粗丝下料电火花线切割断丝原因初探
2011-06-05 12:01刘金程狄士春韦东波
电加工与模具 2011年5期
刘金程,狄士春,韦东波
(哈尔滨工业大学机电工程学院,黑龙江 哈尔滨 150001)
电火花线切割在模具制造、难加工材料及精密复杂零件的加工等方面起着十分重要的作用,在我国制造业中占有重要地位。其加工效率的提高一直是各国学者研究的主要方向之一。采用粗丝大电流线切割加工,能显著提高电火花线切割的加工效率,在下料中的应用尤为明显。然而,在粗丝下料电火花线切割加工中,断丝一直是限制其应用的主要问题。加工过程中一旦发生断丝,就会迫使加工停止,需重新穿丝,降低了加工效率。换丝还会增加加工成本。通过对电极丝断丝后断口形态的分析,确定引起断丝的主要原因有拉断、熔断、切断,还提出了由于氢脆造成的脆断。确定断丝原因后,可分析出电火花线切割机床和加工工艺的不合理部分,进行改进,避免断丝,以达到保证加工效率的目的。
1 断口形态及其形成的分析
1.1 拉断断口形态及其形成
在粗丝下料电火花线切割加工过程中,为减小加工区域电极丝的振动,提高加工稳定性,需要根据电极丝的直径对其施加一定的轴向拉力。在保证低于电极丝屈服强度的情况下,尽量选用较大的拉力。但实际加工中电极丝所受的轴向拉力是不断变化的,当拉力过大、超出电极丝的承受能力时,就会导致电极丝被拉断。实验表明,对直径为2mm的铜丝施加轴向拉力的开始阶段,铜丝的长度不断增加,直径逐渐变小;继续增大拉力,当拉力增加到一定数值时,铜丝的某处突然明显变细,形成细颈;继续增加拉力,铜丝细颈处的截面面积急剧减小,最后在细颈处断裂。拉断断口示意图见图1。

图1 拉断断口形态
1.2 熔断断口形态及其形成
电火花线切割加工过程中会产生大量的热量,使放电点局部瞬间温度极高,会使电极材料熔化或汽化,即蚀除电极材料。且这种蚀除的发生是不分正负极的,工件被蚀除的同时,电极丝也在被蚀除。由于粗丝下料电火花线切割加工过程中的加工电流很大,可达到1000 A左右,导致脉冲能量很大。一旦非正常加工导致的短路、拉弧等现象发生时,就会使电极丝放电点的局部温度过高,熔化过快,易使电极丝熔断。电极丝熔断断口示意图见图2。

图2 熔断断口形态
1.3 切断断口形态及其形成
电火花线切割的整个加工过程中,电极丝都处于走丝状态,且电极丝要经过整个走丝系统和工件。如在走丝过程中电极丝与尖角或棱边接触并产生一定的接触压力,尖角或棱边便极易切入电极丝。当尖角或棱边切入电极丝后,由于电极丝仍在做走丝运动,这样就会导致切口处与卷丝筒之间部分电极丝的轴向拉力增大。在细丝线切割加工中,电极丝很细,能承受的拉力较小,一旦尖角或棱边切入电极丝,电极丝的轴向拉力会突然增大,将电极丝拉断。而粗丝下料电火花线切割使用的电极丝较粗,当尖角或棱边切入电极丝后,并不会因为轴向拉力的增大而被拉断,而是继续走丝,直到被切断为止。其切断过程示意图见图3。
图3a表示电极丝与尖角或棱边发生接触并产生了一定的接触压力,随着电极丝与刃口的相对运动,刃口就会切入电极丝中(图3b)。切入过程类似于车刀车削工件,但不同的是,电极丝始终承受着一定的轴向拉力。当刃口切到一定的深度、电极丝切口剩余的截面无法承受施加的轴向拉力时,就会发生拉断。切断断口示意图见图4。
1.4 脆断断口形态及其形成


