四柱液压机的PLC系统设计
2011-01-24 02:04:38倪洪启王树强
沈阳化工大学学报 2011年1期
倪洪启, 牛 野, 王树强
(沈阳化工大学机械工程学院,辽宁沈阳110142)
液压机是制品成型生产中应用最广的设备之一,YB32-300型四柱液压机适用于可塑性材料的压制,如冲压、翻边和薄板拉伸等工艺.传统液压机的电气控制采用继电接触器的硬件控制方式,这种控制系统继电器的数量较多,造成设备的故障率高、维修困难.本文采用 PLC对YB32-300型液压机进行控制,实现了液压机生产的自动化.PLC控制系统具有可靠性高、抗干扰能力强、适应性强和维修方便等优点[1].
1 液压机主要工作过程[2]
1.1 液压机主要结构
YB32-300型四柱万能液压机主要由主机和控制机构两大部分组成.液压机主机部分包括机身、主缸、顶出缸及补液装置,其主机机构的动力部分由油箱、变量泵、电动机和各种安全阀以及换向阀组成.动力机构在控制机构的控制下,通过泵和液压缸及各种液压阀实现能量的转换、调节和输送,完成各种工艺动作的循环.
1.2 液压机的主要工作过程
图1为YB32-300型四柱万能液压机的工作循环图,其主缸要能够完成横梁快速下行、慢速压制、保压、回程和悬空停止等动作,顶出缸要完成顶出、回程和在任意位置上静止等动作.
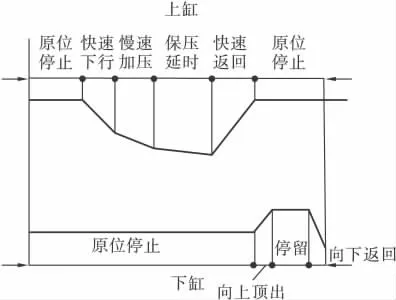
图1 YB32-300型液压机工作循环图Fig.1 Working cycle diagram of YB32-300 type hydraulic press
1.3 液压机动力系统工作原理
图2为YB32-300型液压机的液压系统工作原理.该系统由变量泵1供油,用电液换向阀6控制主缸12的升以及主缸的油液压力,行程开关19、20分别用来控制顶出缸的顶出位置和回程位置.顺序阀5用来调整压力,保证控制油路有足够的压力.系统工作压力由远程调压阀3调节,安全阀2防止系统超载.
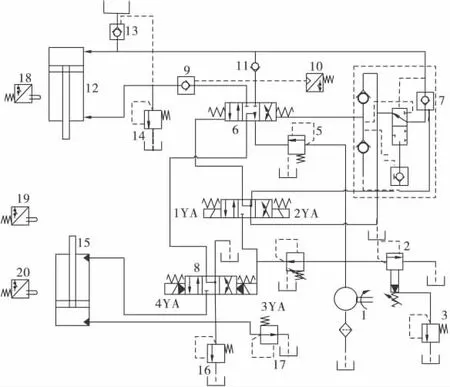
图2 YB32-300型液压机液压系统原理Fig.2 Hydraulic system diagram of YB32-300 type hydraulic press
2 系统总体设计
2.1 系统的工作方式设计
基于YB32-300型四柱万能液压机的工作要求,PLC控制系统的控制方式包括自动连续运行、单步运行和手动运行3种工作模式.进行调试或调整设备时可采用手动运行模式或单步运行模式,正常生产时选用自动连续运行模式.
2.2 PLC系统设计
2.2.1 PLC所需的I/O点数
输入信号端:3个控制主缸和顶出缸行程位置的行程开关,1个控制主缸油液压力的压力继电器,9个手动控制按钮,分别控制机构的启动/停止,主缸的上升/下降,顶出缸的顶出/返程还有控制机构运行方式的自动/手动/单步的切换模式按钮开关.即共13个输入信号,除停止按钮为常闭开关,其余均为常开按钮.
输出信号端:6个状态显示指示灯,分别用来来显示液压机的开始/停止,压型保压时间指示灯和自动/手动/单步的工作状态显示灯,4个用来驱动换向阀换向的输出信号,即共10个输出信号.
该PLC系统共有13个输入信号和10个输出信号,考虑今后的调整和扩充需要以及个别点有故障时可以有代替点,一般加上10%~20%的备用量[3].
2.2.2 程序存储器容量的估算
由于该PLC系统不需要模拟量,只需要13个开关量输入量,10个开关量输出量,因此可按以下公式[4-5]进行估算:
输入点数×10+输出点数×8+定时器个数×4=13×10+10×8+3×4=222字,并根据总字数再加上25%的备用量作为缓存.
