
底吹转炉出烟口铜冷却壁的应用实践
2011-09-23 16:47常海锋
湖南有色金属 2011年6期
常海锋
(河南豫光金铅股份有限公司,河南济源 454650)
底吹转炉出烟口铜冷却壁的应用实践
常海锋
(河南豫光金铅股份有限公司,河南济源 454650)
通过底吹转炉出烟口铜冷却壁的修补,分析损坏原因,有针对性地采取防护和预防措施,延长铜冷却壁的使用寿命,避免铜冷却壁损伤造成转炉被迫停炉大修。
底吹转炉;铜冷却壁;烟气冲刷;修补
河南豫光金铅股份有限公司现有两条80 kt/a底吹炉生产系统和一条直接炼铅生产系统,目前这三条转炉生产线出烟口位置均装配方形铜水套(由4片铜冷却壁组成),由于铅熔炼底吹转炉的技术设计依托QSL炉,所以常规大修周期为一年,但该公司根据生产实际以及相关设备的运行性能,制订了一套科学的管理方法,减缓铅熔炼底吹转炉出烟口铜冷却壁的高温烟尘冲蚀速度,避免因铜冷却壁的受损造成底吹转炉被迫大修;转炉的炉龄不断延长(35个月、41个月、62个月),而出烟口铜冷却壁用螺栓固定在炉体框架上,只能在大修更换转炉耐火材料时侯才能更换,可见加强出烟口铜冷却壁的日常使用维护,延缓铜冷却壁的烧蚀至关重要。
1 铜冷却壁常见故障
公司现有两套80 kt/a底吹转炉系统分别于2002年、2005年投用,跟踪、统计底吹转炉出烟口铜冷却壁的使用情况,结果见表1。
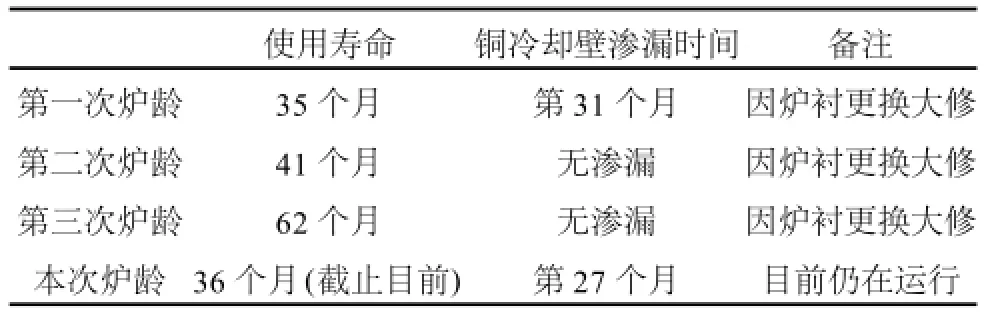
表1 底吹转炉铜冷却壁的使用情况
1.铜冷却壁喷漏的主要原因:转炉出烟口铜冷却壁工作面受烟气的冲刷、变薄,被冲刷的冷却水道部位厚度不足0.5 mm。出烟口铜水套方位如图1所示。

图1 底吹炉出烟口铜水套方位图
2.铜冷却壁喷漏的主要部位:转炉的出烟口位于转炉直径中心右侧(从铅口方向观察),且靠近炉体铅口一侧,烟气从炉体溢出造成对铜水套冲刷,特别是对炉体中心侧冷却壁和靠近下料口侧冷却壁冲刷较为严重。两次炉龄周期内铜水套的喷漏均集中在这2片铜冷却壁工作面上,如图2所示。
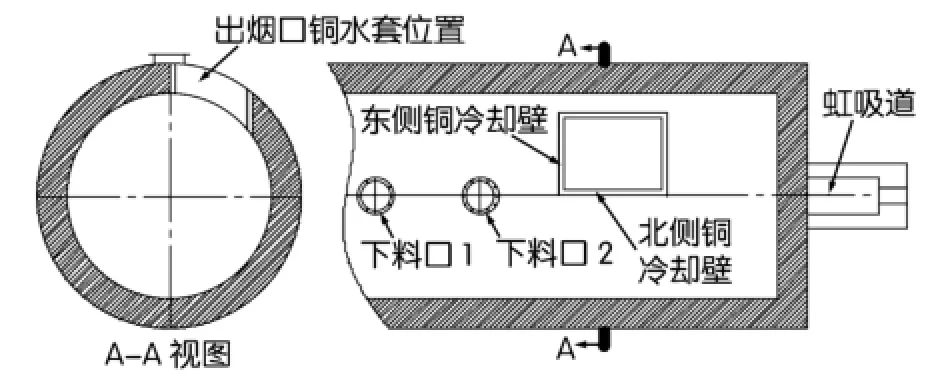
图2 底吹炉出烟口铜水壁损坏部位
3.铜冷却壁喷漏的大致时间:一般在转炉运行2 a以后,铜冷却壁冷却水道部位被高温烟尘冲刷逐渐变薄,出现喷漏现象。
2 堵漏经历
经历了多次水套喷漏补焊,公司积累了一定的处理经验:
2.1 第一次炉龄期间
第一次炉龄期间,炉体中心侧冷却壁和靠近下料口侧冷却壁受高温烟气的影响,受热面冷却水道21 mm厚的铜壁被高温烟尘冲刷后多处出现喷漏(厚度<0.5 mm),邀请洛阳专业厂家技术人员采用大割把乙炔加热、氩弧焊修补的方案,进行先堵漏再进行铺焊的维修作业,经过两天的补焊,对大面积的喷漏进行有效的处理,但修补的冷却壁使用效果不佳,直至停炉大修又进行了多次补焊处理。修复后的铜冷却壁如图3所示。

图3 修补后的铜冷却壁情况
2.2 本次炉龄期间