在粗丝电火花线切割试验中,有时可观察到断丝的断口较平整,断口处径向尺寸基本没有变化,呈现脆性材料断口的特征。因此,把具有这种断口形貌特征的断裂形式称为脆断。脆断断口形貌示意图见图5。

图5 脆断断口形态
2 各断口形态形成原因的分析
2.1 拉断原因
造成电极丝拉断的原因是电极丝轴向拉力过大。轴向拉力在电火花线切割加工前和加工过程中一直存在,所以在加工前和加工中都有可能出现拉断现象。
(1)上丝时,对电极丝施加的拉力过大易直接拉断电极丝。这个现象主要发生在紧丝过程中,紧丝拉力过大或电极丝未正确绕过导丝轮而夹在零部件的缝隙中,电极丝都易被拉断。
(2)导丝轮如果转动失灵,则其凹槽易被电极丝拉成深槽,电极丝被深槽夹住进而被拉断。
(3)电极丝与导丝轮或导电块间有相对摩擦,因发热引起导丝轮或导电块变形夹丝,也会导致电极丝被拉断。
(4)如果工件是锻件毛坯,毛坯中有夹层和夹渣,或表面覆盖氧化物和异物时,这些杂质在切割过程中与电极丝接触。由于杂质电阻较大,电极丝仍会继续进给,此时,电极丝与杂质之间会产生剧烈摩擦,造成电极丝局部轴向拉力增大;当其超过电极丝抗拉强度时,便会造成电极丝被拉断。
(5)若工件经热处理后,仍有残余内应力,切割时应力平衡被打破,工件会开裂变形,将电极丝夹住,造成拉断[1]。
(6)铸造类工件在铸造过程中造成砂眼、气孔以及工件内部有不导电的杂质,在切割过程中都可能会拉断丝[2]。
2.2 熔断原因
电火花线切割中造成电极丝熔断的原因有很多。
(1)加工参数
由于粗丝下料电火花线切割加工时的脉冲能量很大,放电蚀除量较大。这些被蚀除的金属颗粒会导致工作液的导电性增加。如果脉冲间隙选择较小,则易导致工作液来不及恢复绝缘强度,引起电弧烧断电极丝。
(2)电极丝进给及振动
电极丝进给不当也会引起断丝,进给速度过快会导致频繁短路、拉弧烧断电极丝。加工区域电极丝振动频繁,振幅较大,则会导致频繁短路、开路,易引起拉弧断丝。在粗丝下料电火花线切割加工过程中,电极丝会绕本身的轴线发生转动。由于电极丝与加工区域上、下导轮V型面有较大的压力,电极丝在V型面上转动,因摩擦力上导轮部分的电极丝会沿V型面的其中一个面爬升。在其爬升过程中,会导致上下导轮间电极丝的拉力增大;当电极丝爬升到一定位置时,电极丝与导轮间的摩擦力不足以克服上下导轮间电极丝的拉力时,上导轮部分的电极丝便会突然沿V型面滑下,进而导致电极丝振动(图6)。

