
叶滤机自动控制系统及常见电气故障处理
2011-04-26 05:52廖名锋刘法平
电气技术 2011年6期
廖名锋 刘法平
(1.贵州省贵阳市节能监测站,贵阳 550003;2.西气东输管道公司赣湘管理处,南昌330038)
可编程序控制器(PLC)是综合了计算机技术、自动控制技术的一种新型的、通用的自动控制装置,它具有功能强、可靠性高、使用灵活方便、易于编程等特点,越来越被广泛应用于各种各样的工业场所。
叶滤机系统于2009年12月份正式投入企业运行,本系统以德国西门子S7-200 PLC、STEP7-Micro/WIN32编程软件、北京杰控科技有限公司 Fame View软件和工控机为技术平台,通过PPI电缆连接工控机和PLC,通过工控机上工艺流程图可视化起、停叶滤机系统,4#粗液泵电机根据检测到的压力转变成模拟量电流信号(4~20mA)调节转速,有效控制叶滤机的进料和压力,该系统自运行以来较稳定,自动化控制。本文将叶滤机的系统构成、工作原理、电气故障分析及处理,浅谈自己的一点体会。
1 叶滤机系统构成
叶滤机自控系统原理框图如图1,在此系统中PLC为德国西门子 S7-200,其中,CPU模块为CPU226,扩展模块EM231 AI4×12位2块,EM232 AQ2×12位1块。

图1 130叶滤机自控系统原理图
1.1 PLC输入、输出状态
PLC输入、输出状态指示如表1所示。
1.2 上位机
本系统采用的上位机是由硬件部分(CPU:P4 2.0G,内存条:DDR400 256M,主板:FSC-1713VNA,硬盘:40G等)、软件部分(北京杰控FameView V5.5组态监控系统)组成。
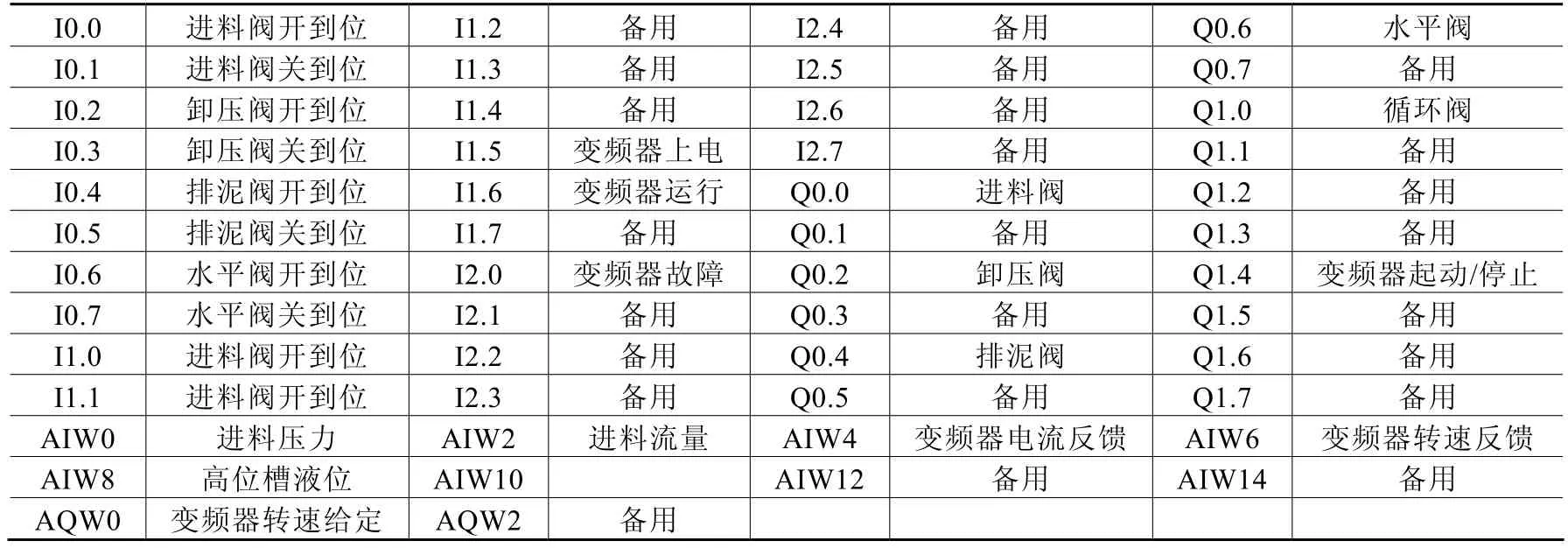
表1 PLC输入、输出状态指示
1.3 PLC通信
S7-200CPU可支持多种通信协议,如点到点(POINT-TO-POINT)的协议(PPI)、多点协议(MPI)及 PROFIBUS协议。本系统采用 PC/PPI电缆连接利用PPI协议进行通信,由于PC计算机及笔记本电脑等设备的串口为RS-232信号,而PLC的通信口为RS-485信号,两者之间要进行通信,必须要有装置将这两种信号相互转换。PC/PPI电缆就是一种实现该功能的部件。通过PC/PPI电缆上的拨码开关选择波特率,具体选择如表2。
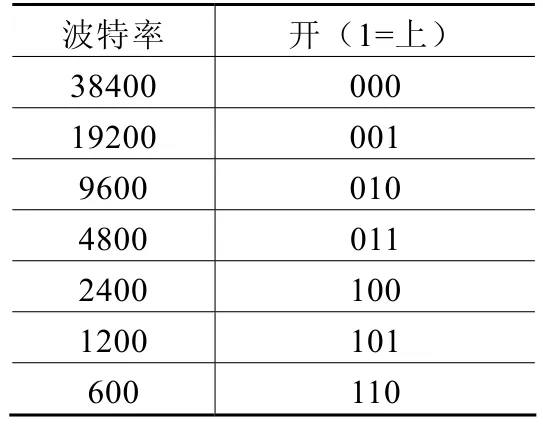
表2
1.4 4#粗液泵