本次炉龄期间,铜水套冷却壁受高温烟尘冲蚀变薄,再次造成喷漏现象,铜冷却壁喷出的冷却水遇到1 100℃以上的高温烟气,即刻生成大量的水蒸汽冒出;当时炉内渣线过高需放渣后才能转炉,蒸汽越冒越大,严重影响到现场的作业环境和直接威胁到人员、设备安全,操作人员采取了逐一停水判断方位的方法,确定喷漏铜冷却壁后切断其冷却水。40 min后,熔渣放至规定部位转炉检查,发现喷漏的铜冷却壁因切断冷却水后发生严重变形。
邀请专业人员进行氦气保护焊修补,由于多处水道铜壁较薄,铜冷却壁导热性能较好、温度加不上去、“前焊后崩”,焊接难度较大。
对原喷漏部位堵漏后再对堆焊的方案进行调整。只要保证喷漏部位焊接后不再渗漏即可,经过12 h的连续作业,对喷漏铜冷却壁堵漏作业完成,然后在其工作面编制框架网焊接在铜冷却壁的固定螺栓上,以此为骨架增加耐火材料捣打保护层减少高温烟尘对铜冷却壁的冲刷,补焊后至今9个月未再次出现渗漏现象。铜冷却壁捣打料固定方式如图4所示。
3 铜冷却壁的性能

图4 铜冷却壁捣打料固定示意图
铜冷却壁由TU2(连铸压轧无氧铜)制作,TU2具有导热性能好、组织结构均匀、晶粒小的特点,无气孔、砂眼等缺陷,适应于深孔加工。
铜冷却壁固定在炉体出烟口部位的钢板框架上,框架结构的外侧是炉体框架耐火砖,若水冷壁严重受损,将使其相邻的出烟口框架受到影响,甚至殃及出烟口框架砖。
优点:在保证出烟口铜水套正常冷却水压力、水量的情况下,铜冷却壁导热快,可保持铜冷却壁有相对较低的温度减缓高温烟尘的冲刷,有其它材料不可替代的作用。
缺点:出烟口铜冷却壁在冷却水作用下,由于温度相对较低,一般不容易在其作业面挂渣形成保护层,使其受高温烟尘冲刷有一定的冲蚀。
4 制订整改目标
1.铜冷却壁由国内知名度较高的铜制品企业加工,原材料购置、加工制作、验收均有严格的过程控制,产品质量有保证,属可控因素。
2.物料的成分复杂,炉况控制有一定的起伏,粉尘气量、含硫浓度、温度变化等因素对铜冷却壁造成不同程度的冲刷,属不可控制的因素。
3.铜冷却壁主要作用是保证出烟口框架的完整性,防止出烟口框架砖的脱落,只要保证铜冷却壁的使用寿命即可,属可控因素。
延缓铜冷却壁受高温烟尘的冲刷速度,延长铜冷却壁的寿命,是整改的目标。
5 采取应对措施
1.加大铜冷却壁的冷却水量、降低冷却水温度,减缓铜冷却壁受高温烟尘冲刷的速度:根据出烟口各冷却壁的出水温度变化,适时调节各冷却壁的进水量,适时增补循环冷却水和及时进行排污操作。
2.在不影响铜冷却壁安装的情况下,将铜冷却壁水道中心向非工作面一侧挪移,适当增加铜冷却壁工作面一侧的厚度。
3.在铜冷却壁工作面增加耐火材料捣打保护层,减缓铜冷却壁受高温烟尘的冲刷速度和减少铜冷却壁的热量吸收,提高铜冷却壁的使用寿命。
4.针对冷却壁堵头漏水的情况,在不影响铜冷却壁冷却水道的情况下,适当增加炉体中心侧水冷壁和靠近下料口侧水冷壁炉堵头的长度,在用管螺纹拧紧的情况下,外部铆焊处理。
6 结 果
