
浅谈自动化仪表的维护
2011-04-14 01:47:54丁俊
科技传播 2011年13期
丁 俊
江苏泰兴金江化学工业有限公司,江苏 泰兴 225404
1 自动化仪表的维护的重要性
随着,社会经济的发展,生产水平的提高,特别在化工、石化、钢铁、造纸、食品、医药、电力、煤矿等行业,对自动化水平的要求不断提高。生产过程中检测与控制过程中出现的故障现象比较复杂,正确判断、及时处理生产过程中仪表故障,为缩短处理仪表故障时间,保证安全生产提高经济效益,要求加强自动化仪表的维护尤为重要。
经常出现仪表故障现象,由于不但直接关系到生产的安全与稳定,同时,也涉及到产品的质量和消耗,而且也最能反映出仪表维护人员的实际工作能力和业务水平,也是仪表维护人员能否获得工艺操作人员信任,彼此配合密切的关键。对现场仪表维护人员的技术水平提出了更高要求。要随时对生产过程中使用的仪表进行维护并能对常见故障及时处理。
2 化工生产中仪表维护实例
在化工生产过程中,测量储罐、反应釜液位是见得很多的。用来测量液位计的也很多,有双法兰变送器、单法兰变送器,还有用得比较多的就是磁翻柱液位计。
在乙酯生产中,由几个用磁翻柱液位计来测量反应釜的液位。由于釜里的液位比较脏,造成釜里的浮子容易堵塞,每个月都要拆几次才好一点。磁翻柱下面是装的盲板,每次拆下还比较麻烦,里面都有点余料,不注意还要伤到人。而且几个釜,都是这个现象。
拆了几次后,我们就提出改进措施。磁翻柱的液位计是上下法兰和釜连接,最下面是用盲板堵住浮子,使其随着液位变化引起浮子变化使磁珠跟着一起变化。如将下面的改成法兰,再装个球阀来控制,只要定期排放污物,液位计就不存在堵塞现象。
但当法兰装好后又出现一个问题,法兰口大,浮子易掉到底,容易卡在法兰口,我们又想了个办法,在法兰口中间焊一个铁柱,这个问题就解决了。
现在操作工定期排放,就很少出现堵塞现象,使生产得以下常生产。从中对我们搞仪表维护也有所启迪。
3 自动化仪表维护的启迪
在现代的生产中自动化仪表的维护是很重要的,随着自动化程度的提高,设备的精良,检修水平的提高主要来自生产实践中。当设备上的仪表故障出现,我们要如何去处理,如何去解决,如何去减少故障出现的频率。这是让我们去思考的。我认为可以从以下几方面:
1)从生产工艺特点方面考虑
由于生产操作管道化、流程化、全封闭等特点,尤其是现代化的企业自动化水平很高,工艺操作与检测仪表密切相关,工艺人员通过检测仪表显示的各类工艺参数,诸如反应温度、物料流量、容器的压力和液位、原料的成分等来判断工艺生产是否正常,产品的质量是否合格,根据仪表指示进行加量或减产,甚至停车。
仪表指示出现异常现象(指示偏高、偏低,不变化,不稳定等),本身包含两种因素:一是工艺因素,仪表正确的反映出工艺异常情况;二是仪表因素,由于仪表(测量系统)某一环节出现故障而导致工艺参数指示与实际不符。这两种因素总是混淆在一起,很难马上判断出故障到底出现在哪里。仪表维护人员要提高仪表故障判断能力,除了对仪表工作原理、结构、性能特点熟悉外,还需熟悉测量系统中每一个环节,同时,对工艺流程及工艺介质的特性、设备的特性应有所了解,这能帮助仪表维护。
总之,分析现场仪表故障原因时,要特别注意被测控制对象和控制阀的特性变化,这些都可能是造成现场仪表系统故障的原因。所以,我们要从现场仪表系统和工艺操作系统两个方面综合考虑、仔细分析,检查原因所在。
2)从自动化仪表本身考虑
仪表维护人员要提高仪表故障判断能力,提高仪表的维护水平,要对仪表工作原理、结构、性能特点熟悉外,还需熟悉测量系统中每一个环节,同时,对工艺流程及工艺介质的特性、设备的特性应有所了解。
自动化仪表的分类有:
工作机理——物理型、化学型、生物型等;
构成原理——结构型(场定律)、物性型(物质定律);
能量转换——能量控制型、能量转换型;
物理原理——电、磁电、压电、光电、气电、热电、光波 式、射线式、半导体式、其它;
使用场合——位移、压力、振动、温度、流量等;
输出信号——模拟、数字;
转换过程——双向、单向。
各种仪表有各自的特点,但是基本的测量原理都是相同的,其传感器的测量原理和功能都是类似的。
基本功能:将被测量转换为便于传输的物理量(电量等);
基本组成:敏感元件、转换元件、转换电路。
仪表传感器的组成:
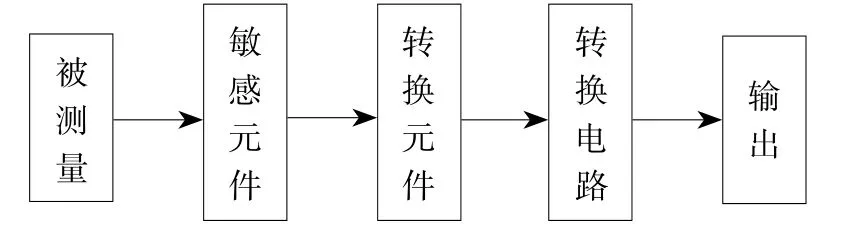
一般的传感器只能作为敏感元件,须配上变换仪表来检测物理量、化学量等的变化。随着微电子技术的发展,出现了智能仪表。智能仪表采用超大规模集成电路,利用嵌入软件协调内部操作,在完成输入信号的非线性补偿、零点错误、温度补偿、故障诊断等基础上,还可完成对工业过程的控制,使控制系统的功能进一步分散。智能传感器集成了传感器、智能仪表全部功能及部分控制功能,具有很高的线性度和低的温度漂移,降低了系统的复杂性、简化了系统结构。
