
序贯设计优化佛手瓜汁生产细菌纤维素工艺
2011-10-13 08:07李家洲肖玉平黄荣林
食品科学 2011年6期
李家洲,肖玉平,黄荣林,赵 鑫
(广东轻工职业技术学院食品与生物工程系,广东 广州 510300)
序贯设计优化佛手瓜汁生产细菌纤维素工艺
李家洲,肖玉平,黄荣林,赵 鑫
(广东轻工职业技术学院食品与生物工程系,广东 广州 510300)
在以佛手瓜汁为原料利用木醋杆菌(Acetobacter xylinus)发酵生产细菌纤维素的过程中,利用Plackett-Burman分部析因试验设计确定出蔗糖质量浓度和pH值对产量具有显著影响,再利用最速爬坡试验确定出这两个因素的中心点,最后以中心点进行中心组合试验设计,建立试验空间下的模型,优化出最佳的因素水平为温度28℃、(NH4)2SO4质量浓度0.3g/100mL、佛手瓜汁用量(体积分数)100%、蔗糖质量浓度6.54g/100mL、pH4.19。在最优条件下可得最大干基产量为4.18g/L。
佛手瓜汁;细菌纤维素;序贯设计
佛手瓜(Chayotes,Sechium edule),葫芦科佛手瓜属栽培种,又名隼人瓜、菜肴梨、合掌瓜、拳头瓜等,多年生攀缘性草本植物。原产墨西哥和中美洲,18世纪传入欧洲,后传入东南亚,20世纪初自缅甸传入我国南方地区,在我国江南地区种植,尤以广东、广西、福建、浙江、云南等省最为广泛,并逐渐传入我国北方作一年生蔬菜栽培。果实有绿皮与白皮两种品系,果肉白色,梨形,有5条纵沟,质量200~300g。佛手瓜性喜温暖、肥沃、湿润与保水土壤,不耐涝,能耐高温。佛手瓜生产旺盛,果实产量极高。单株覆盖面积达60~80m2,每株年产果300~500个,亩产可达3000~4000kg。佛手瓜生长迅速、产量高、营养丰富,但由于其口感一般,故其价格一直较低,限制了佛手瓜的推广。对佛手瓜进行深加工,延长产业链,增加附加值,是必由之途。近年来,针对佛手瓜深加工研究不断。佛手瓜可开发成酸奶[1]、膳食纤维素[2]、果脯[3]、蔬菜酒[4]、果酱[5]及腌制品[6]等。
1866年,英国科学家Brown首次报道木醋杆菌可合成细菌纤维素(bacterial cellulose,BC)[7]。后经研究证实,除了醋酸杆菌属外,能产细菌纤维素的菌种还包括根瘤菌属、八叠球菌属、假单胞菌属、土壤杆菌属等[8]。细菌纤维素是葡萄糖以β-1,4糖苷键连接成的高分子聚合物[9]。细菌纤维素具有许多植物纤维素无可比拟的优点,故具有广泛的用途。例如,食品行业中用作加工椰果的原料[10]、造纸行业用于生产特种功能纸[11]、环保行业用作重金属吸附材料[12-13]、生物医学材料[14-15]、酶与细胞支撑材料[16]、化妆品中的保水材料等。目前,细菌纤维素的生产主要以椰子汁为原料。众所周知,椰子由于受种植区域的局限,其来源十分有限,原料成本相对较高。利用佛手瓜汁富含营养成分的特点,用作工业发酵培养基生产高附加值的细菌纤维素,既是另一种佛手瓜深加工研究方向,也可拓宽细菌纤维素生产的原料渠道。