通过以上的措施,对在线和新建的铜冷却壁的长期稳定运行提供了可靠保障,目前该公司的三条转炉生产线出烟口铜冷却壁运行正常,有效消除了因铜冷却壁受损造成出烟口框架变形、出烟口砖脱落,导致被迫停炉的事故发生。铜冷却壁修补统计情况见表2。
说明:第一次炉龄,后续工作一般为20 d左右烟气冲刷漏水,重新补焊,补焊3次后停炉大修。本次炉龄自2011年1月份修补后外加耐火材料捣打层至今9个月未出现再次烧蚀渗漏现象。

表2 铜冷却壁的修补情况
每次转炉换枪、处理铅口期间,检查捣打层的完好性,适时进行修补。
7 结 语
该公司的铅熔炼底吹转炉是国内最先投产并连续生产的生产线,在生产中遇到的突发问题没有经验可以借鉴,所以该公司采取的以上措施均是在生产实践中不断地摸索和研究,经过实践检验总结出来的,目前该公司底吹转炉铜冷却壁的应用实践已在全公司推广,该应用实践同样适用于其它冶炼行业炉窑的铜冷却壁水套。
Abstract:By repairing the copper cooling wall of the bottom blowing converter smoke outlet,analyzing the cause to the damage and taking the protective and preventive measures can extend the service time of copper cooling wall,which can avoid the converter will be repaired because of the damaged copper cooling wall.
Key words:bottom blown converter;copper cooling wall;the gas scouring;repair
Application and Practice to Copper Colling Wall of Bottom Blowing Converter Smoke Outlet
CHANG Hai-feng
(Henan Yuguang Gold and Lead Co.,Ltd,Jiyuan454650,China)
TH16
A
1003-5540(2011)06-0051-03
2011-09-20
常海锋(1977-),男,助理工程师,主要从事设备管理工作。
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
汽车实用技术(2021年9期)2021-05-26
玻璃(2020年2期)2020-12-11
有色冶金设计与研究(2019年1期)2019-03-22
电子制作(2018年18期)2018-11-14
汽车实用技术(2017年10期)2017-06-19
工业炉(2016年1期)2016-02-27
纯碱工业(2015年3期)2015-12-03
中国经贸导刊(2015年27期)2015-10-10
焊接(2015年11期)2015-07-18
