新立选矿厂浮选工艺的改进
2011-09-30 03:00:46王宝胜华海洋曲刚民山东黄金集团三山岛金矿山东莱州261400
中国矿山工程 2011年1期
王宝胜,华海洋,曲刚民(山东黄金集团三山岛金矿,山东 莱州 261400)
新立选矿厂浮选工艺的改进
Improvement of flotation technology of Xinli concentrator
王宝胜,华海洋,曲刚民(山东黄金集团三山岛金矿,山东 莱州 261400)
三山岛金矿新立选矿厂经过浮选工艺的改进,使浮选在保持原有指标的基础上处理能力提高了410t/d以上,提高了矿山经济效益。
高碱度;高浓度;粗颗粒;浮选工艺
三山岛金矿新立选矿厂浮选工艺原设计处理能力为1 850t/d,实际处理能力达到2 296t/d。随着高效破磨设备的更新使用,破磨能力有了大幅度的提高。但是受场地的限制,浮选流程一直没有进行相应的配套改造。另外,随着黄金市场价格的不断攀升,提高整个选矿厂的处理能力已成当务之急。为此新立选矿厂开展了高强度调浆条件下高碱度高浓度粗颗粒金浮选工艺的研究。经过近两年的试验和实践,在浮尾品位保持原有水平的情况下处理矿量提高410t/d以上,保证了破磨浮整个工艺的匹配,充分发挥了整个流程的潜力,年增加矿石处理量13.9万t以上,为企业增加了经济效益。
2 矿石性质
矿石中主要金属矿物是黄铁矿,含有少量的方铅矿、闪锌矿、黄铜矿。脉石矿物以石英、长石和绢云母为主,另有少量的碳酸盐。
金矿物主要是金银矿物。金矿物形态和嵌布状态较为复杂。金矿物形态是以边界平整、棱角鲜明的角粒状、长角粒状和针线状为主。金矿物以细粒显微金为主,粒度分布均小于0.025mm,其中70%以上小于0.010mm。99.8%的金矿物或包裹于黄铁矿中,或沿黄铁矿裂隙分布,或与黄铁矿毗连连生。粒间金占43.3%,裂隙金占25.1%,包裹金占31.6%。