3)自动化仪表各个参数的测量方面
现场仪表测量参数一般分为温度、压力、流量、液位四大参数。根据测量参数的不同,来分析不同的现场仪表故障所在。
首先,在分析现场仪表故障前,要比较透彻地了解相关仪表系统的生产过程、生产工艺情况及条件,了解仪表系统的设计方案、设计意图,仪表系统的结构、特点、性能及参数要求等;
其次,在分析检查现场仪表系统故障之前,要向现场操作工人了解生产的负荷及原料的参数变化情况,查看故障仪表的记录曲线,进行综合分析,以确定仪表故障原因所在;
第三,如果仪表记录曲线为一条死线(一点变化也没有的线称死线),或记录曲线原来为波动,现在突然变成一条直线;故障很可能在仪表系统。因为目前记录仪表大多是DCS计算机系统,灵敏度非常高,参数的变化能非常灵敏的反应出来。此时可人为地改变一下工艺参数,看曲线变化情况。如不变化,基本断定是仪表系统出了问题;如有正常变化,基本断定仪表系统没有大的问题;
第四,变化工艺参数时,发现记录曲线发生突变或跳到最大或最小,此时的故障也常在仪表系统;
第五,故障出现以前仪表记录曲线一直表现正常,出现波动后记录曲线变得毫无规律或使系统难以控制,甚至连手动操作也不能控制,此时故障可能是工艺操作系统造成的;
第六,当发现DCS显示仪表不正常时,可以到现场检查同一直观仪表的指示值,如果它们差别很大,则很可能是仪表系统出现故障。
总之,分析现场仪表故障原因时,要特别注意被测控制对象和控制阀的特性变化,这些都可能是造成现场仪表系统故障的原因。所以,我们要从现场仪表系统和工艺操作系统两个方面综合考虑、仔细分析,检查原因所在。
4)自动化仪表的使用过程
自动化仪表的故障的出现不是偶然的,故障的出现都会一个过程。自动化仪表的使用是有一个过程。先是设计、选型、采购、安装、投入使用、故障出现、修理、无法修理就报废、换新表等过程。
自动化仪表前期工作是如何去设计、选型、采购、安装。前期质量好坏,决定仪表本身的使用的好坏,使用的寿命长短。
自动化仪表的中期,也就是仪表的使用过程,使用的好坏,维护的质量,对仪表的使用寿命来说起到致关重的。特别维护得好坏对仪表都有不同效果。
自动化仪表后期,当故障出现如何去解决,当故障频率多次出现,就要想办法去处理,想出改进方法,提出更好的措施来解决问题,以致于达到仪表正常的使用效果,减少故障出现的频率,延长仪表的使用寿命。
5)仪表的故障分析步骤
从外部初步判断故障部位:
显示内容;输入信号;键盘命令;控制输出信号;通讯数据。
从内部信号连接顺序判断故障部位:
输入信号——调理电路——信号选择——阻抗匹配——模数转换——数据处理——显示——控制输出——通讯接口
线路检测:传感器——变送器——系统;
采集信号精度检测:标准信号源——显示数据;
控制信号精度检测:手动置数——信号测量;
通讯链路检测:发送命令或数据;
控制参数校对:按照上次运行正常的参数进行。
4 结论
由磁翻柱液位计易堵故障的检修,从中我们有所启迪。对自动化仪表的维护工作是任道而重远,是现代化工业发达的时期,化工通过对生产过程中仪表故障判断思路的论述及相应的仪表故障处理,说明了怎样在生产过程中检查和处理仪表的故障,对怎样处理和判断仪表常见故障提供了一种工作思路和方法。由于仪表检测与控制过程中出现的故障现象比较复杂,正确判断、及时处理生产过程中仪表故障,是仪表维护人员必须具备的能力。只有在工作实践中不断的学习、不断的总结经验,这样才能提高自己的工作能力和业务水平。
[1]厉玉鸣.化工仪表及自动化[M].3版.化学工业出版社,1999.
[2]孔祥波.化工生产控制自动化及仪表研究[M].甘肃科技,2009.
[3]傅星.工业仪表检修与技巧.
猜你喜欢
建筑与预算(2023年2期)2023-03-10 13:13:36
建筑与预算(2022年5期)2022-06-09 00:55:10
建筑与预算(2022年2期)2022-03-08 08:40:56
汽车维修与保养(2021年12期)2021-03-08 09:34:00
汽车维修与保养(2020年10期)2021-01-22 06:36:54
山东冶金(2019年6期)2020-01-06 07:45:54
世界农药(2019年2期)2019-07-13 05:55:12
铜业工程(2015年4期)2015-12-29 02:48:39
现代制造技术与装备(2015年4期)2015-12-23 10:20:22
石油工程建设(2014年5期)2014-03-20 15:24:44
