
柴河水库发电厂一号机组技术改造分析
2011-04-17 06:31傅守权
中国水能及电气化 2011年6期
傅守权
(辽宁省柴河水库管理局发电厂,铁岭 112000)
柴河水库发电厂是水库主体工程的重要组成部分,为坝后式电站。电厂现有三台机组,总装机容量为7030kW,设计年发电量1600万kWh,其中一号机组为立式机组,装机容量3200kW,发电设计水头为30.5m,最大水头43m,最小水头24.4m,发电设计流量12.6m3/S,水轮机型号为HL240-LJ-140,发电机型号为TS325/36-20。一号机组于1976年投产发电,2005年10月柴河水库发电厂对该机组进行了一次扩大性大修,即将水轮发电机组全部解体,吊出发电机转子的大修方案。在此过程中,对该台机组进行了推力瓦的改造、主轴密封的改造以及对励磁机的整流子和转子滑环电刷镀的处理。
1 机组改造内容
依据中华人民共和国国家经济贸易委员会2002年发布的 《立式水轮发电机组检修技术规程》中的相关规定,水轮发电机大修间隔应该在3~6年。柴河水库发电厂一号机组大修间隔已经达到11年,在这期间的运行中,该台机组出现过主轴密封漏水、分块推力瓦瓦温偏差较大 (瓦温最高与最低值相差12℃),励磁机碳刷火花等级偏高等情况。根据对该台机组的运行状况分析,柴河水库发电厂相关技术人员制定了详细的机组扩大性大修 (吊转子)计划,对机组不良工况进行维修及改造。
1.1 推力瓦的改造
推力轴承是立式机组主要承重部件,既承担转子的重量又承担轴向的水推力,其中推力瓦是推力轴承的重要部件,是整个水轮发电机组转动部分和固定部件的摩擦面。本台机组原采用巴氏合金推力瓦,又称钨金瓦,瓦面材料采用铅基合金制成,允许运行温度不超过65℃,分块瓦温差不允许超过8℃,但在运行过程中一直存在分块瓦温差较大的情况 (最大温差12℃),所以对推力瓦重新刮瓦及镜板的研磨是本次扩大性大修过程中极为关键的技术。
拆卸下分块推力瓦之后,首先对各瓦面进行了细致的检查,发现部分瓦面局部有硬点,无坑孔及脱壳状况。在对镜板的检查中发现镜板表面粗糙度等级较低,达不到 《立式水轮发电机组检修规程》规定的镜板工作面的粗糙度不大于Ra0.4这一要求,并且表面有划痕。为了解决问题,检修人员首先用镜板研磨机研磨镜板,在调整好镜板的水平和中心之后,将研磨平板包上厚度为2mm的细毛毡,并在外面包上工业用呢(ní), 抛光材料采用了 M10的氧化铬 (Cr2O3)研磨膏。在对镜板的刮研过程中,首先剔出推力瓦瓦面硬点,重新对推力瓦中部挖低,刮削进油边,并在表面挑花,刀花面积控制在0.2cm2左右,刀花深度不超过0.03mm。
在进行了上述检修工作之后,镜板表面粗糙度达到了▽9这一数值。技术人员开始安装调试,首先是经过盘车确认推力瓦瓦面接触情况,然后通过人工锤击法调整分块瓦的受力情况。在经过细致的监测之后,起机试运,推力瓦温度在15分钟之内迅速升高到65℃,当运行人员紧急停机之后检查推力瓦及镜板,发现部分瓦面有烧损的状况,而且镜板的表面划痕也再次出现。针对这一问题,仔细分析检修记录,确认机组垂直度及打受力情况符合规程要求,机组冷却方式及油质并无异常。经过细致的排查原因后,最终确定瓦温快速升高并烧瓦的原因是镜板表面硬度达不到要求以及机组轴电流异常造成的。