因此,需选择输入点个数>13、输出点个数>10,存贮器字数>222的PLC,对PLC的扫描速度及其他方面无特殊要求.考虑工厂的环境条件、将来的自动化改造、设备的装配和维修方便等原因,从长远的角度看选用西门子 S7-300PLC.S7-300具有很高的电磁兼容性和抗振动、抗冲击能力,可以应用在恶劣的环境条件下[6].设计中选用的S7-300PLC的CPU型号为CPU315,输入模块和输出模块分别选用DI16× DC24V、DO16×DC24V/0.5A.
2.3 PLC外部接线图
根据设计要求给出PLC控制系统的外部接线图,如图3所示.

图3 PLC外部接线图Fig.3 PLC external hookup
2.4 PLC系统地址分配表
根据设计要求,I/O地址分配如表1所示.
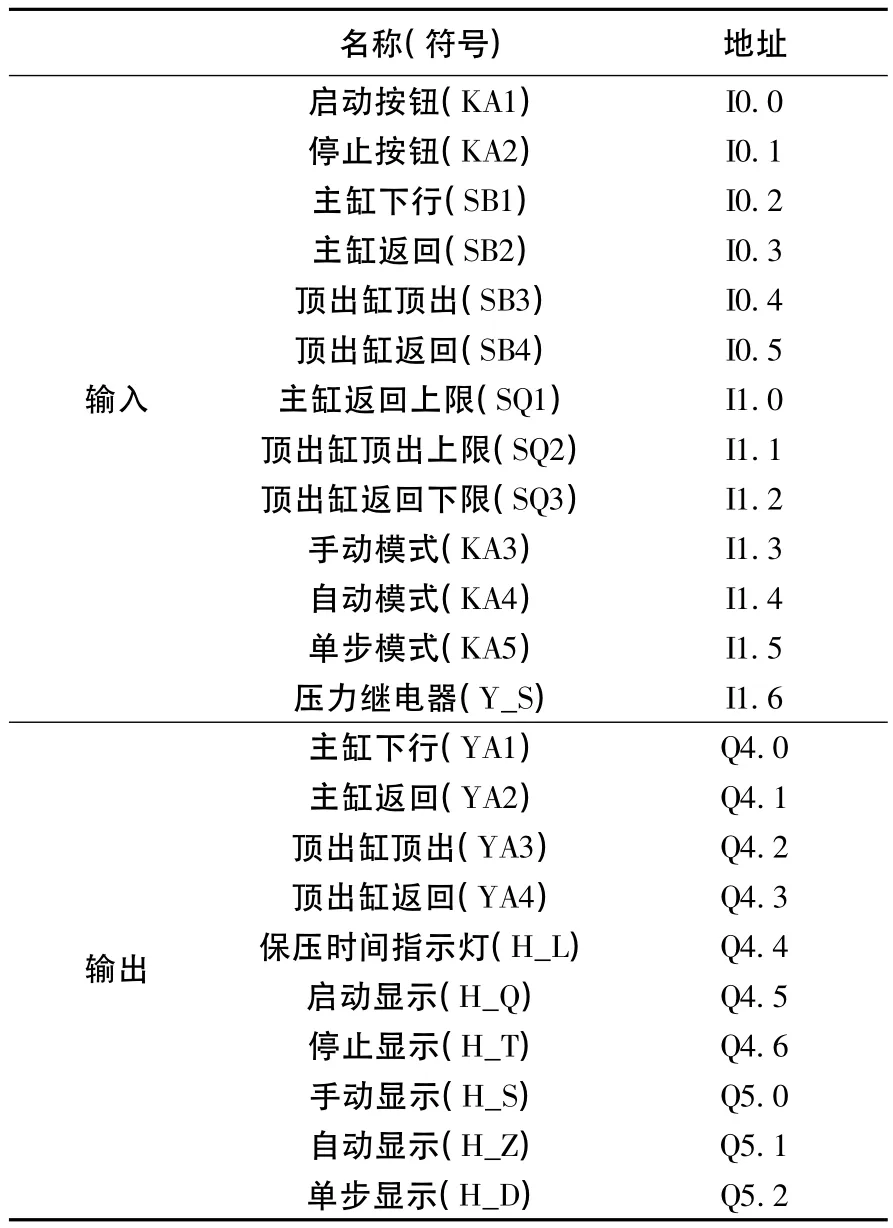
表1 I/O地址分配表Table 1 Assig nment of I/O point
2.5 PLC程序编制
2.5.1 程序的主体结构
程序由主程序OB1、初始化程序OB100和3个子程序,即公共程序FC1,手动程序FC2和自动程序FC3构成.在主程序中(见图4),用调用功能的方式来实现各种工作方式的切换,当切换到各个工作方式时,各工作方式指示灯点亮.公用程序FC1是无条件调用的,供各个工作方式公用.由图3可知,工作方式选择开关同时只能选择一种工作方式.选择手动时调用手动程序FC2,选择自动和单步工作方式时,调用FC3.
