多段连续螺纹平滑过渡的插补方法*
2011-03-15 08:42李松李迪叶峰赖乙宗
华南理工大学学报(自然科学版) 2011年6期
李松 李迪 叶峰 赖乙宗
(华南理工大学机械与汽车工程学院,广东广州510640)
如果vi≥vobj2,Z轴方向的变速完成,到达目标速度,进入BC段进行螺纹加工,其他周期跟随速度的运算如下:
一个工件上有多段螺纹,且不同螺纹段之间平滑过渡,没有重叠,则称此螺纹为多段连续螺纹.具体可分为以下两种类型:(1)具有不同螺距的多段螺纹,如油管、气管等密封螺纹连接件的螺纹;(2)具有不同锥度的多段连续螺纹,如医用螺钉、钢板螺纹孔等的螺纹.多段连续螺纹连接件的应用越来越广泛,若采用只有一般螺纹加工功能的数控系统进行加工,则将增加G代码编程难度,甚至无法实现.
国外的一些高档数控系统,如日本的发那克系统和德国的西门子系统,具备加工连续螺纹的功能,加工平稳,运算精度高,但其核心平滑处理算法严格保密.有些国产的数控系统虽具有此功能,但可重复性和平稳性较差,加工精度不高.为此,文中对多段连续螺纹的平滑过渡问题进行研究,以线性加减速为例,基于数据采样插补法[1],探讨了螺纹过渡处理的起始位置确定方法和多段螺纹平滑过渡时加速度和速度(增量)的计算方法,并研究了其插补算法的实施方法.
1 平滑处理过程
1.1 螺纹插补原理
不同螺距的多段连续螺纹的剖面示意图如图1(a)所示.AB段螺纹螺距为PAB,BC段螺纹螺距为PBC,PAB不等于PBC,AB和BC之间以变螺距方式平滑过渡.不同锥度的多段连续螺纹剖面如图1(b)所示,A'B'与B'C'段螺距相等,A'B'段螺纹锥度为Φ,B'C'段螺纹锥度为0°.

图1 不同螺距和不同锥度的多段连续螺纹剖面示意图Fig.1 Schematic plan of section of multi-sect continuous thread with different pitches and tapers
螺纹加工可以看作是具有主轴脉冲发生器的旋转轴Q、螺纹切削方向(Z轴)以及切削深度方向(X轴)的两轴或三轴联动问题[2-4].对于变螺距螺纹,若主轴脉冲发生器每转产生的脉冲数为K,螺纹插补就是在Q-Z平面内脉冲数q和切削进给量z的直线插补,如图2所示.主轴脉冲数K固定时,对于不同的螺距P,插补得到不同斜率的直线[1-6].对于螺距不同的连续螺纹,Z轴方向切削速度不同,即斜率不同,过渡时Z轴方向切削速度要进行平滑处理;对于多段变锥度螺纹,如图3所示,A'B'、B'C'两段的锥度不同,则X轴方向的进给速度不同,Q-Z平面内脉冲数K和切削进给量z的直线插补在X-Z平面里是两段斜率不同的直线A'B'、B'C',两段过渡时同样需要平滑处理,过渡处理类似小线段的过渡处理[7-12].

图2 变螺距连续螺纹插补原理Fig.2 Interpolation principle of continuous thread with different pitches

图3 变锥度连续螺纹插补原理Fig.3 Interpolation principle of continuous thread with different tapers
1.2 相同锥度、不同螺距螺纹的平滑过渡处理方法
不同螺距的连续螺纹平滑过渡时的插补方法如图4的T1-T2段所示.过渡中,Z轴方向进给速度需平稳变化.为了保证加工的可重复性及多次循环加工不乱牙,要求过渡处理时间和位移恒定.为计算过渡时间,首先计算AB和BC段沿Z轴方向的目标切削速度vobj1和vobj2:

式中:r为理想主轴旋转速度;t为单个插补周期时间;λ为时间周期转换系数.
预测的螺纹过渡(加速或减速)周期数为

式中:a为系统参数设定的Z轴方向切削加速度.开始变速时的剩余长度为

设Ji为螺纹加工剩余量,初始值为AB段螺纹长度.当Ji≥Lleft时,Z轴方向进给速度跟随主轴旋转速度,如图4(b)所示,利用数据采样插补法和螺纹插补原理得第i次螺纹插补速度vi和剩余量Ji:

式中:A为主轴旋转一周的脉冲总数,当传动比为1时,A为编码器线数与倍频系数的乘积;Δi为第i周期编码器计数增量值.
当Ji<Lleft时,进入变速处理.过渡时,每次插补运算完成后重新计算螺距增量ΔP.计算如下:

根据螺纹切削跟随的性质,如果vobj1≤vobj2,则
在堤坝的使用过程中,经常会遇到渗水、开裂及滑坡等的情况,在这些堤坝病害中,渗水是最常见的堤坝病害,但是因为形成堤坝渗水的原因不一,因此,堤坝的渗水类型也有所不同。经过实地考察,发现堤身渗水是堤坝渗水类型之一。出现堤身渗水的情况主要是因为在堤坝施工的过程中,堤身填充或压实不均匀,长期受水的冲刷作用,密度与湿度欠缺的堤身部分就会出现渗水的情况[1]。

如果vobj1>vobj2,则

式中,Pi为本周期跟随主轴对应的螺距.
如果vi≥vobj2,Z轴方向的变速完成,到达目标速度,进入BC段进行螺纹加工,其他周期跟随速度的运算如下:


图4 变螺距连续螺纹的插补方法示意图Fig.4 Schematic plan of interpolation method of continuous thread with different pitches
由于加速度a由系统设定,是固定值,螺纹加工时,主轴理想速度不变,因此每次计算出的过渡周期数是相同的.过渡时,主轴旋转相同角度时的螺距增量相同.因此,平滑后BC段螺纹的入口相同,可保证平滑后切削的螺纹不乱牙.
1.3 相同螺距、不同锥度螺纹的平滑过渡处理方法
不同锥度螺纹过渡时,Z轴一直跟随主轴进行移动,如图5(a)所示;由于斜率变化,X轴方向不同段的速度变化如图5(b)所示;X轴方向切削速度无法继续跟随,中间需要过渡,如图5(d)所示.为了保证加工的可重复性,每次加工的过渡时间务必恒定,且加工速度需变化平稳.为得到过渡时间,首先计算Z轴方向跟随速度:

式中:PA'B'为A'B'段螺距.
A'B'段在X轴方向的目标切削速度为

式中,δ0为起点为A'(x0,z0)、终点为B'(x1,z1)的线段的斜率
B'C'段在X轴方向的目标切削速度为

式中,δ1为起点为B'(x1,z1)、终点为C'(x2,z2)的线段斜率
X轴方向平滑处理需要的加速或减速周期数为

开始变速时的剩余长度为

设J'i为螺纹加工时X轴方向剩余量,初始值为.
当J'i<Lleft时,进入变速处理.每次插补运算时重新计算加速度.计算公式如下:

变速区速度计算公式为

式中,v'i为本插补周期速度.
计算剩余长度:

如果v'i≥v'obj1,X轴变速完成,到达目标速度,进入B'C'段螺纹加工,这里虽然重新计算了加速度,但运算时仍可能有少量剩余,为避免数据丢失,B'C'段第1周期的速度值为



图5 变锥度多段连续螺纹的插补方法示意图Fig.5 Schematic plan of interpolation method of multi-sect continuous thread with different tapers
其他周期X轴跟随Z轴,速度运算为程序段交界处的少量脉冲输出与下一个程序段的脉冲处理和输出是重叠的,因此连续程序段加工时,因运动中断所引起的断续加工被消除,于是可以连续地执行螺纹切削程序段.
2 插补算法的实现
本研究的硬件系统由嵌入式ARM(Advanced RISC Machines)处理器、数字信号处理器(DSP)和现场可编程门阵列(FPGA)组成.其中:ARM作为上位机,负责数控系统人机界面G代码编译、PLC编译和参数管理等;DSP+FPGA作为下位机,负责逻辑执行、运动控制和插补预处理等.
本研究算法在上述平台上得到了实现.CNC编写的连续螺纹G指令格式为

上位机中G代码解析器读到指令后,将其解析为可执行数据包,发送给运动控制模块,供插补器进行螺纹插补.由于篇幅原因,文中不对G代码的解析、查错、传输等过程作介绍.DSP根据数据包进行螺纹插补的主流程如图6所示.

