
加氢反应器主法兰泄漏原因分析及处理
2011-07-16 06:35:12王成勇
设备管理与维修 2011年12期
王成勇
一、简介
公司重整装置K201预加氢第一反应器,在连续运行两年半后,设备顶部进料法兰出现泄漏,且泄漏量逐渐增大。K201预加氢第一反应器(三类容器)规格,内径1200mm,壁厚17mm,高10360mm,容积10.25m3。反应器操作压力2.45MPa,工作压力2.23MPa,设计温度385℃,工作温度370℃,工作介质是加氢油(成分主要是C6~C9),腐蚀裕度2mm/a。主要构件材料见表1。

表1 K201预加氢第1反应器材料表
二、进料法兰泄漏情况
1.法兰泄漏情况
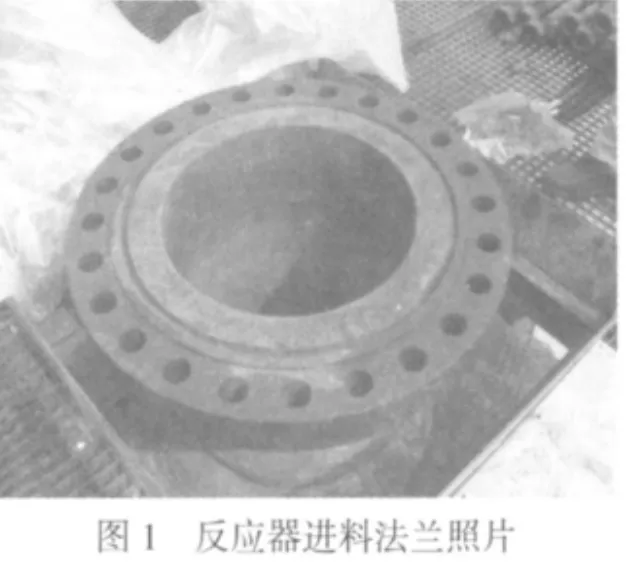
泄漏处为设备顶部进料法兰,材料0Cr13,标准SH/T 3406-1996,带颈对焊法兰PN5.0 DN400,密封形式为椭圆形金属环垫密封,金属环垫的材料0Cr13,标准为SH3403-96,紧固螺栓采用M33×260mm规格,材料35CrMoA/35CrMo的螺栓。
图1是反应器进料法兰照片。由于椭圆形金属环垫与环连接面的接触不连续,在局部区域形成断点,造成金属环垫与环连接面之间的密封存在间隙,形成泄漏通道。经测量,最长不连续密封弦长约17mm,该处经物料冲刷形成的径向沟槽最深达0.8mm。
2.泄漏原因分析
对垫片密封来说,其泄漏状况与被密封介质的物性、工况条件、法兰密封面的粗糙程度、压紧力及垫片的基本条件、尺寸、加载卸载历程等诸多因素有关。由于上次检修后,更换的金属环形垫片运行了两年半时间未出现泄漏,被密封的工艺介质也没有发生变化,因此可以只考虑工况条件的影响。
(1)经统计,反应器上次检验后到发生泄漏的时间段内,开停车次数20次左右,在2.45MPa的压力以及370℃的操作条件下,垫片发生疲劳失效,泄漏现象发生。
(2)长期的高温,造成螺栓及垫片蠕变,垫片比压下降;螺栓被拉伸,法兰变形,此时残余比压若小于某一值(工作密封比压)就会发生泄漏。
(3)泄漏一旦发生后,高压物料从泄漏点溢出,泄漏处的密封面发生冲蚀,导致径向凹坑出现。
三、防泄漏的对策及法兰的修复和装配
(1)加强工艺操作的平稳性,尽量减少非计划停车,避免反应器温度发生急剧变化,减缓反应器的温度变化梯度。
(2)由于法兰上的环接触面出现不均匀冲蚀,需要修复。因为反应器的容器类别是三类在役压力容器,修理前应遵循国家质量技术监督局颁布的《压力容器安全技术监察规程》。法兰是主要的受压元件,所以在办理了相关手续且符合《容规》的要求后,开始修复工作。
法兰盖的修复比较简单,将法兰盖卡在车床上,找正后用车刀修复。设备接管法兰与设备本体相连,不具备用车床修复的条件,只能在装置现场使用专用工具修复,图2是修理现场照片。专用工具由支承盘、中轴和刀架3部分组成。将支撑盘固定在法兰接管上,在支撑盘上对称分布八个顶丝,用来找正调整刀架;将中轴和刀架安装到支承盘上并找正后,将车刀安装在刀架上,通过人力推动刀架在接管法兰上做圆周运动切削环接面,用23°角度模板校正,最后再用研磨的方法,使切面的表面粗糙度达到:槽斜面Ra1.6,槽底面Ra6.3。
(3)法兰装配要点。在装配温度(环境温度)下的垫片蠕变,可通过使用改进的螺栓拧紧补偿方法操作。应该包括首次拧紧后某个时候再次拧紧,最好在几个小时之后、几天之后最理想。在装置现场采用力矩扳手按照一定顺序及力矩值拧紧螺栓,随后在升温稳定后8h、24h、72h分别再次拧紧螺栓,以此来补偿垫片及螺栓在高温下产生的蠕变。

四、修复后运行效果
法兰修复后,更换新的椭圆形金属环垫,经现场研磨,确认环垫与环接面均匀接触,所形成的密封线连续无断点,做PT检查合格后安装。经试压、气密试验合格后交付生产,经过一个大修周期(3年)的使用未发生泄漏,周期检修时拆卸法兰检查密封面,工作状态良好。 W 11.12-31
猜你喜欢
装备制造技术(2021年4期)2021-08-05 07:39:36
锻压装备与制造技术(2021年2期)2021-07-19 08:51:16
设备管理与维修(2020年23期)2021-01-04 00:15:10
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
机械工业标准化与质量(2018年1期)2018-03-21 05:09:41
制造技术与机床(2017年3期)2017-06-23 08:11:51
科技资讯(2016年4期)2016-06-11 08:09:32
焊接(2016年9期)2016-02-27 13:05:19
物理通报(2015年10期)2016-01-12 07:51:51
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