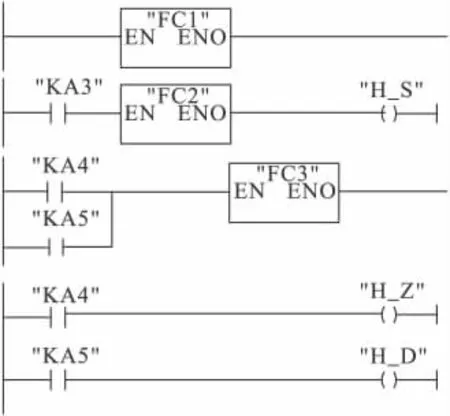
图4 主程序OB1Fig.4 Main program OB1
2.5.2 公用程序
图5为公用程序FC1的控制程序,主要用于各种工作方式之间相互切换的处理.
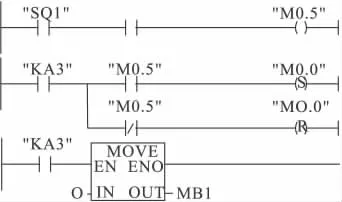
图5 公用程序FC1Fig.5 Public program FC1
当系统从自动工作方式切换到手动工作方式,然后又返回到自动工作方式时,可能会出现同时有2个活动步的异常情况,引起错误的动作.因此在手动工作方式中用MOVE指令将顺序功能图中各步对应的存储器复位.
2.5.3 手动程序
由图3可知,手动操作时I0.2~I0.5对应2个液压缸的顶出和返回,为确保系统的安全运行,手动程序中需设置一些必要连锁.
2.5.4 自动程序
图6给出了FC3的顺序功能图.
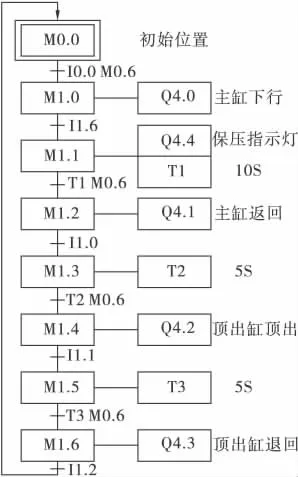
图6 顺序功能图FC3Fig.6 Sequential function diagram FC3
自动工作方式和单步工作方式都是按该液压机工艺要求进行工作,均与顺序功能图有关,因此将这2种工作方式的控制程序合并在自动程序 FC3中.其中 M0.0,M0.5,M0.6,M1.0,M1.1,M1.2,M1.3,M1.4,M1.5,M1.6为位存储器,T1,T2,T3为定时器.M0.6控制下一个动作的启动.
3 结论
采用PLC对YB32-300型液压机的整个工作过程进行自动控制,并对自动控制系统的部分功能进行模拟调试、运行,基本实现其设计功能,既可实现自动运行也可手动运行,为该型液压机在实际应用中控制系统的设计提供借鉴.
[1] 胡建.西门子S7-300/400PLC工程应用[M].北京:北京航天航空大学出版社,2008:1.
[2] 朱新才.液压传动与气压传动[M].北京:冶金工业出版社,2009:166-168.
[3] 胡大为.可编程序控制器(PLC)的选型和估算[J].化工进展,2004,23(z1):66-68.
[4] 张桂香,张志军.PLC的选型与系统配置[J].微计算机信息,2005,21(7):81-82.
[5] 白新庄.PLC的选型探讨[J].石油化工自动化,2005(5):22-24.
[6] 廖常初.S7-300/400PLC应用技术[M].北京:机械工业出版社,2008:13.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
锻压装备与制造技术(2021年2期)2021-07-19 08:50:48
当代陕西(2019年6期)2019-04-17 05:04:08
电子制作(2017年17期)2017-12-18 06:40:45
小学生导刊(2017年17期)2017-05-17 05:44:16
中国卫生(2016年5期)2016-11-12 13:25:50
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
锻压装备与制造技术(2016年3期)2016-06-05 09:36:08