal cycle have a great effect on the strength degradation,and the thermal mechanical affected zone of the advancing side is the welding weakness.
double-sided friction stir welding;6061-T6aluminum alloy;microstructure;mechanical property
TG453
A
1001-4381(2011)09-0020-05
国家自然科学基金资助项目(50675228)
2010-03-10;
2011-04-12
贺地求(1964—),男,硕士,教授,从事搅拌摩擦焊工艺及机理研究,联系地址:长沙市中南大学新校区机电工程学院A座309室(410083),E-mail:hdqzzp@163.com
罗维,男,硕士研究生,联系地址:湖南省株洲市田心路1号南车株洲电力机车有限公司电气设备分公司开发部(412001),E-mail:luowei213@163.com
猜你喜欢
焊接学报(2022年6期)2022-07-13
中国典型病例大全(2022年12期)2022-05-13
建材发展导向(2021年9期)2021-07-16
中南大学学报(自然科学版)(2018年11期)2018-12-07
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年9期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
中南大学学报(自然科学版)(2012年10期)2012-09-17