4#粗液泵采用 6SE9533-7EL40 200KW 西门子变频器进行控制,变频器中RL2B、RL2C为运行信号,AIN+、AIN-为速度给定信号,A1OUT+、A1OUT-为速度反馈信号,A2OUT-、A2OUT+电流信号,起动/停止信号至PLC,上电信号、故障信号从电控配电屏至PLC,所有连接均采用屏蔽电缆,屏蔽接地在PLC 柜统一接地,其他地方悬空。
2 系统的工作原理
该系统首先打开粗液泵进口阀门和加灰阀门,起动加灰泵的同时起动粗液泵,同时起动叶滤机系统汽动阀自动控制程序,一个循环周期是 60min,首先打开进料汽动阀和循环阀,其他汽动阀关闭,循环阀打开6 min后关闭,当进料阀打开59 min后关闭,在其关闭的同时,卸压阀和排泥阀同时打开卸压、排泥5 min,在卸压和排泥阀关闭的同时,水平阀打开55s形成汽垫和平衡液位,在水平阀关闭的同时,进料和循环阀起动,开始新的循环,各个时间均可以在上位机上进行设定。
4#粗液泵系统流程图如图2所示。4#粗液泵变频器根据上位机上设定的压力输出一个自动频率,粗液泵按自动转速运行,变频器将检测的转速和电流反馈到 PLC的模拟量输入模块,当压力<压力下限时,变频器输出电源频率增大、压力升高;当压力>压力上限时,变频器输出电源频率减少、压力降低,压力始终保持在一定范围。
3 现场故障原因分析及处理
检查电气故障时,首先要熟悉叶滤机各机构的用途以及对现场各种电气设备、元件的位置进行了解,熟悉工控机及PLC的工作原理以及PLC梯形图和上位机组态软件,综合利用设备说明书及相关图纸,运用PLC的输入输出状态指示以及上位机设备运行指示,判断故障出在哪一部分,从而快速处理故障。
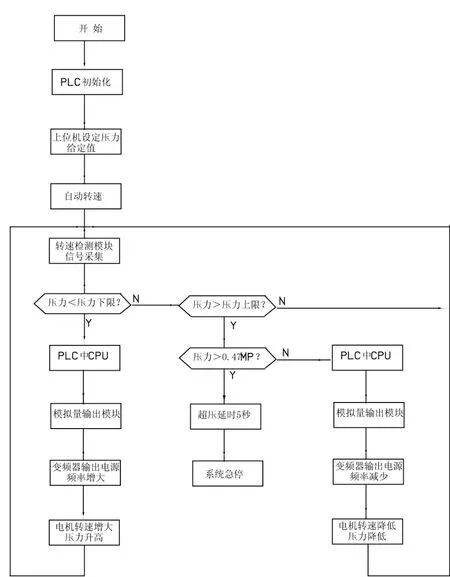
图2 4#粗液泵系统流程图
3.1 上位机无法正确显示4#粗液泵电机的转速和电流
在当时安装完叶滤机控制设备后,现场进行系统调试时出现了上述故障,首先我们检查变频器设置参数是正确的,检查PPI电缆的波特率(变频器PO92与PPI电缆均为9600波特)也是对的,再检查PLC与变频器的通信电缆连接,连接也是对的,检查接地时发现变频器与PLC均分别接地,为此我们将变频器端的接地点拆除,再对照 SIEMENS SIMATIC S7-200可编程序控制器系统手册,我们再将模拟量输入模块的负端(A-、B-、C-、D-)与公共接地端相连,经共用一个公共接地点后,试车正常。这是因为把具有不同电位参考点的设备互连会在互连电缆中产生不应有的电流,这些不应有的电流会引起通信错误或损坏设备,要确实保证通信电缆连接的所有设备,或是共用一个公共电路参考点,或是相互隔离。
3.2 运行一个周期后未重新开始新的循环
