薄膜电容开边机关键技术
2011-08-08 10:23:00朱跃红任剑郑海红
电子工业专用设备 2011年12期
朱跃红,任剑,郑海红
(太原风华信息装备股份有限公司,山西太原 030024)
作为电子元器件中的一个重要组成元素,以电工级塑料薄膜为电介质的薄膜电容器,因其诸多优良特性,被广泛应用于家用电器、照明设备、通讯产品、仪器仪表等电子设备中[1]。随着新一代移动通信、数字化产品技术的发展,电子信息产业升级换代势在必行,微型化和片式化技术将成为电子元器件产业技术进步的重点。叠层片式技术成为薄膜电容器小型化、片式化的主要手段。KB-20叠层薄膜电容自动开边机是叠层薄膜电容器生产线上的关键设备,其主要功能是将卷绕好的叠层薄膜电容母料分离并切割成单体电容料条[2]。
1 设备组成
KB-20叠层薄膜电容自动开边机主要由上料机构、机械臂机构、传送链条机构、切除料条端头机构、赋能及容量测试机构、收料机构、进膜机构、防护机构、吸尘机构、机架等组成,如图1所示。整机由可编程控制器(PLC)进行电气系统控制,中文触摸屏操作与显示。

图1 叠层薄膜电容自动开边机总体结构
2 工作原理
首先将母料料框放入上料机构的料框槽中,由链条、顶针将母料推至上料机构顶端,机械臂取料后依次对母料进行翻转、定位、开边、去铁芯,最后由机械手将开边后的两根电容料条放至传送链条机构,经链条传动至切除料条端头机构,锯片对料条端头进行切割,随后再经链条传送,对料条进行赋能、测试,最后分选送入收料框,具体动作示意如图2所示。一框母料处理完后,设备将自动装入新的母料框继续运行。
开边机工作速度不低于20条/min(按母料计算),电容条毛刺长度不大于0.05 mm,且要求开边后的电容条端面平滑、涂层均匀。一个母料到成品电容条的加工需要20多个动作才能完成,因此要求各动作之间有好的连贯性,时序要合理高效。
3 关键技术
3.1 保证母料上料动作连贯
由于个别料框变形,容易引起卡料现象。一旦发生卡料,顶针如果还继续向上抬升,则会使顶针受力形变进而损坏,更有可能使电机受损。顶针长300 mm,直径3 mm,如何使又细又长的顶针顺畅并连贯地完成顶出动作,是一个难点。
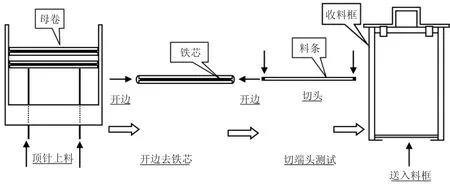
图2 工作原理图
经过反复研究实验,在顶针传送机构的中部设计了导向板,用于顶针动作时加强顶针,可使顶针顶料时弯曲形变较小,如图3所示;此外还在链条电机的输出端安装了保护离合器,确保卡料时顶针不再上升,较好地解决了发生卡料时料条和顶针易损伤的问题。
3.2 同一机构上实现不同规格母料的开边
设备为方便做不同规格的料条,要求在不更换配件的前提下,实现不同规格母料(长度:197.5±0.5 mm,宽度:5.2~5.8 mm,厚度:1.0~6.0 mm)开边工艺,这是本机要解决的关键技术之一。为此特别设计了多手机械臂及多级定位结构,互相配合实现对多种不同规格母料的搬运及定位,进而精确完成开边动作,而不用更换相关配件。机械臂上共设计6种不同结构机械手(AF),对应多级定位机构的翻转定位、双向整形对中、定位夹紧等工位,辅助料条定位动作,保证料条开边时锯片切割精准、可靠,如图4、图5所示。

