
最佳拟合运算在汽车覆盖件模具生产中的应用
2011-10-26 07:53:28河南省鹤壁天淇汽车模具有限公司石炳欣杨胜利王文英
河南科技 2011年18期
河南省鹤壁天淇汽车模具有限公司 石炳欣 杨胜利 王文英
最佳拟合运算在汽车覆盖件模具生产中的应用
河南省鹤壁天淇汽车模具有限公司 石炳欣 杨胜利 王文英
随着测量技术的发展和3D测量设备的普及,大部分3D测量软件都提供了最佳拟合运算功能,很大程度上可以通过最佳拟合运算模拟,来反映汽车覆盖件(以下简称制件)在装配情况下可能出现的问题,并能通过运算寻找出最佳的修整参数,从而缩短生产周期,提高产品质量,减少修调浪费。
一、最佳拟合运算简介
最佳拟合运算是在已有测量结果的基础上,使用一些特征元素的实测值,对测量坐标系进行最佳拟合,让这些特征元素的实测值作为迭代运算依据,来调整整体坐标系的过程。简单地说,就是认为指定元素是绝对正确的从而用这些特征元素为依据,去评判其他测量元素相对于该测量元素偏差值的运算过程。
二、最佳拟合运算及结果分析模拟
1. 主要技术要求及检测内容。笔者用一制件做简化来描述运算应用过程。需制作的制件的局部断面图如图1所示,制件名称为制件L,制件材质为DP900,属高强度板材。
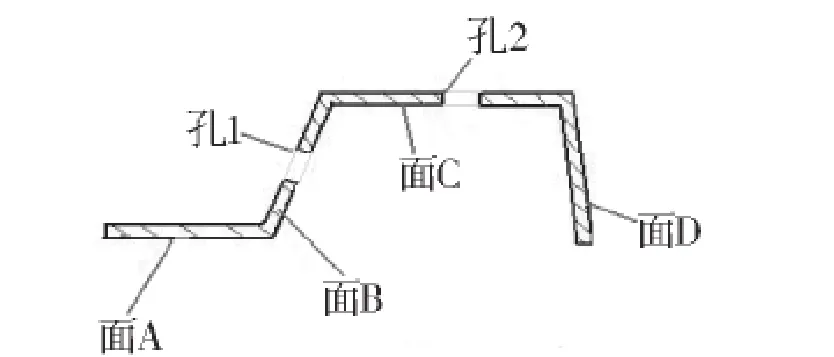
图1 制件L结构
该制件在汽车装配过程中面A需与一制件M焊接,面D需与另一制件N焊接,制件要求面轮廓度0.3mm,孔位置度孔1为0.3mm,孔2为定位孔,位置度0mm。该制件焊接顺序为先用制件L和制件N的定位孔做定位,将制件L和制件N焊接在一起,然后利用制件N的定位孔和制件M的定位孔定位将3个制件拼焊在一起,制件拼焊方法如图2所示。
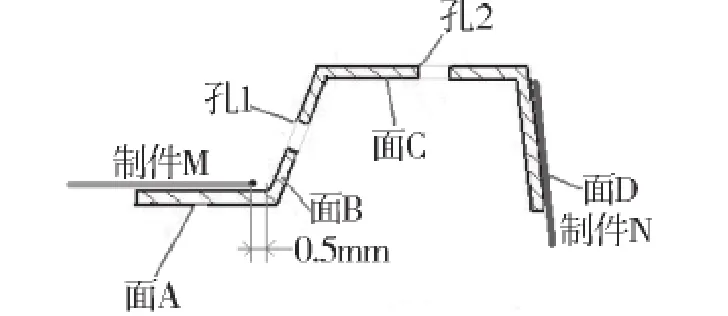
图2 制件拼焊
该制件的制作,利用了拉延模、修边模和翻边模,成型过程为先将面A、面B、面C通过拉延成型,孔1、孔2和其他轮廓通过修边模成型,面D通过最后的翻边模成型。因材料性能及模具成型问题,制件出现了立面回弹,且孔1也偏离了理论位置,经测量,制件实际状况如图3所示。
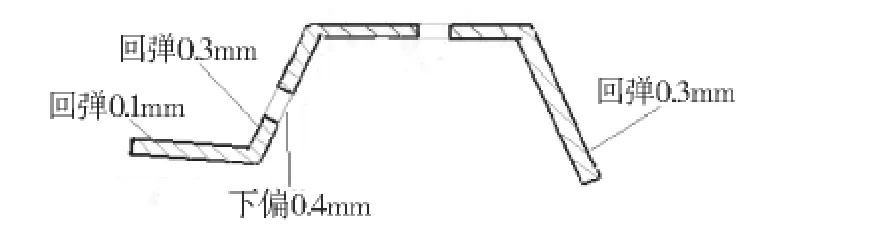
图3 实际制件
2. 检测结果分析及问题判断。从检测结果分析,制件孔1超差,面B和D的偏差均在要求范围内,制件的面轮廓度精度符合厂家要求,但因偏差均达到了最大值,在装车过程中是否会出现干涉无法判断(以上各图为极度简化图,实际制件形状十分复杂,由数百曲面构成,且与坐标轴不垂直,靠检测数据无法判断面D的变化会对面A造成多大的变化),所以只能通过最佳拟合运算来模拟可能发生的焊接问题。
制件的焊接顺序为先把制件L和制件N进行焊接,焊接时,用制件N和制件L的定位孔做定位来固定两制件进行焊接,焊接完成后,将利用制件N的定位孔和制件M的定位孔来固定制件焊接制件M和制件L。由此可以判断,在制件L和制件M焊接时,使用的基准实际为制件N的基准,而制件N的基准传递到制件L上时,实际的焊接基准成了面D。
所以,可以借助最佳拟合运算来推断焊接时可能出现的问题。首先,在面D上均匀地取若干点,然后用这些点来建立最佳拟合坐标系,此时等于理论上把面D认定成完全正确的面。通过面D来反馈面A和B的偏差值,经运算,B底部的点的最大偏差为0.59mm,面A的偏差也增加到了0.18mm,因图纸设计的制件M与面B的距离只有0.5mm,所以经过运算可以发现,该制件可能会出现焊接干涉。