矿石的多元素分析结果见表1。
3 浮选试验
浮选是采用一粗三扫一精的工艺流程。粗选采用3槽4m3和5槽8m3浮选机,一扫3槽8m3浮选机,二扫2槽8m3浮选机,三扫2槽8m3浮选机。一次精选5槽1.1m3浮选机。浮选设计处理能力1 850t/d,实际处理能力2007年全年平均高达到2 296t/d。浮选精矿品位年平均为41.2g/t,浮选尾矿品位年平均为0.117g/t,在浮原品位年平均2.47g/t的情况下浮选回收率为95.52%。浮选的控制过程指标分别为浮选浓度37%±2%,磨矿细度-0.074mm占46%~50%,pH值控制在7.5~8.5,黄药用量为59.97g/t,起泡剂用量为6.14g/t,石灰单耗为0.81kg/t。
根据近几来的生产试验、实践和流程考查发现,99.8%的金矿物与黄铁矿紧密共生,适当地降低磨矿细度浮选回收率不受影响;提高浮选浓度可以有效地延长浮选时间,提高浮选的处理能力;pH值对此类矿石的浮选效果起着相当大的作用;浮选尾矿中所流失的金属主要分布在+100目和-325目这两个粒级中。针对以上情况开展了以下试验。
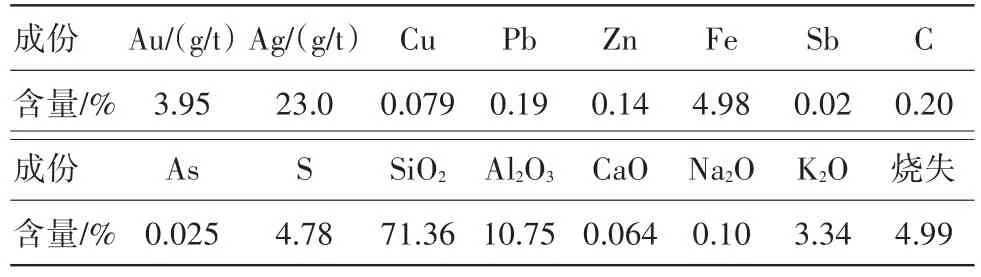
表1 矿石的多元素分析结果
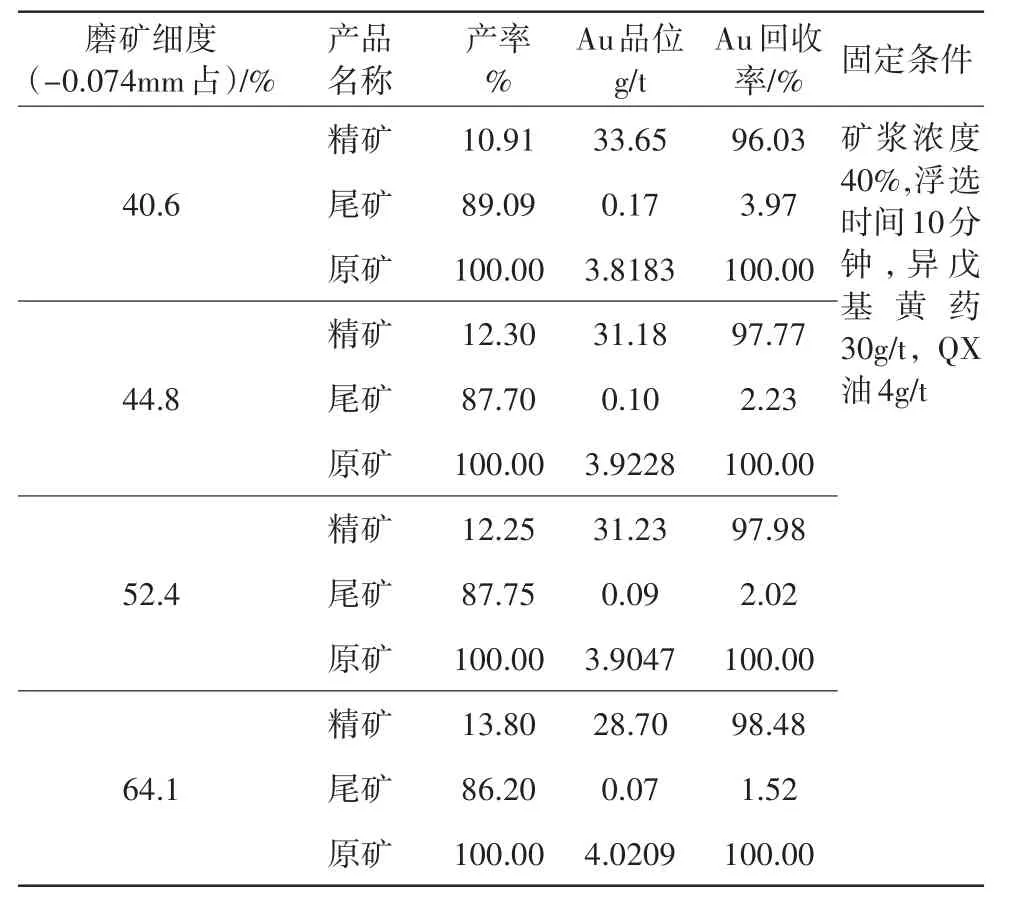
表2 磨矿细度对粗选的影响
3.1 磨矿细度对粗选影响试验
采用价廉的石灰调整矿浆pH值8.5,试验流程为一次开路粗选,黄药用量和起泡剂用量与生产实际一样,即异戊基黄药30g/t,起泡剂4g/t,磨矿浓度度40%。磨矿细度对粗选的影响结果如表2所示。
由上述试验可知:磨矿细度在-0.074mm含量为45%~64%范围内,浮选粗精矿的金品位和回收率没有明显的变化。这大概与黄铁矿单体解离度有关,当磨矿细度为-0.074mm占52%时,黄铁矿单体和富黄铁矿连生体(3/4)已达92.3%,因此,从提高处理量、选别指标和节能等方面考虑,磨矿细度选择-0.074mm占45%~50%比较合适。