图3 母料上料、顶针与导向板示意图
3.3 母料与铁芯快速分离动作的实现
经过开边后的母料仍保留着卷绕时的铁芯,在母料被机械爪搬运至传送链条前需将铁芯去除。母料由机械手抓至去铁芯工位后,在此有一对铁芯顶尖顶出,前后一并将母料顶住,利用其自身的锥度锲入开边后的母料,使母料与铁芯迅速分离,再由该工位的铁芯打落刀将铁芯打掉,如图6所示。顶块设计前后可调,以适应不同规格料条。
去芯的电容料条易分散,为使去芯后的电容料条能够顺利送到传送链上,特别设计机械手6结构(图6所示)。实现两个功能:母料铁芯去除过程中抓稳料条,使去芯动作可快速完成;将去芯后的两根电容料条翻转90°呈水平状态搬运至传送链上,进入去端头分选工序。

图4 机械臂结构示意图

图5 多级定位结构示意图
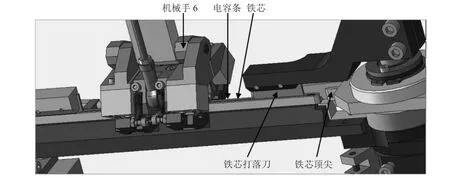
图6 去铁芯示意图
3.4 时序控制技术
设备的运行是靠气动元件、电机等器件带动受控机械部件完成动作。该机的受控动作点多达130多处,要保证设备的连续稳定运行,各工作点不干涉,机械结构不损坏,需要严格设定工作时序。本文中的传送链条用凸轮电机带动旋转编码器,将工作周期以360°为基准进行划分[3],规定各动作点动作执行角度,很好的解决了这一问题。
3.5 产品的准确分类
设备设计了8个级别17个分选料框,根据容量测试结果自动装入相应料框。容量测试的准确性直接影响产品分类。由于料条上存在的杂质会影响测试的结果,设计了直流赋能单元对电容条进行电清洁,通过短路烧掉其它杂质;同时电清洁后的料条如果带有残留电荷也会影响测试仪的测量结果,并可能对测试仪器造成损坏。因此在产品测量前设置一个放电工位,来保证容量测试仪测试精确,确保产品准确分类的同时,也避免了对测试仪的损坏。
3.6 整机效率的提升
(1)电清洁放电工位的设计,加快了电容料条的放电速度,提高整机的运行速度。
(2)通过设计机械臂机构与链条传送机构,将开边和测试分选工艺有效结合,实现全自动化控制,提高生产效率。
(3)为实现料条切头及收料动作的有序、稳定,并有效提升整机运行速度,去端头切割锯片的摆动采用凸轮加摇臂结构设计,可保证设备高速运行状态下的切割稳定;凸轮电机同时控制分割器的动作,传送链由分割器带动,精准的步距设定,可保证收料动作的快速稳定。
4 结束语
KB-20叠层薄膜电容自动开边机的成功研制,打破了国外设备在这一领域的垄断地位,在生产速度、产品精度方面已达到甚至超过了国外著名厂家的设备指标,在安全运行、稳定检测、方便操作的人性化方面更具有明显的优势,给国内薄膜电容器生产厂提供更多选择,有利于降低成本增强自身国际竞争力。随着便携式电子设备的迅猛发展,薄膜电容器小型化高容量是未来发展的趋势,因此薄膜电容开边机有着广阔的市场前景。
[1] 靳建鼎.基于PLC控制的电容条切割机[J].电子工艺技术,2006,27(2):100-103.
[2] 任剑,张爱玲.薄膜电容卷绕工艺及关键技术[J].电子工艺技术,2008,29(2):102-104.
[3] 荆晓丽.薄膜电容切片机中的凸轮设计[J].电子工艺技术,2008,29(3):171-173.
猜你喜欢
信息记录材料(2022年5期)2022-07-19 09:53:22
现代塑料加工应用(2022年1期)2022-06-14 14:53:34
装备制造技术(2020年2期)2020-12-14 03:09:24
读友·少年文学(清雅版)(2020年4期)2020-08-24 07:36:28
读友·少年文学(清雅版)(2020年3期)2020-07-24 08:57:06
读友·少年文学(清雅版)(2020年2期)2020-06-15 11:16:42
建材发展导向(2019年13期)2019-08-24 06:37:46
上海建材(2018年3期)2018-08-31 02:27:52
机械制造与自动化(2014年1期)2014-03-01 04:21:43
自动化博览(2014年6期)2014-02-28 22:31:59