1 材料与方法
1.1 材料与试剂
绿皮佛手瓜,购自广州市菜市场。
木醋杆菌(Acetobacter xylinus),本实验室保存。
酵母膏、细菌学蛋白胨 广东环凯微生物科技有限公司;葡萄糖、KH2PO4、柠檬酸、NaCl、蔗糖、硫酸铵(均为分析纯) 广州化学试剂厂。
1.2 培养基
佛手瓜汁制备:新鲜佛手瓜用榨汁机粉碎,煮沸破坏叶绿素,然后过滤去除滤渣,收集滤液备用。种子培养基:葡萄糖2g/100mL、酵母膏0.5g/100mL、蛋白胨0.5g/100mL、KH2PO40.1g/100mL、柠檬酸0.1g/100mL、自然pH值、110℃灭菌30min;用作斜面时加琼脂2g/100mL。发酵培养基:新鲜制备的佛手瓜汁1L、蔗糖4g/100mL、硫酸铵0.3g/100mL、KH2PO40.1g/100mL、NaCl 0.2g/100mL、pH4.0~5.0,分装组织培养瓶,每个100mL,121℃灭菌15min。
1.3 方法
1.3.1 种子培养
将经斜面活化的木醋杆菌接种于液体种子培养基150r/min振荡培养,于30℃培养16h。
1.3.2 发酵培养条件
在我国经济发展过程中,土地发挥着巨大作用,工业发展或第三产业发展都离不开土地,对于很多农民来说,土地使用权被交易意味着维持基本生存的方式丧失,在加重他们基本生活困境的同时,造成他们对国家的信任大幅度降低。基于这种情况,国家开始对占用土地的农民进行经济补偿。随着国家对农民土地征收并给予经济补偿的现象增多,商家在发展经济的同时也着眼于对农民土地的使用上,这种现象在经济诱导下日趋严重,大量农民因此获得一时的经济来源,随着时间的推移,造成长久生存发展上的危机。针对此问题,国家应加强控制,通过政策以及具体管理措施来改善。
接种量为体积分数10%,30℃静置培养8d,收集纤维素膜分析。
1.3.3 试验设计和统计分析
采用序贯试验设计原理,将温度、蔗糖质量浓度、佛手瓜汁用量、pH值、硫酸铵质量浓度、KH2PO4质量浓度6个参数进行分部析因设计,筛选对细菌纤维素有显著影响的因素并初步考察各因素间的相互关系。利用爬坡设计寻找合适的试验空间。最后再利用中心组合设计来确定在试验空间内的最大或最小响应点(即相应因素的最佳取值)。试验设计与数据分析主要应用Minitab 15设计与SAS 9.1统计分析软件[17]。
1.3.4 纤维素干质量测定
收集纤维素,置于80℃ 0.1mol/L NaOH溶液中维持2h,冷却后用0.1mol/L HCl中和,自来水充分洗涤,80℃干燥至质量恒定,称量。
2 结果与分析
2.1 分部析因设计
围绕提高以佛瓜汁为主要培养基的纤维素发酵水平,选定温度、蔗糖质量浓度、佛手瓜汁用量、p H值、硫酸铵质量浓度、KH2PO4质量浓度6个参数进行序贯试验设计,各参数的水平选择见表1。
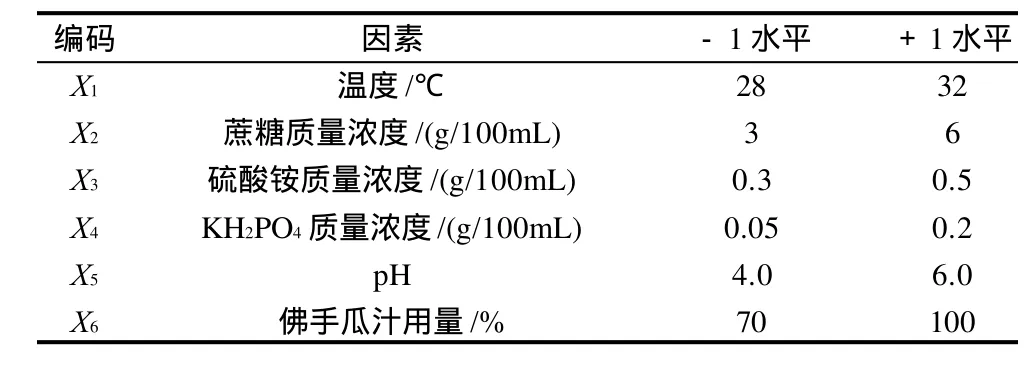