3. 最小修整量判断。可能发生焊接干涉,就需要进行修整。要想把面A和面D修整到0位显然是不现实的,这需要投入太多的精力和时间,且经过多次修整也未必能达到效果, 说不定还会因为过多的改动了一个地方,而造成制件的其他部分发生变化,从而使整个制件发生变形。为此,需要确认出一个最小修整量,只要保证了该修整值就可以使制件在焊接过程中不出现问题,实际生产中对这样小的修整量就容易实现了。
4. 孔位偏移的最佳拟合运算解决。解决了面的修整问题,剩下还有一个不合格项,那就是孔1的位置超差了。处理孔1有两个麻烦问题:一是经过淬火,模具的硬度变得非常高,一般的刀具无法再对模具进行加工了;二是孔在斜面上,冲孔模具需要改换的位置值较难确定,如果没有最佳拟合运算的介入,传统的手工测量想确定孔位在直角坐标系下的位置比较困难。成型孔1的冲孔模具由四个镶块组成,镶块分布状态如图4所示。
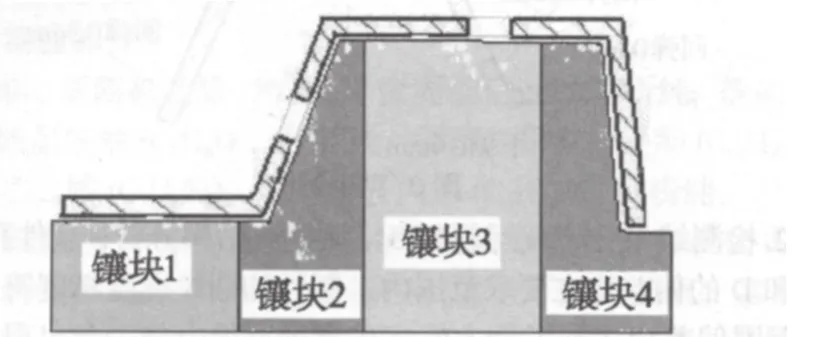
图 4 镶块分布
按照传统的修整方式,需要将镶块2整体拆下报废,然后重新投一新镶块进行加工,再利用测量出的孔偏移值向反方向走一个补偿值重新冲孔。因为孔1在斜面上,制件又有回弹,所以反方向走的补偿值确定相当困难,需要有经验的师傅根据各个测量值来做经验分析才能确定补偿值,而且因人为因素较多,重新加工的成功率也不高,所以最佳拟合运算为解决该问题提供了一个新的方法。在车身坐标系下测量完该孔后,人为地按一定数值拟合Z向值,然后在新的坐标系下评定孔位置,Z值上抬与孔位置度的变化见表1。

表 1 Z值上抬与孔位置度的变化关系
通过推断模拟,可以产生两种修整方法。
一是报废原先的镶块2,重新采购镶块并加工冲孔位置,按照最佳拟合运算结果将原先的理论孔位上移0.5mm进行加工,这样可以使冲孔模具冲出正确的孔位。
二是通过对比表中数值,笔者发现,当坐标系上移量达到0.2mm时,加工出的制件就合格了,所以可以不报废镶块2,直接在镶块2下面添加0.2mm厚的垫片,让模具冲孔位置上移,然后用砂轮机磨掉镶块2上因加垫造成的凸起部分,就可以在最短的时间快速地修整出合格制件的模具了。
三、结论
随着汽车工业的发展,短周期、高质量已经成为发展的主流,而汽车模具的生产直接关系汽车的开发周期,为缩短周期,就必须采取新的检测运算手段提前分析、修正可能发生的问题,充分利用测量机和测量算法的强大功能,做好数据反馈,让测量发挥出独到的作用。
猜你喜欢
金属热处理(2022年2期)2022-03-16 07:00:42
模具制造(2021年8期)2021-10-20 06:26:54
金属加工(冷加工)(2021年8期)2021-08-26 06:43:34
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2018年12期)2018-12-23 02:41:16
制造技术与机床(2018年10期)2018-10-13 06:36:40
制造技术与机床(2017年12期)2017-02-02 07:04:38
工业设计(2016年1期)2016-05-04 03:59:29
中国塑料(2014年8期)2014-10-17 03:05:16
断块油气田(2012年6期)2012-03-25 09:54:03