通过对PLC梯形图进行分析,一个循环开始首先是起动 4#粗液泵变频器,变频器起动延时进料阀、循环阀通电打开,变频器停止、进料阀关闭后,排泥阀、卸压阀通电打开,排泥阀关闭,延时打开水平阀,完毕重新进入循环。根据对PLC梯形图分析:循环起动开始的前提条件是停车状态和液位调整时间(如图3所示),而液位调整时间又与液位调整时间设定、延时开水平阀、排泥阀关等有关(如图4所示),为此我们检查了PLC接口电路及汽动阀回讯器,发现是汽动阀回讯器支架断裂,开、关到位信号无法正确传送到PLC及上位机,更换回讯器后,开车正常。考虑到汽动阀动作频繁,回讯器支架、传动轴是塑料的,发生断裂的可能性较大,为此我们对回讯器进行了改造,将限位开关改为接近开关,支架改为钢支架,运行近两年情况较好,基本杜绝此类问题发生。

图3
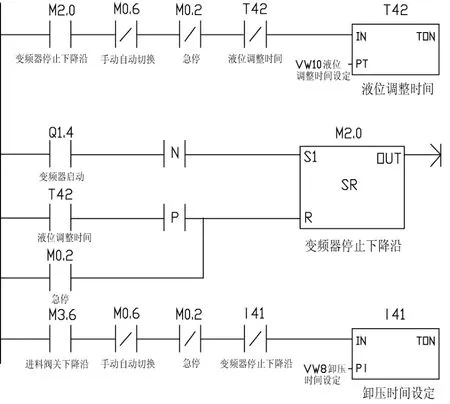
图4
3.3 叶滤机工控机开机黑屏,不能工作
原因分析:(1)工控机没有电源输入(2)工控机开关电源坏(3)主板坏及故障(4)内存条坏(5)集成显卡坏(6)工控机开关坏(7)CPU坏等。我们首先检查工控机电源输入,是有的,然后打开工控机机箱开机后,检查 FSC-1713VNA主板上的±12V和±5V指示灯是亮的,说明工控机ATX电源是好的,根据 FSC-1713VNA主板说明书,将主板上JP2跳线清CMOS内容,开机后,工控机进入桌面,但无法起动北京杰控组态软件,对C盘进行清理后,起动组态软件正常。
4 结论
针对叶滤机自控系统电气故障,我们得出的体会是:出现故障时,一定要查明情况,仔细确认后,根据故障性质检查相关的PLC输出状态指示和上位机的历史记录,再根据输出状态指示来检查PLC输入状态指示,电控回路及PLC。如果PLC的接口电路和现场检测元器件没有故障,在上位机上检查PLC的程序以及状态监控,就能快速地查出故障。一般情况下,绝大部分是PLC外围输入、输出回路故障。
[1] SIEMENS SIMATIC S7-200可编程序控制器系统手册.2002.3.
[2] 区光和,梁姚顺.PLC在温度控制系统中的应用.重庆:电工技术,2005(9).
[3] 北京杰控科技有限公司Fame View组态软件使用手册.
猜你喜欢
昆钢科技(2022年4期)2022-12-30
科学家(2022年3期)2022-04-11
铁道通信信号(2020年12期)2020-03-29
制造技术与机床(2018年11期)2018-11-23
车迷(2018年12期)2018-07-26
森林工程(2018年3期)2018-06-26
中国老区建设(2016年3期)2017-01-15
山东工业技术(2016年15期)2016-12-01
橡塑技术与装备(2016年14期)2016-02-24
学习月刊(2015年3期)2015-07-09