3.2 浮选矿浆浓度试验
在磨矿细度为-0.074mm占48%,其他条件不变的情况下,在35%~45%浓度范围内进行了试验,结果列于表3。由表3可知,矿浆浓度在粒度较粗的情况下以40%~45%较为合适,浮尾品位不受其影响。
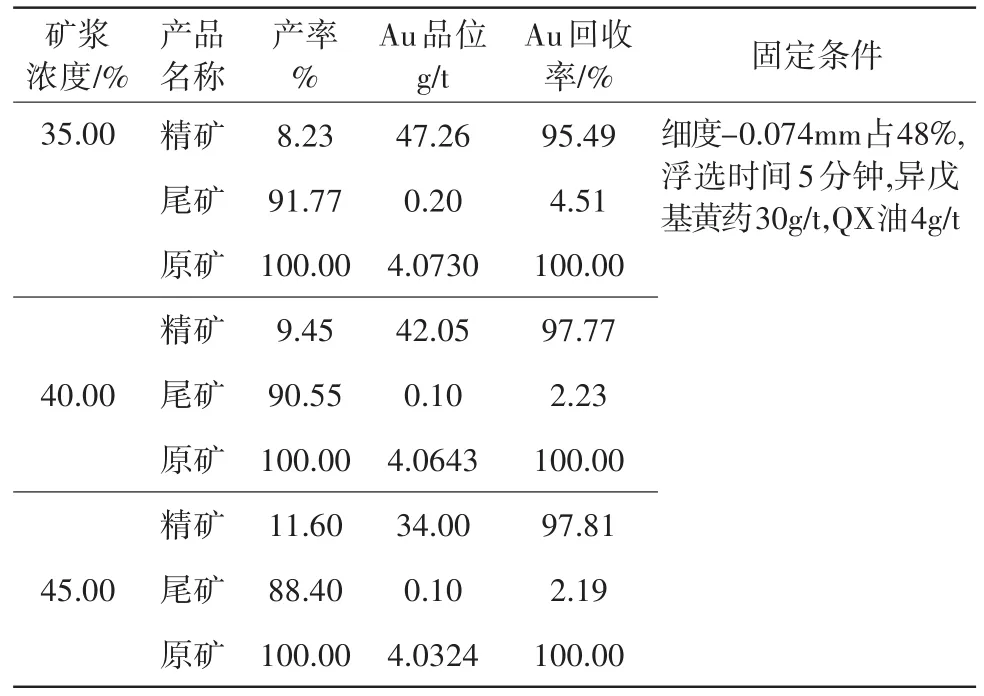
表3 矿浆浓度对粗选的影响
3.3 浮选矿浆pH试验
采用价廉的石灰调整矿浆pH值,浮选浓度取42%,磨矿细度-0.074mm占45%,其他条件不变,进行pH值试验,试验结果见表4。
在试验过程中发现在pH值低于8.5,-0.074mm含量45%,矿浆浓度42%的情况下泡沫落槽比较明显,刮板几乎刮不出产品。而在pH值为9.5的情况下泡沫层稳定,浮选操作比较正常容易。从上述试验结果来看确定pH值为9.5~10比较合适,指标与以前相同。主要原因是石灰具有絮凝作用,通过细粒和中间粒的团聚作用发生载体或者自载体浮选行为,对粗颗粒连生体和细颗粒金的回收起了关键性的作用。
3.4 开路流程试验
在粗选条件试验的基础上,采用一粗、一精、一扫流程进行开路试验,结果见表5。从表5结果看出,开路流程可获得金精矿品位43.75g/t,尾矿品位0.12g/t,金回收率93.47%的较好结果。
3.5 闭路试验
在开路试验的基础上,按现场工艺流程及药剂制度进行闭路流程试验。试验结果见表6,表6结果表明,按该流程可获得产率10.20%,金含量38.22g/t的金精矿,金回收率97.97%的满意结果。
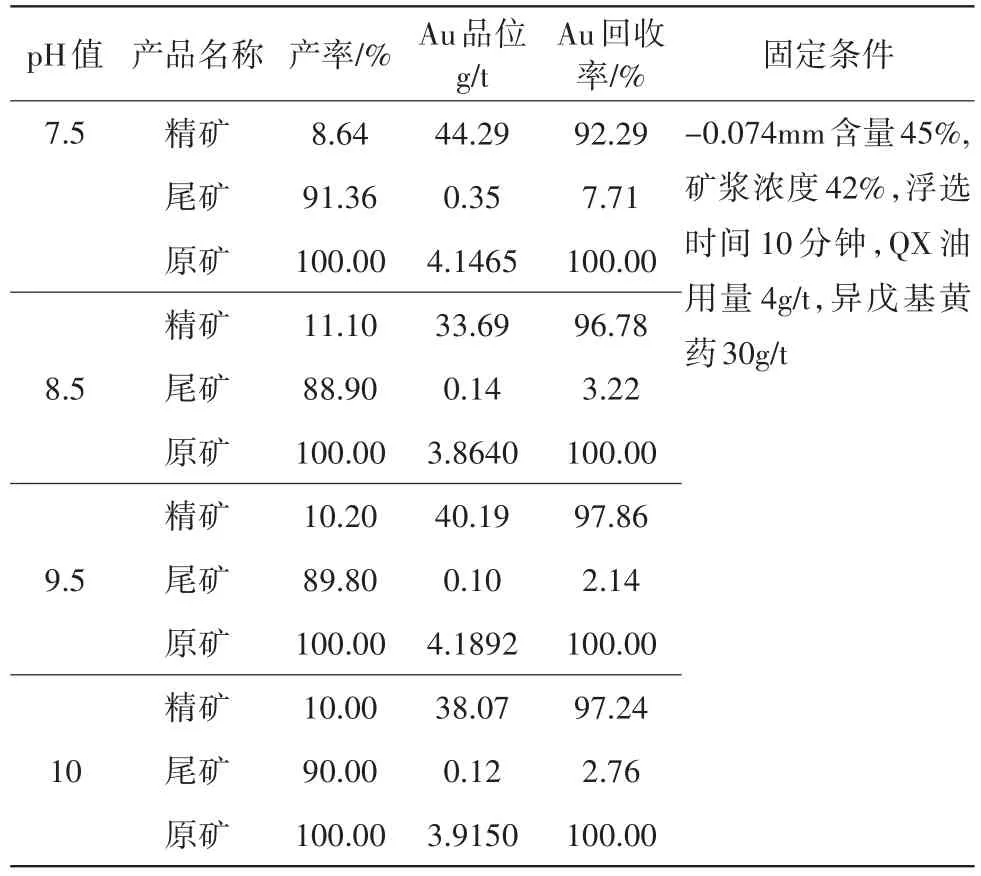
表4 矿浆pH值试验结果
4 工业生产实践