表1 分部析因设计的因素与水平Table 1 Factors and levels in fractional factorial design (FFD)

表2 Plackett-Burman试验设计与结果Table 2 Protocol and results of Plackett-Burman design
回归分析结果见表3。
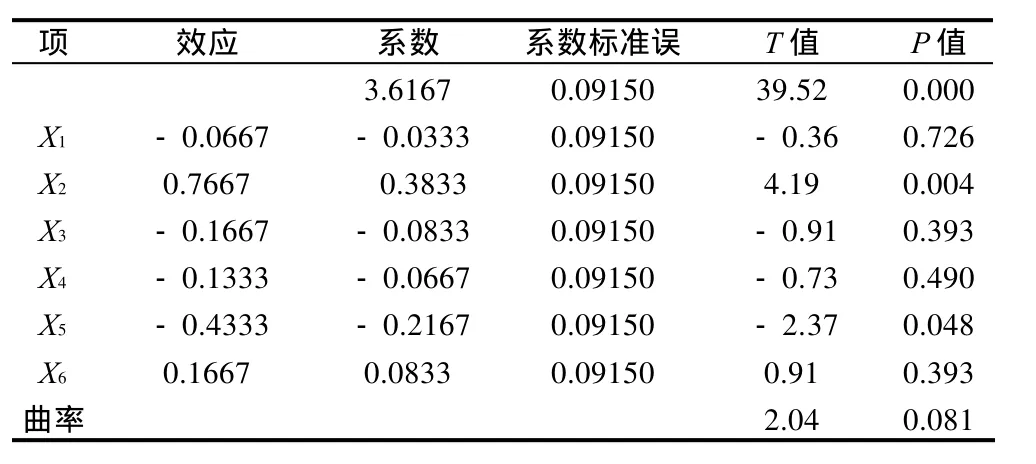
表3 Plackett-Burman试验结果的回归分析Table 3 Regression analysis of Plackett-Burman design experimental results
Plackett-Burman试验结果的回归因子主效应图见图1。
由表3和图1可知,在6个因素中,X2(蔗糖质量浓度)与X5(pH值)对细菌纤维素的产量影响最大(P<0.05)。对表2的结果进行曲率分析,显示以上设计的试验空间为一曲面,但有P=0.081>0.05,说明在该曲面内不存在极值响应点,需继续搜索。图1表明,在设定的空间内温度对纤维素的产量几乎无影响;(NH4)2SO4和KH2PO4影响呈弱的负相关;佛手瓜汁用量呈弱的正相关。根据以上试验结果,在后续优化试验过程确定温度28℃、(NH4)2SO4质量浓度0.3g/100mL、佛手瓜汁用量100%。

图1 Plackett-Burman试验结果的回归因子主效应图Fig.1 Main effects plot of each regression factor in Plackett-Burman design
2.2 最速爬坡试验
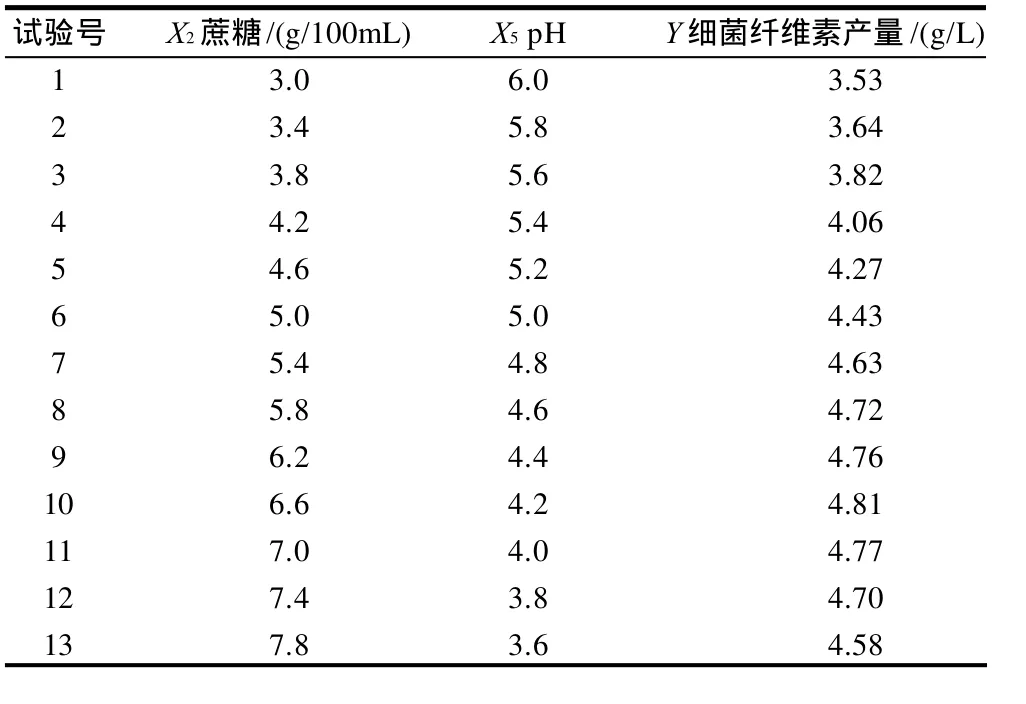
表4 最速爬坡试验设计与结果Table 4 Protocol and results of steepest ascent design
由于细菌纤维素的产量与蔗糖质量浓度呈现正相关,故确定3g/100mL为原点;pH值与产量呈现负相关的关系,故确定pH6.0为原点,进行最速爬坡试验设计,结果见表4。
由表4可以看出,试验10#(X2=6.6,X5=4.2)得到细菌纤维素的最大产量4.81g/L。该点前,自试验1#~9#,产量逐渐上升;该点之后,自试验11#~12#产量逐渐下降。故选择(X2=6.6,X5=4.2)作为中心点进行中心组合试验。
2.3 中心组合试验设计
根据分部析因试验结果,蔗糖质量浓度与pH值是影响细菌纤维素的显著性因素,故选择这两个因素进行中心组合试验设计,以寻找最优工艺条件。根据最速爬坡试验结果,(X2=6.6,X5=4.2)得到的产量最高,故选择此点为中心。考虑参数变化幅度对产量影响的显著性程度,蔗糖应选择较大的空间,pH值可选择相对较小的空间。综合分部析因与最速爬坡试验结果,选择X2(6.0,7.2)、X5(4.0,4.4)为空间,进行中心组合试验设计。试验设计及结果见表5。

