浅谈8万辆涂装涂胶生产线的设计与制作
2011-10-27 03:54:22邵显明杜文强余腊凤
中国科技信息 2011年24期
邵显明 杜文强 余腊凤
南京长安汽车有限公司,江苏 南京 214200
浅谈8万辆涂装涂胶生产线的设计与制作
邵显明 杜文强 余腊凤
南京长安汽车有限公司,江苏 南京 214200
随着汽车工业的迅猛发展,汽车装饰性不断提升,车身驾驶室的焊缝、车底防锈、密封质量及性能要求越来越高,挤密封胶,喷车底涂料、贴阻尼垫等是涂装工艺中不可或缺的重要工序。涂装涂胶生产线需制作适当的室体,配备必要的照明及送风设施等系统,以适应大批量、高品质的流水线生产需求。下面以8万辆设计纲领为例,谈谈8万辆涂装涂胶生产线的设计与制作。
1 基本设计条件
1.1 产能设计参数:

表1
1.2 生产车型:

表2
2 工艺流程及工位长度测算
2.1 工艺流程:
见图1。
2.2 涂胶线工位长度测算

表3
3 新建涂胶生产线技术要求及设备配备
3.1 注胶及摆阻尼垫室:
3.1.1 注胶及置阻尼垫工位总长度为38米(阻尼垫与注胶线一致),宽度为4.5米,型钢框架结构,照度不小于800Lux。
3.1.2 工位设计8个注胶枪站,配置调压器及注胶枪,注胶枪8~12把,注胶泵选用GRACO或重庆长江产品,数量2台。
3.1.3 工位设计空调送风,风量及风速考虑如下:敞开室体(注胶,PVC室)设计送风量按800m3/h/工位,注胶10个工位,PVC2个工位,总共12个工位。注胶,PVC送风量为9600,考虑风量损失,我们适当做了少量放大。
3.1.4 工位设计高工位,便于流水槽及尾门顶部注胶。
3.2 喷PVC室:
3.2.1 喷PVC为室体结构,工位长度7米,宽度4.5米。
3.2.2 室体框架A3型钢,壁板为1.5mm镀锌板,两侧安装透明6mm的钢化玻璃,照度不小于400Lux。
3.2.3 工位设计2个喷胶枪站,对称设计,枪站安装两套调压器及2把喷胶枪,喷胶泵选用GRACO或重庆长江产品,数量1台。
3.2.4 室体内部设计送排风,顶部送风,底部排风,送排风风量按工位设计(与注胶室共同考虑),送排风安装空气过滤器。
3.3 设备配备:
3.3.1 挤胶焊缝密封胶设备配置:
压盘涂胶机(压缩比65:1):2台;
双路过滤系统:1套;
高压输送管:40~60m;
工位高压调压器:8~12套;
工位高压过滤器:8~12套(含压力表);
胶枪:8~12把;
3.3.2 喷涂PVC涂料设备配置:
压盘涂胶机(压缩比65:1):1台;
双路过滤系统:1套;
高压输送管:15~30m;
工位高压调压器: 2套;
工位高压过滤器: 2套(含压力表);
胶枪: 2把。
3.3.3 胶枪:
密封胶工位使用多把高压涂胶枪。根据挤胶的不同部位选择不同样式的胶枪,并配备不同类型的专用枪嘴,有圆枪嘴、宽胶嘴及长头嘴。

图1
4 室体非标制作
见图2~6图。
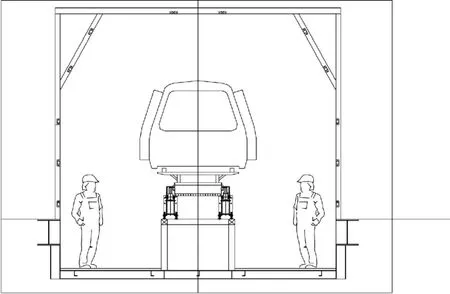
图2 室体断面图(喷PVC)

图3 室体侧面图(注胶及摆阻尼垫室)
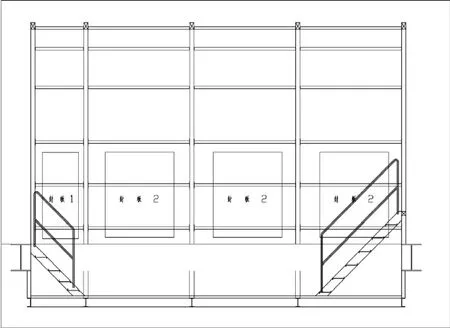
图4 照明及风管布置图
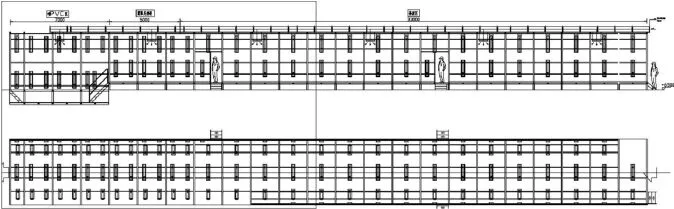
图5 照明布置图

图6 风管布置图
5 总投资费用
约70万元。
6 建设效果
涂装涂胶线投产6个月后,涂胶DPU达到了,设备利用率、生产线开动率98%,达到了双班8万辆预期要求,作业环境优良,窗明几净,投入少,成为同行业的标杆。
7 推广及利用
顺应了国家对环境保护、涂装洁净度要求以人为本的机理,项目的设计充分发挥了国内各种资源优势,应用情况良好,在今后的类似的生产线设计中具有广泛的借鉴作用,并已在集团公司内推广。
10.3969/j.issn.1001-8972.2011.24.057
猜你喜欢
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
煤气与热力(2021年4期)2021-06-09 06:17:04
航空制造技术(2020年14期)2020-09-06 07:36:40
家庭医药·快乐养生(2018年4期)2018-04-23 16:53:42
上海煤气(2018年6期)2018-03-07 01:03:20
橡胶工业(2018年2期)2018-02-16 15:59:33
益寿宝典(2018年19期)2018-01-26 21:33:09
水利建设与管理(2017年1期)2017-02-08 01:15:40