确定了问题的真正原因后,采用了重新锻造镜板并更换弹性塑料瓦的方法。按照JB/T7023-2002《水轮发电机镜板锻件技术条件》要求,锻造了新的镜板,由大连三环复合材料技术开发有限公司提供的FZB03—T型推力瓦。安装过程中,由于新设备与原部件尺寸结构相同,不需要做任何改动。改造之后,经过72小时试运转,推力瓦温度保持在44℃到46℃之间,试运行一切正常。机组正常运行一年之后,检修人员检查了推力瓦瓦面的磨损情况,未出现异常。
1.2 主轴密封的改造
该台机组原采用端面尼龙主轴密封,这种主轴密封方式在平日运行中封水效果较差,极易造成水导油槽进水甩油,而且耐久性差。运行中易出现因弹簧原因造成尼龙滑块封水效果差,也会出现由于尼龙滑块自身磨损造成主轴密封漏水。在此次大修之前,曾出现过主轴密封漏水故障,更换了备用尼龙滑块后漏水量比较大,封水效果不好。该台机组运行时,厂内集水井水泵启动频繁。
在此次大修过程中,将主轴密封方式改造为橡胶活塞式主轴密封。这种密封装置,采取了可调节水压的环形活塞端面密封方式,环形活塞端面密封方式的环形活塞为耐油耐磨橡胶,利用压力水在活塞上、下腔形成水压差,使橡胶活塞与在主轴法兰上的不锈钢抗磨板形成端面密封,橡胶活塞可轴向移动,保持与抗磨板的表面贴合。橡胶活塞表面可以通过调整水压注入润滑水,降低活塞表面磨损,而均衡的水压也能保证密封效果。这种密封方式安装简易,在原密封方式的基础上改造起来极为方便。在运行两年后,技术人员对橡胶活塞进行了检查,磨损量很小。
1.3 励磁机整流子的电镀处理
一号机组采用的是直流励磁机励磁方式,这种励磁方式,具备简单可靠、不受电网影响等优点。但长期运行过程中,该台励磁机整流子表面由于不均匀的磨损而出现沟痕,并伴有电刷火花等级加大的情况,磨损逐年加剧并且表面极其不平整,缩短了励磁机使用寿命。而且处理电刷火花等级必须停机处理,对发电生产也造成了不利影响。
为了解决一号机组励磁机整流子表面不平整及磨损加剧的问题,决定将拆卸下来的励磁机运送到有励磁机电刷镀工业化应用的厂家,对整流子及转子滑环进行电刷镀,修复整流子表面磨损,并提高其耐磨性。在电刷镀之前,首先对整流子采用了车削的方式进行了机械处理,在车削之后,清除沟槽内的废屑,并对整流片进行倒角。以上工序完成后,对整流子表面电镀了镍钨锑合金,镀层光亮均匀,各项绝缘性能及电气性能均满足技术要求,保证了整流子导电性能的同时也提高了表面硬度。在改造之后的四年运行生产实践中,整流子表面磨损的问题得到解决,电刷火花等级也能维持在0~1级之间。
2 改造效果评价
2.1 运行效果评价
(1)推力瓦改造效果评价
从表1可看出,在改造前后,推力瓦瓦温下降明显。改造之前,虽然未曾出现烧瓦事故,但机组在夏季高温期间运行,处于接近机组轴承温度升高的报警温度值60℃,长期运行,存在隐患。改造之后的推力瓦温度较低,而且分块瓦温差极小。同时,弹性塑料推力瓦与巴氏合金瓦相比还具有较多技术优势,使得柴河水电厂的检修运行工作量都得到减少,还提高了机组试用寿命,具体对比情况见表2。