表5 中心组合设计及结果Table 5 Protocol and results of central composite design
响应曲面分析表明,曲率P=0.001<0.05,因此,在试验空间内有极值响应点,其曲面图见图2。

图2 中心组合试验蔗糖质量浓度与pH值对细菌纤维素产量的影响Fig.2 Response surface plot indicating the effects of sugar concentration and pH on bacterial cellulose production
对图2的曲面进行回归分析得到回归模型为:
Y=1.96155X2+13.7502X5-0.156597X22-1.65937X52+0.0208333X2X5-30.3677
该回归模型具有非常高的显著性,其P=0.001<0.01、R2=93.44%、R2Adj=88.75%,说明该模型能拟合本试验空间中93%的试验结果。对图2中的响应曲面进行响应优化分析,可得到Y最大=4.8149g/L,其对应的因素值分别为蔗糖质量浓度(X2)为6.5400g/100mL、pH(X5)4.1857,在此条件下进行多次重复实验,均接近模型值,这证实了该模型的可靠性。
3 结论与讨论
利用序贯试验设计对木醋杆菌利用佛手瓜汁发酵生产细菌纤维素的工艺条件进行探讨。确定了较合适的发酵工艺条件:温度28℃、(NH4)2SO4质量浓度0.3g/100mL、佛手瓜汁用量100%、蔗糖质量浓度6.54g/100mL、pH4.19。在优化的试验条件下,木醋杆菌以佛手瓜汁为原料发酵生产细菌纤维素干基产量最高可达4.81g/L。结果表明,统计分析方法在优化及建立稳定的发酵工艺条件等方面是一个很好的工具,具有十分重要的作用。对受多个因素影响的发酵工艺,先利用Plackett-Burman分部析因试验设计,对各个影响因子对发酵的影响程度进行评估,找出影响显著的因子,然后利用最速爬坡试验找到显著影响因子的中心点,以此进行中心组合试验,进行曲面分析与回归,可建立工艺模型,找到试验空间中的极大值点,为建立最佳工艺条件提供依据和指导。
[1] 王晓杰, 危睛, 李双石, 等. 佛手瓜酸奶发酵工艺条件的优化筛选[J].江苏农业科学, 2009(6): 330-332.
[2] 张岩, 张友胜, 吴继军, 等. 佛手瓜水溶性膳食纤维提取及应用[J].山东食品发酵, 2008(3): 29-31.
[3] 徐莉珍, 吴婷婷, 扬启财, 等. 佛手瓜果脯真空渗糖加工工艺研究[J].农产品加工: 学刊, 2009(3): 138-141.
[4] 许晓春, 林朝朋. 佛手瓜蔬菜酒发酵工艺研究[J]. 中国酿造, 2008(3):96-98.
[5] 丁利君. 佛手凉果和果酱的研制[J]. 农产品加工: 学刊, 2005(2): 51-53.
[6] 丁利君, 陈艳, 李敏瑛. 超声波对佛手瓜果胶提取效果的影响[J]. 广州食品工业科技, 2004, 20(2): 51-52.
