
伺服电机和PLC技术在半自动计量充填包装机设备改造中的应用
2011-07-07 08:48翟旭军马彬彬
制造业自动化 2011年19期
赵 安,翟旭军,马彬彬
(1.泰州职业技术学院,泰州 225300;2.江苏畜牧兽医职业技术学院,泰州 225300)
1 半自动计量充填包装机硬件组成及工作原理
DCS-1A半自动计量充填包装机,如图1所示,为上海某包装机械制造企业生产。设备主要由充填主机、电器配电箱、电脑控制柜及电子秤组成,采用称量反馈跟踪螺旋旋转式计量方式,工作原理为通过调整脉冲频率及脉冲数,来控制步进电机的转速及转过的角度。电机的转速即为螺旋杆的转速,螺旋杆按照脉冲数量旋转相应圈数,粉剂往容器内充填,脉冲数越多则充填重量越大,反之充填重量越小。

图1 DCS-1A半自动充填包装机及充填螺旋杆
2 半自动计量充填包装机存在的问题
半自动计量充填包装机在使用过程中存在的问题是:螺旋杆在推送粉剂过程中,粉剂充填精度不高,且存在发热量大温度升高过快的问题,造成葡萄糖粉剂在螺旋杆上结块并碳化,又造成充填量不准,重量浮动较大,严重时粉剂堵塞充填出口,不得不将整个料箱拆开,对螺旋杆进行清理,严重降低生产效率,形成一个制约生产的瓶颈。这种情况主要由步进电机引起,步进电机在低速时易出现低频振动现象,其输出力矩随转速升高而下降,且在较高转速时会急剧下降,这些因素造成粉剂充填精度不够高及发热量大等问题。
3 半自动计量充填包装机的改造方案
若将步进电机改为精度更高的伺服电机,采用工业领域广泛应用的PLC(Programmable Logic Controller)作为控制核心,辅以HMI (humanmachine interface)作为人机交互平台,则可有效解决上述问题,如图2所示。HMI和PLC实现工业控制,如今已经越来越普及。利用HMI及PLC可方便直观地实现控制伺服驱动器向伺服电机发任意频率和个数的脉冲,从而达到随意控制伺服电机的转速和角位移的目的,既使充填控制精度大大提升,又有效避免了步进电机低速工作时的振动现象[1]。

图2 半自动计量充填包装机的改造方案
4 HMI组态画面及PLC控制程序的设计
HMI的主要功能是方便用户随时设定PLC向伺服驱动器发一定频率及个数的脉冲,同时HMI还要提供伺服电机的运行状态及故障查询。图3为HMI主画面[2],通过“向伺服发脉冲数设定”和“脉冲频率设定”按钮可任意设定脉冲的个数及频率。按下“状态及故障查询”按钮,可进入状态及故障查询画面,查看伺服电机具体运行情况及出现何种故障。同时,主画面提供了“启动”和“停止”按钮,可直接启动和停止伺服电机的运行。图4为主画面“向伺服发脉冲数设定”窗口。

图3 HMI主画面
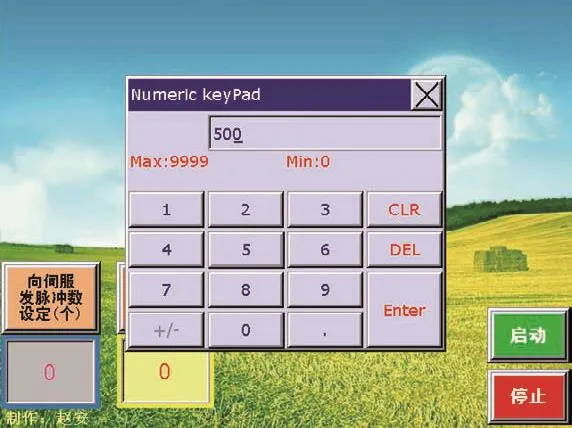
图4 主画面“向伺服发脉冲数设定”窗口
在HMI设定好脉冲的数量及频率后,按“启动”按钮,相关信息可通过数据电缆传送至PLC,并按PLC用户程序控制要求启动,PLC输出端产生伺服电机运行所需要的输出信号[3],从而驱动充填包装机的充填螺旋杆按一定转速及角位移运行。PLC控制程序部分程序段如图5所示[4]。
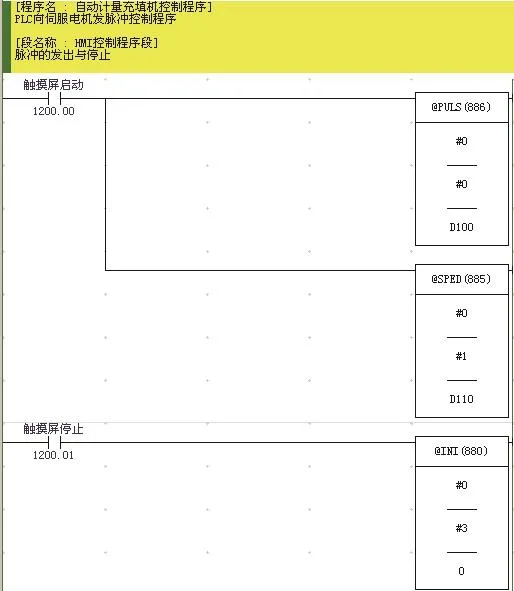
图5 自动计量充填包装机PLC控制程序部分程序段
5 结束语
PLC控制伺服电机在工业生产中应用是极为广泛的。通过PLC控制伺服电机,对半自动计量充填包装机改造后的模拟调试结果看,该改造方案完全可行。包装机充填螺旋杆充填精度大大提高,螺旋杆上结块和碳化现象得到抑制,可以完全解决改造前出现的问题。当然改造后充填包装机本身的成本有所提高,但从设备长期运行来看,这点成本的付出是值得的。改造后的设备设计合理,自动化程度高,解决了长期困扰的问题;产品生产效率可大幅提高;HMI人机交互画面操作简单方便,系统运行更可靠。
[1] SYSMAC CP系列CP1H CPU单元操作手册[M].上海欧姆龙自动化系统有限公司,2007.
[2] DELTA DOP系列人机界面使用手册[M].中达电通股份有限公司,2007.
[3] SYSMAC CP系列CP1H编程手册[M].上海欧姆龙自动化系统有限公司,2007.
[4] 宋伯生.PLC编程实用指南[M].北京:机械工业出版社,2006.
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
微特电机(2020年11期)2020-12-30
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
中国设备工程(2020年16期)2020-08-28
科学技术创新(2020年20期)2020-08-11
通信电源技术(2018年8期)2018-10-15
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