图6 多段螺纹插补主流程图Fig.6 Main flowchart of multi-sect thread interpolation
3 仿真、加工实验与结果
为验证连续螺纹平滑过渡算法的准确性、平稳性和可重复性,文中进行了多段螺纹的加工试验和螺纹轨迹的仿真试验.
3.1 加工条件
控制器为自主研发的ARM+DSP+FPGA高精度数控车床系统.加工刀具为60°合金钢螺纹刀;工件原料为铝材圆棒;配备机床为济南第1机床厂CK6136i高精数控车床;配备电机为GSK交流伺服电机;驱动器为GSK-DA98B交流伺服驱动器;主轴编码器为多摩川2500线光电编码器,4倍频.伺服主轴旋转速度为800 r/min;多段锥度不同螺纹的偏移角为30°,螺距为1.5mm;多段变螺距螺纹第1段螺距PAB为1.5mm,第2段螺距PBC为2.5mm.加速度为0.5 m/s2.利用Matlab仿真多段螺纹平滑处理的轨迹如图7(a)和8(a)所示.各种类型连续螺纹分别加工6个工件,加工出来的工件实物如图7(b)和8(b)所示,利用SV-5040螺纹影像检测仪测量螺距,测量时利用特殊夹具保证切入点重合.不同螺距多段螺纹的第1段螺距如图9(a)所示,工件1-6的过渡段螺距分别为:2.099、2.095、2.099、2.096、2.099和2.098mm,第2段螺距如图9(b)所示;不同锥度多段螺纹的螺距测量结果如图10所示.

图7 多段不同螺距螺纹的仿真轨迹与螺纹工件Fig.7 Simulated track and workpiece of multi-sect thread with different pitches
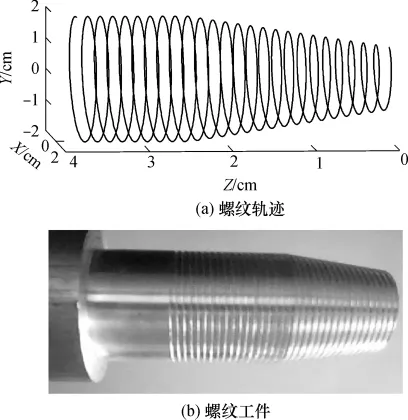
图8 不同锥度螺纹的仿真轨迹和螺纹工件Fig.8 Simulated track and workpiece of multi-sect thread with different tapers
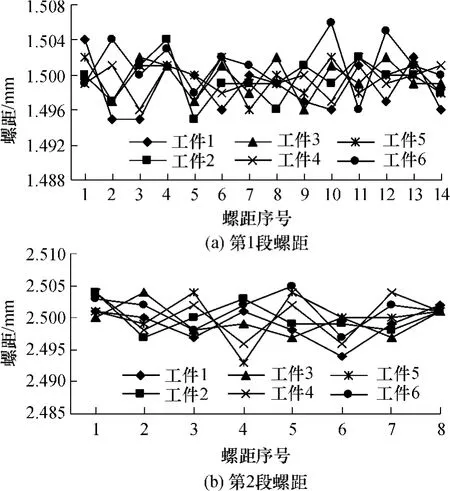
图9 不同螺距多段螺纹不同段的螺距Fig.9 Pitches of different sections of multi-sect thread with different pitches