在实际生产中,根据试验情况一是将药剂添加点提前到分级机溢流,将药剂与矿浆充分有效混合;二是石灰乳的添加量增加,确保在进入粗选前的pH值控制在9.5左右;三是提高磨矿处理量控制磨矿细度在-0.074mm占45%~48%;四是将浮选浓度提高到40%~45%;在此条件下进行了工业生产,自2008年以来随着操作的成熟,处理矿量不断提高。
现将改造前和改造后的生产指标汇总如表7所示。从表7可看出,经过浮选流程工艺条件的改进,各项技术经济指标都有了明显的改善,尤其是处理矿量有了大幅度的提高,由2007年的2 296t/d,提高到2008年的2 683t/d,经过进一步的优化操作,2009年上半年处理矿量在2008年的基础上又提高了23t/d。
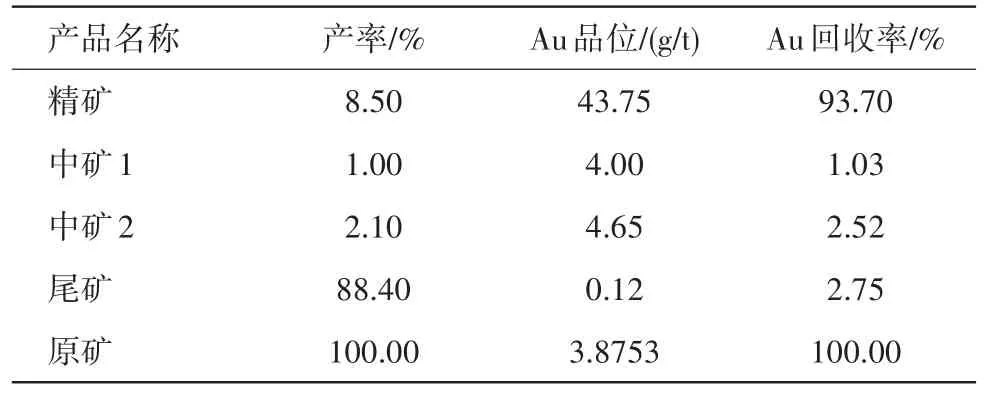
表5 开路流程试验结果
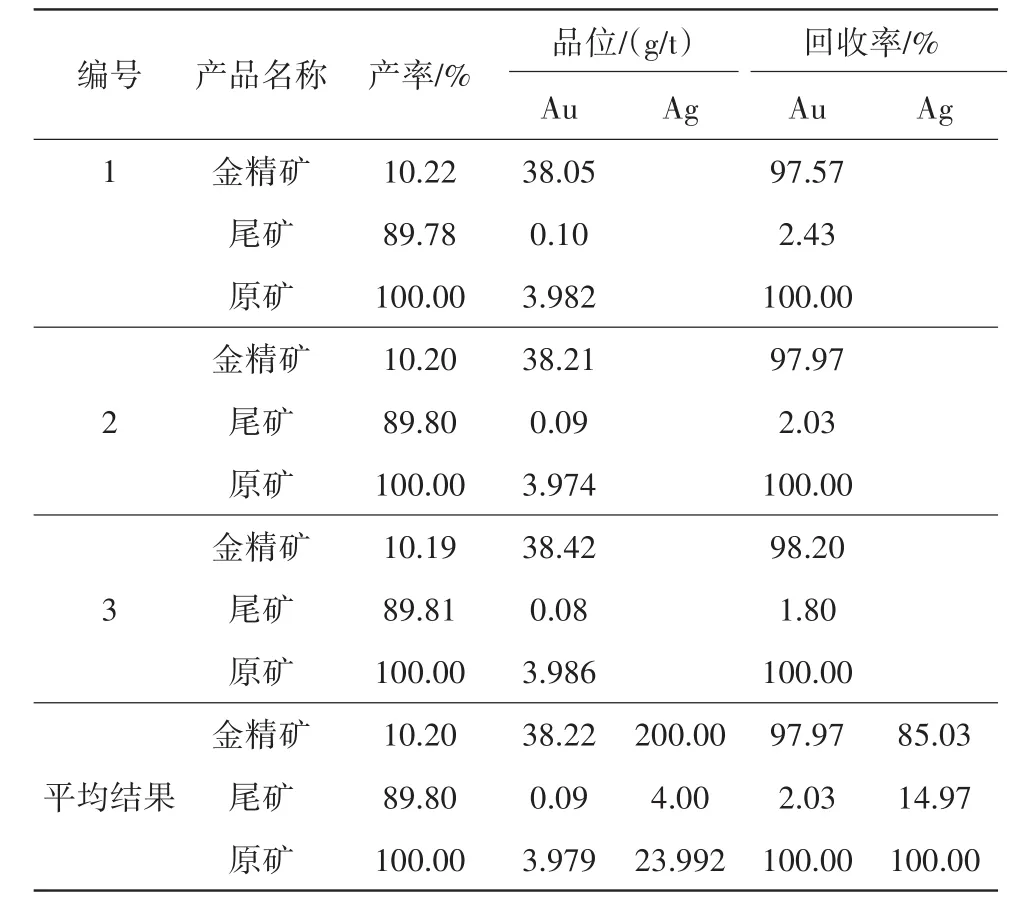
表6 闭路流程试验结果

表7 改造前后磨浮主要生产指标
5 结语
通过石灰对细粒级的絮凝作用,形成浮选的载体絮团,进而实现载体或自载体浮选,从而达到对细粒金和连生体的上浮,确保了在高浓度粗粒级情况下的浮选指标,进而实现了浮选处理能力的提高。从近两年试验实践来看处理能力提高了410t/d。生产实践证明高浓度粗粒度情况下进行高碱度的絮团载体浮选可以大幅度提高浮选的处理能力。
[1]《选矿设计手册》编委会.选矿设计手册[M].北京:冶金工业出版社,1999.
[2]马巧嘏.黄金回收600问[M].北京:科学技术文献出版社,1990.
[3]《中国黄金生产实用技术》编委会.中国黄金生产实用技术[M].北京:冶金工业出版社,1998.
[4]黄金生产工艺指南编委会.黄金生产工艺指南[M].北京:地质出版社,2000.
[5]李培铮.金银生产加工技术手册[M].长沙:中南大学出版社,2003:273-313.
[6]荣 庆.黄金提取研究[M].北京:科学出版社,1992.
[7]胡为柏.浮选[M].北京:冶金工业出版社,1986.
TD923
B
2010-05-16
王宝胜(1973-),男,山东栖霞人,工程师,从事有色金属选矿氰化技术管理工作。
Abstract:Through improving floatation technology in Xinli concentrator of Sanshandao Gold Mine,the capacity of floatation sys⁃tem raised by 410t/d based on keeping original index,and mine economic benefits increased.
Key words:high alkalinity;high density;coarse particle;flotation process
1672-609X(2011)01-0032-03
猜你喜欢
自动化与仪表(2023年9期)2023-09-25 08:40:42
选煤技术(2022年1期)2022-04-19 11:15:00
金属矿山(2021年8期)2021-09-09 10:30:24
装备制造技术(2021年4期)2021-08-05 07:39:18
矿冶(2020年4期)2020-08-22 01:13:32
矿产综合利用(2020年1期)2020-07-24 08:51:10
有色金属(矿山部分)(2019年6期)2019-12-24 07:15:24
建材发展导向(2019年10期)2019-08-24 06:25:48
世界有色金属(2018年12期)2018-01-30 05:12:25
电子设计工程(2015年6期)2015-02-27 12:05:08