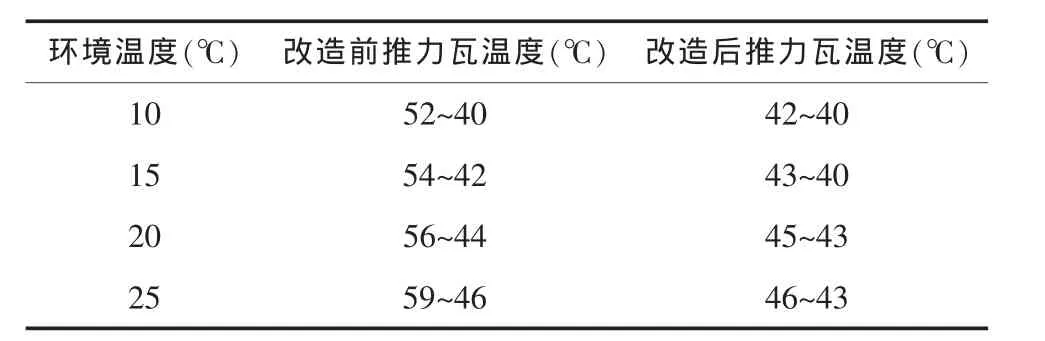
表1 推力瓦温度对比表
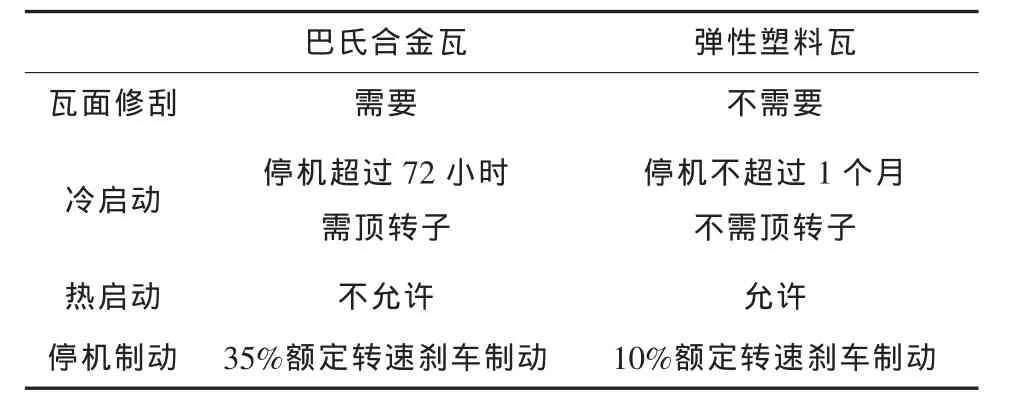
表2 巴氏合金瓦与弹性塑料推力瓦特性对比表
(2)主轴密封改造效果评价
由表3可以看出,改造之后的主轴密封方式封水效果较好。由于主轴密封止水面漏水造成的顶盖积水由顶盖排水系统排放至厂房集水井内,所以顶盖排水量的减少,避免了集水井水泵的频繁启动,减少了厂用电量,也提高了设备使用寿命。
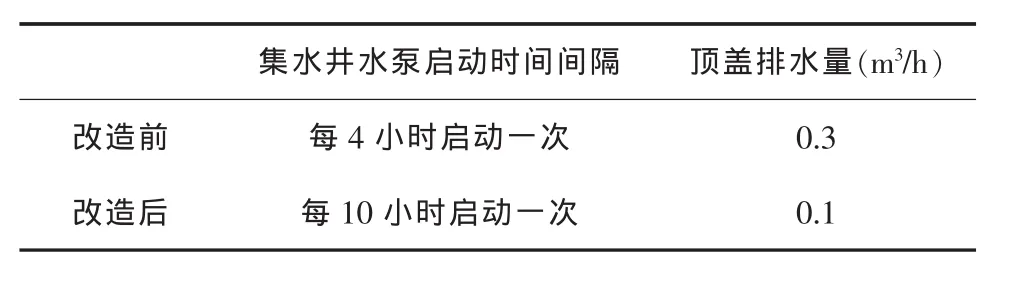
表3 主轴密封改造前后漏水量对比表
(3)励磁机整流子处理效果分析
由表4可以看出,在对励磁机整流子及转子滑环进行电刷镀的处理之后,大大减少了更换机组碳刷的个数,碳刷的火花等级也明显降低。在近年的运行过程中,没有出现因碳刷火花等级加大而造成的需停机处理的状况,机组的运行效率得到了很大的提高了。
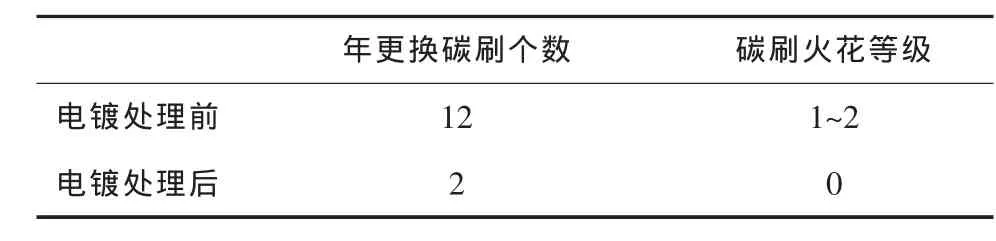
表4 励磁机处理前后数据对比表
2.2 经济评价
柴河水库电站一号机组三项改造项目中,锻造镜板投入1.2万元,更换弹性塑料推力瓦投入1.6万元,更换主轴密封装置投入1.8万元,励磁机整流子电刷镀投入0.7万元,总计投入资金5.3万元。在确保改造方案可靠的前提下,资金投入较少,而且改造之后的经济收益显著。改造之后,电站减少了运行维护的生产成本,其中,每年节省厂用电支出1.5万元,节省维护更换碳刷等维护费用0.5万元。
3 结论
柴河水库发电厂一号机组的三项技术改造中通过弹性塑料推力瓦这种新材料的应用、环形橡胶活塞主轴密封的新技术的应用、电刷镀这一新工艺在励磁机整流子上的应用,解决了电厂重要设备的缺陷及运行过程中积累的一些问题,节约了生产成本,提高了本台机组的安全运行水平,是一次成功的技改,对其它电站机组技改具有一定的参考意义。
[1]刘云.水轮发电机故障处理与检修[M].北京:中国水利水电出版社,2002.
[2]单文培.水电站机电设备的安装、运行与检修[M].北京:中国水利水电出版社,2005.
[3]立式水轮发电机弹性金属塑料推力轴瓦技术条件[S].北京:中国电力出版社,1995.
猜你喜欢
天然气与石油(2022年4期)2022-09-21
现代工业经济和信息化(2022年6期)2022-08-02
核科学与工程(2021年4期)2022-01-12
科学与信息化(2020年10期)2020-06-19
当代陕西(2019年24期)2020-01-18
上海大中型电机(2019年2期)2019-06-26
石油天然气学报(2019年6期)2019-02-12
综合智慧能源(2018年5期)2018-07-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