图10 不同锥度多段螺纹的螺距Fig.10 Pitches of multi-sect thread with different tapers
3.2 结果分析
由图7(a)中可知,不同螺距螺纹平滑过渡时,没有明显的凸起和变化,说明文中算法是平稳的.由实际加工的螺纹测量出的数据结果可看出,AB段螺纹螺距误差在-0.005~0.006 mm之间,过渡段螺距在2.095~2.099 mm之间,最大值与最小值相差0.004mm,BC段螺纹螺距误差在2.493~2.505 mm之间,误差在-0.007~0.005 mm之间,过渡处理后,加工出来的工件重复误差在-0.007~0.006mm之间,保证了平滑后螺纹切削不乱牙,这也说明利用文中算法加工多段螺纹具有可重复性和准确性.
由图8(a)中可知,不同螺距螺纹平滑过渡时,切削轨迹线没有明显的突变,这说明本算法是平稳的.由实际加工的螺纹测量出的螺距(如图10所示)的误差在-0.008~0.007mm之间,说明Z轴方向切削无明显波动.采用文中控制方法使得在程序段的交界处进给轴与主轴严格同步,无同步误差,因此能够完成那些中途改变螺距和形状的特殊螺纹的切削,即使在同一部分改变切削深度重复进行螺纹切削,也可正确加工而不损坏螺纹.因此利用本算法加工变锥度多段螺纹是可行的.
4 结语
为使一次性加工多段连续螺纹成为可能,文中以线性加减速为例设计了螺纹过渡起始位置的确定方法和过渡时插补加速度的计算方法.经仿真和加工实验证明,利用此螺纹过渡处理方法对螺纹进行加工时,平滑中速度变化平稳,平滑后切削的螺纹不乱牙,保证了螺纹加工精度,且平滑后螺纹的入口相同.该处理方法已应用在G92、G76螺纹的加工复合指令中,以及高速高精车床数控系统的研制中,取得了较理想的效果.此研究对于开发具有我国自主知识产权的中高档数控系统螺纹车削加工系统具有较好的参考价值.
[1] Warren S Seames.Computer numerical control:concepts and programming[M].New York:Delmar Publishers Inc,1986.
[2] 李钢,许永华.数控车床螺纹加工变螺距导入方法[J].合肥工业大学学报:自然科学版,2001,24(1): 52-54.Li Gang,Xu Yong-hua.A new method of spiral entrance based on adjusting the pitch of thread for CNC lathe[J].Journal of Hefei University of Technology:Natural Science,2001,24(1):52-54.
[3] 彭小燕,王虎符,王文格.CNC车床螺纹加工的插补方法[J].机械与电子,1997(2):15-16.Peng Xiao-yan,Wang Hu-fu,Wang Wen-ge.An interpolation method for thread cutting in CNC lathe[J].Machinery&Eletronics,1997(2):15-16.
[4] Li Song,Li Di,Lai Yi-zong.A new algorithm for thread cutting entrance[C]∥The 3rd International Conference on Advanced Computer Control IEEE.Harbin:IEEE,2011:457-460.
[5] 蔡善乐,曹庆,马志宏,等.成形螺旋线基础上的螺纹数控加工[J].兰州理工大学学报,2004,30(4): 46-48.Cai Shan-le,Cao Qing,Ma Zhi-hong,et al.The NC processing of screw thread cut along an available spiral[J].Journal of Lanzhou University of Technology,2004,30 (4):46-48.
[6] 王文熙.多头螺纹数控车削的周向分度法[J].青岛大学学报:工程技术版,2002,17(2):74-76.Wang Wen-xi.Circular dividing of multiple thread in CNC lathe[J].Journal of Qingdao University:Engineering&Technology Edition,2002,17(2):74-76.
[7] Erkorkmaz K,Altintas Y.High speed CNC system design (Part II):modeing and identification of feed drives[J].International Journal of Machine Tools and Manufacture,2001,41(8):1487-1509.
[8] 张得礼,周来水.数控加工运动的平滑处理[J].航空学报,2006,27(1):125-130.Zhang De-li,Zhou Lai-shui.Adaptive algorithm for feedrate smoothing of high speed machining[J].Acta Aeronautica et Astronautica Sinica,2006,27(1):125-130.
[9] 王宇晗,肖凌剑,曾水生,等.小线段高速加工速度衔接数学模型[J].上海交通大学学报,2004,38(6):12-15.Wang Yu-han,Xiao Ling-jian,Zeng Shui-sheng,et al.An optimal feedrate model and solution for high-speed machining of small line blocks with look-ahead[J].Journal of Shanghai Jiaotong University,2004,8(6):12-15.
[10] 曹宇男,王田苗,陈友东,等.插补前S加减速在CNC前瞻中的应用[J].北京航空航天大学学报,2007,33 (5):21-24.Cao Yu-nan,Wang Tian-miao,Chen You-dong,et al.Application of pre-interpolation S-shape acceleration/deceleration in CNC look-ahead interpolation algorithm[J].Journal of Beijing University of Aeronautics and Astronautics,2007,33(5):21-24.
[11] 任锟,傅建中,陈子辰.高速加工中速度前瞻控制新算法研究[J].浙江大学学报:工学版,2006,40(11): 1985-1988.Ren Kun,Fu Jian-zhong,Chen Zi-chen.New look-ahead algorithn for velocity control in high speed machining[J].Journal of Zhejiang University:Engineering Science,2006,40(11):1985-1988.
[12] 李方,李迪,黄昕.非均匀有理B样条在线拟合高速平滑插补法[J].华南理工大学学报:自然科学版,2010,38(8):61-65.Li Fang,Li Di,Huang Xin.High-speed smoothing interpolation based on NURBS online fitting[J].Journal of South China University of Technology:Natural Science Edition,2010,38(8):61-65.
猜你喜欢
内江科技(2022年3期)2022-03-30
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
铁道学报(2018年11期)2018-12-13
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
电力与能源(2017年6期)2017-05-14
塑料制造(2016年5期)2016-06-15
中国卫生标准管理(2015年4期)2016-01-14
中国塑料(2015年9期)2015-10-14