图6 电极丝在V型槽内转动
(3)工作液浓度
工作液浓度太高,放电时易产生气泡,从而产生拉弧烧断电极丝[3]。当工作液使用时间较长后,杂质粒子会大大增加,工作液的绝缘性会降低,导电性增加,加工间隙增大,此时加工波形特征是一连串几乎没有开路和击穿延时的放电脉冲。加工间隙能量非常集中,极易使电极丝熔断[4]。
(4)工作液压力
由于粗丝下料电火花线切割通常用来切割大厚度工件,因此工作液注入压力不够或其喷射方向不正确,将会导致工作液不能进入加工间隙,加工区域电极丝无法冷却,局部温度会突然升高,使电极丝熔断。
(5)工件
工件最初加工位置有毛刺、铁锈等污物时,极易形成集中放电,烧断电极丝。然而,过量的乳化液会降低绝缘电阻,灭弧性能降低,易产生电弧放电烧断电极丝[5]。
2.3 切断原因
当电极丝与工件或机体有压力接触时,工件或机体的棱边就是刃口,极易切断电极丝。
(1)机体切断
挡丝块位置不合理,卷丝筒有轴向跳动,电极丝与机体的棱边部分接触易使电极丝被切断。导丝轮径向跳动或电极丝张紧不足导致掉丝,电极丝与机体棱角接触易被切断。
(2)工件切断
导电块、导电轮与电极丝接触不良,工件未被蚀除,电极丝继续进给,与工件棱边接触,造成切断。当切割较薄工件时,工件易发生变形,导致工件与电极丝接触切断。工件经热处理后内应力未消除,加工时工件变形与电极丝接触,切断电极丝。工件装夹不合理,切割过程中装夹力导致工件变形与电极丝接触切断。当加工快结束时,分离部分的工件移位、掉落与电极丝接触,切断电极丝[6]。
2.4 脆断原因
造成这一现象的原因主要有3个方面:
(1)电极丝保存不当。电极丝受潮会氧化,晒后变脆,极易折断。未用正确方式保存的电极丝,加工时极易出现平整的断口。
(2)电极丝在电火花线切割加工过程中经常处于急冷急热的状态,丝质会变脆,加工时易发生脆断。
(3)电火花线切割加工过程中,电极丝承受拉应力在工作液中进行加工,也可能会发生氢脆现象。
3 粗丝下料电火花线切割加工过程中的氢脆现象
金属材料在拉应力及特定腐蚀环境共同作用下所发生的断裂,称为应力腐蚀开裂。应力腐蚀开裂一定要在拉应力下才会发生,且对于不同的合金要求不同的特定腐蚀环境。如铜合金在NH3水溶液、水、含氮的有机化合物、柠檬酸等介质中就易发生应力腐蚀开裂,且断裂状态属于脆断,即使是具有良好延展性的金属,仍具有完全脆性的外观[7]。
原子氢在合金晶体结构内的渗入和扩散所导致的脆性断裂现象称为氢脆。氢脆是上述应力腐蚀开裂的一种情况,这时作用在材料上的是特定的氢[7]。
氢脆导致金属断裂的断口断面形貌具有其独有的特征。图7是在进行粗丝下料电火花线切割加工时,电极丝(铜丝)发生脆断后的断口断面照片。从图7可看到明显的鸡爪状条纹,这是金属发生氢脆断裂后断口形貌的典型特征[8]。
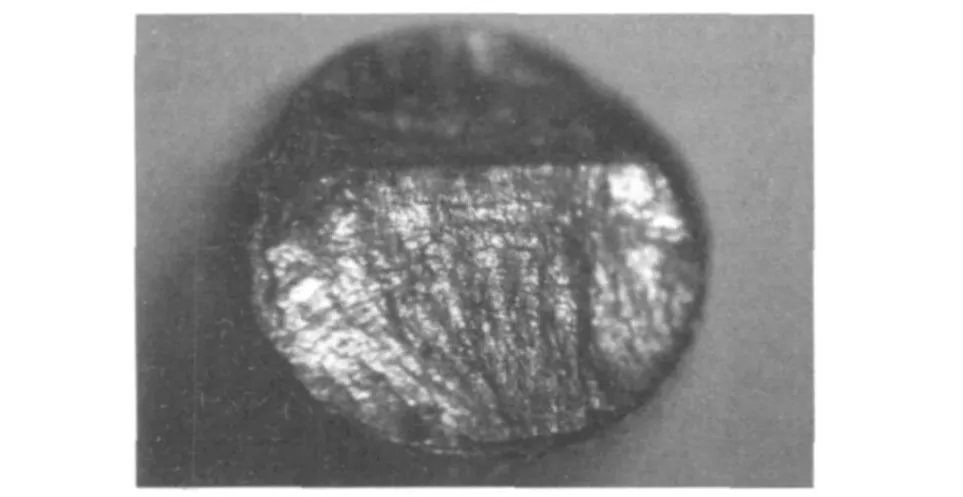
图7 电极丝氢脆断口断面形貌
粗丝下料电火花线切割加工通常采用正极性加工,即工件接电源的正极,电极丝接电源的负极。且电火花线切割加工采用的是水基工作液,在加工过程中,存在于工作液中的氢离子以水化氢离子(H3O+)的形式存在。加工时,首先靠对流、扩散或电迁移等传质作用,将工作液中的H3O+离子输送到电极丝表面附近液层中,接受电子发生还原反应,在电极丝表面生成吸附氢原子:

式中:MH表示电极丝表面上吸附的氢原子。它可能以两种不同的方式生成氢分子:
(1)在电极丝表面上,由两个吸附氢原子复合而生成氢分子:

(2)在电极丝表面上,由另一个H3O+离子在吸附氢原子的位置上放电,从而直接生成氢分子:

氢分子半径很小,易在金属内扩散。通过扩散聚集后,可在电极丝材料内形成高压,导致电极丝开裂[9]。
图8是在进行粗丝下料电火花线切割加工时,电极丝(铜丝)发生脆断后的断口侧面照片。从图中可看到,电极丝的径向尺寸没有发生变化,但断口并不是完全平整的,而是呈阶梯状。这是由于电极丝在加工过程中始终处于走丝状态,且经过导丝轮时会发生弯曲,电极丝上由于氢脆造成的开裂部分经弯曲、拉直的循环载荷后,极易导致裂纹迅速扩大;当电极丝直径减小到一定程度时,会被轴向拉力拉断。

图8 电极丝氢脆断口侧面形貌
粗丝下料电火花线切割加工中,导致氢脆发生的氢来自于工作液。因此,可通过在工作液中添加去氢或抑制生氢的试剂,从而减少加工过程中生成的氢,避免氢脆发生。
4 结束语
通过对粗丝下料电火花线切割电极丝的断口形态特征的分析,可确定断丝是由于拉断、熔断、切断或脆断造成的,以便尽快找到导致断丝的原因,对加工条件进行改善。首次提出的在粗丝下料电火花线切割加工过程中存在氢脆现象,其合理性及解决措施还有待进一步研究。
[1]姚金声,任王君.电火花线切割断丝原因分析[J].装备制造技术,2009(10):135.
[2]冉玉梅,付莹莹.高速电火花线切割断丝原因分析及对策[J].高师理科学刊,2007(6):37-39.
[3]施维.电火花线切割断丝故障分析及排除方法[J].煤矿机械,2006(1):167-168.
[4]黄因慧.线切割加工断丝先兆及检测方法[J].电加工,1991(6):13-17.
[5]朱加雷,焦向东,蒋力培,等.高速走丝线切割机的断丝原因及解决方法[J].新技术新工艺,2007(6):35-37.
[6]姚志英.线切割断丝原因分析及试验研究[J].科技创新导报,2008(21):46-47.
[7]何亚东,齐慧滨.材料腐蚀与防护概论[M].北京:机械工业出版社,2005.
[8]黄晓军,屠世润.氢致断裂的分析[J].广西大学学报(自然科学版),1993(18):53-55.
[9]李荻.电化学原理[M].修订版.北京:北京航空航天大学出版社,1999.
猜你喜欢
山东冶金(2022年4期)2022-09-14
结构工程师(2022年2期)2022-07-15
能源工程(2021年3期)2021-08-05
建材发展导向(2021年11期)2021-07-28
科学导报(2019年48期)2019-09-25
汽车工程师(2018年10期)2018-11-21
铁道通信信号(2018年7期)2018-08-29
制造技术与机床(2017年9期)2017-11-27
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
电加工与模具(2014年3期)2014-02-24