[7] BROWN A J. On an acetic ferment which forms cellulose[J]. Journal of the Chemical Society, 1866, 49: 172-186.
[8] 马霞, 王瑞明, 关凤梅, 等. 发酵生产细菌纤维素菌株的特点[J]. 四川食品与发酵, 2005, 41(1): 20-22.
[9] YAMANAKA S, WATANABE K, KITAMURA N, et al. The structure and mechanical properties of sheets prepared from bacterial cellulose[J].Journal of Materials Science, 1989, 24(9): 3141-3145.
[10] JAGANNATH A, KALAISELVAN A, MANJUNATHA S S, et al. The effect of pH, sucrose and ammonium sulphate concentrations on the production of bacterial cellulose (Nata-de-coco) byAcetobacter xylinum[J]. World Journal of Microbiology and Biotechnology, 2008, 24(11):2593-2599.
[11] BASTA A H, EI-SAID H. Performance of improved bacterial cellulose application in the production of functional paper[J]. Journal of Applied Microbiology, 2009, 107(6): 2098-2107.
[12] CHEN Shiyan, ZOU Yu, YAN Zhiyong, et al. Carboxymethylatedbacterial cellulose for copper and lead ion removal[J]. Journal of Hazardous Materials, 2009, 161(2/3): 1355-1359.
[13] OSHIMA T, KONDO K, OHTO K, et al. Preparation of phosphorylated bacterial cellulose as an adsorbent for metal ions[J]. Reactive and Functional Polymers, 2008, 68(1): 376-383.
[14] GRANDE C J, TORRES F G, GERMOZ C M, et al. Nanocomposites of bacterial cellulose/hydroxyapatite for biomedical applications[J]. Acta Biomaterialia, 2009, 5(5): 1605-1615.
[15] MILLON L E, GUHADOS G, WAN W. Anisotropic polyvinyl alcoholbacterial cellulose nancomposite for biomedical application[J]. Journal of Biomedical Materials Research Part B: Applied Biomaterials, 2008,86(2): 444-452.
[16] WU Shengchi, LIA Yingke. Application of bacterial cellulose pellets in enzyme immobilization[J]. Journal of Molecular Catalysis B: Enzymatic,2008, 64(3/4): 103-108.
[17] RAMIREZ J, GUTIERREZ H, GSCHAEDLER A. Optimization of astaxanthin production byPhaffia rhodozymathrough facterial design and response surface metholology[J]. Journal of Biotechnology, 2001,88(3): 259-268.
Sequential Design Optimization of Bacterial Cellulose Production byAcetobacter xylinusUsing Chayote(Sechium edule) Juice as the Basal Fermentation Medium
LI Jia-zhou,XIAO Yu-ping,HUANG Rong-lin,ZHAO Xin
(Department of Food and Bioengineering, Guangdong Industry Technical College, Guangzhou 510300, China)
Chayote (Sechium edule) Juice was used as the basal fermentation medium to prepare bacterial cellulose through the fermentation ofAcetobacter xylinus. Plackett-Burman factorial design was used to determine the effects of sugar concentration and pH on productivity of bacterial cellulose. Steepest ascent method was used to determine the central point of both factors. Central composite design was used to build the experimental model and the optimal processing conditions were fermentation temperature of 28 ℃, (NH4)2SO4 concentration of 0.3 g/100 mL,Schehium edulejuice concentration of 100 %, sugar concentration of 6.54 g/100 mL and pH 4.19. Under the optimal processing conditions, the yield of bacterial cellulose was up to 4.18 g/L (dry weight).
Schehium edulejuice;bacterial cellulose;sequential design
TS255.36
A
1002-6630(2011)06-0095-04
2010-06-04
广东省农业攻关项目(2005B20401011)
李家洲(1976—),男,副教授,博士研究生,研究方向为微生物发酵工艺。E-mail:lijiaou@gdqy.edu.cn
猜你喜欢
作文小学高年级(2021年9期)2021-10-19
纺织科技进展(2021年3期)2021-06-09
陶瓷学报(2021年1期)2021-04-13
食品研究与开发(2021年2期)2021-01-28
广西糖业(2020年3期)2020-09-25
现代园艺(2018年1期)2018-03-15
浙江工业大学学报(2017年5期)2018-01-22
现代园艺(2017年19期)2018-01-19
中国糖料(2016年1期)2016-12-01
中国果业信息(2015年11期)2015-01-23
