
新型智能空调纤维面料的开发
2011-01-19 05:36谢光银窦海萍700485303
山东纺织科技 2011年1期
梁 燕,谢光银,窦海萍(., 70048;., 5303)
1 引言
Siwear智能调温粘胶纤维是河北吉藁化纤有限责任公司与北京巨龙博方科学技术研究院联合开发的专利技术产品,其技术关键是利用热敏相变材料在温度变化中通过固态和液化互相转化,吸收储存和释放热量,来调节人体体表温度,实现了保温和调温功能,用Siwear空调面料制作的服装和床上用品等能保持在一个令人舒适的温度范围内,故又被称为冬暖夏凉面料。
2 Siwear纤维的性能
2.1 温度调节原理
智能空调纤维是将相变蓄热材料技术与纤维织造技术相结合开发出的一种高新技术产品。智能空调纤维制品与传统纺织品的区别在于保温机理不同。传统衣物主要是通过绝热方法来避免皮肤温度降低过多,主要取决于滞留在织物内部的静止空气量,所以厚度越大、密度越小,绝热效果越好。而智能空调纤维的保温机理则是能为人体提供舒适“微气候环境”的全新保温机理,能够热调节而不仅仅是热隔绝。含有相变材料的纺织品不论外界环境温度升高还是降低,它在人体与衣物、衣物与外界环境之间能起到一个“调节器”的作用,缓冲外界环境温度的变化。
相变调温材料作用原理是利用纯物质或混合物发生相态变化或结构转变时吸收、释放的热量而进行储、放热,其特点是:储热密度大;储、放热过程是在恒温或接近恒温条件下进行;储、放热的速率具有可控性。相变储热材料是实现相变储热的介质,它在温度高于相变点时,吸收热量发生相变(融化储热过程)当温度下降,低于相变点时,发生逆向相变(凝固放热过程)。因此,适宜的相变储热材料不仅可作为能量储存的良好介质,而且特别适于制作温度调节控制材料。
2.2 纤维特点
Siwear纤维织成的织物,由于存在成千上万个具有能量转换功能的相变材料,可以不间断地吸收和释放能量来调节温度,因此织物能保持在人体舒适的温度范围,可制得冬暖夏凉的服装和床上用品。能控制服饰产品的微气候温度,适于全天舒适的热量要求;有类似于棉花或蚕丝的柔软性,与皮肤接触舒适;有良好的抗热性及凉爽效应;具有高吸湿性和抗静电性;易染色,有良好的鲜艳度;悬垂性好。
3 织物规格与流程设计
3.1 原料选配及混纺比
通过纺纱实验,Siwear粘胶纤维含量达50%时,织物的各种服用性能够达到要求,若纤维含量超过50%,影响混纺织物的风格及其折皱回复性和吸湿性。最终确定混纺比例CJ/V为50/50。两种纤维的物理性能指标见表1:

表1 两种纤维的物理性能指标
3.2 织物规格与流程设计
开发的产品主要用做服装、睡衣及床品等,为体现织物柔软舒适、细腻滑爽、条纹清晰的风格,采用缎纹组织,规格为CJ/V(50/50) 18.4/18.4 509/509 150 cm。
(1)纺纱工艺流程:
CJ:FA009自动往复抓棉机→FA105A单轴流开棉机→FA029多包混棉机→FA156型除微尘机→FA179B型喂棉箱开松→FA203A梳棉机→FA306并条机(预并)→E32条并卷联合机→E62精梳机
Siwear纤维:A002D自动抓棉机→A035混并棉机→FA106A梳针滚筒开棉机→A092振动式双棉箱给棉机→FA141A单打手成卷机→FA212梳棉机
CJ+Siwear纤维:FA311并条机(一并)→FA311并条机(二并)→FA326并条机(三并)→SFA411A型悬锭粗纱机→A512型细纱机(牵伸改造)
(2)染纱工艺流程
筒纱→松式络筒→染纱→脱水→烘干→络筒
(3)织造工艺流程
经纱:筒纱→整经→浆纱→穿筘;纬纱:筒纱;经纱+纬纱:织造→整理检验成包
4 纺部工艺配置及技术措施
4.1 开清棉工序
由于Siwear纤维中包含有微胶囊,为了防止微胶囊破裂,开清棉工序采用“短流程、多梳少打、慢速度、勤抓少抓、多混和”的工艺原则。主要工艺参数如表2所示。
4.2 梳棉工序
合理调整各工艺参数,采用轻定量、轻加压、低速度、小张力、中隔距。主要工艺参数如表3所示。

表2 开清棉主要工艺参数
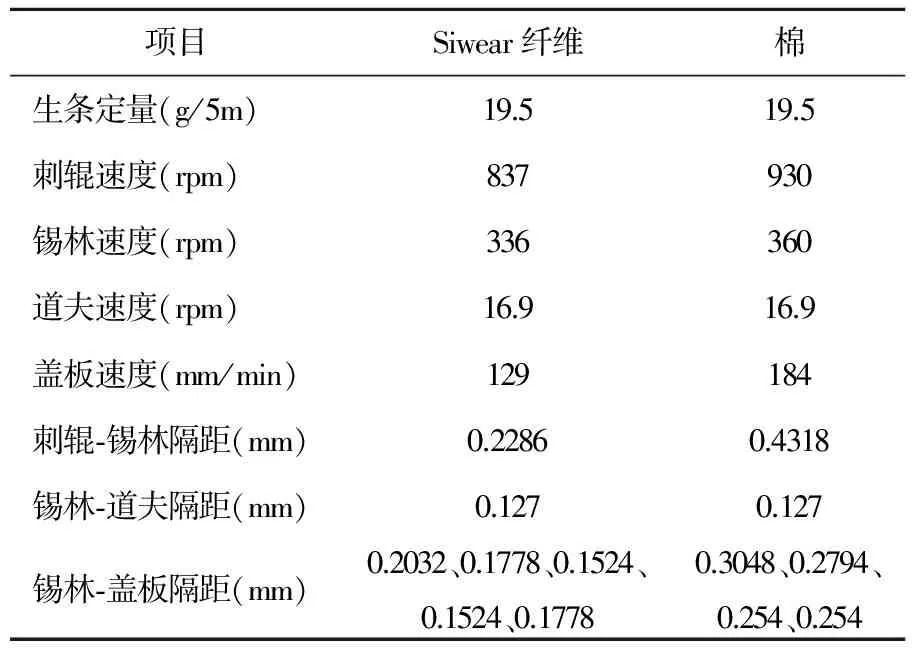
表3 梳棉主要工艺参数
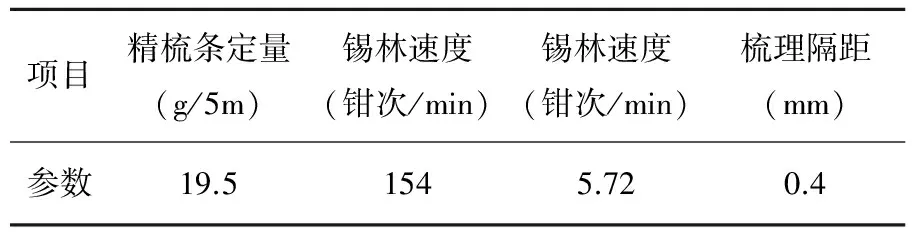
表4 精梳工序主要工艺参数
4.3 并条工序与粗纱
采用预并条及三道并条工艺,执行低定量、低速度工艺原则,改善了条干均匀度,提高了成纱质量;采用轻定量、低速度,如表5所示。
(1)并条:粘胶型Siwear空调纤维先经预并,定量:19.05 g/5 m,罗拉隔距:12 mm×7 mm×18 mm,速度:250 rpm,并合数8。
(2)混并一:定量22.00 g/5 m,隔距9 mm×7 mm×16 mm,速度250 rpm,并合数4根精梳条,3根经预并的粘胶型空调纤维条。
(3)混并二:定量20.50 g/5 m,隔距11 mm×7 mm×16 mm,速度250 rpm,并合数8根。
(4)混并三:定量19.50 g/5 m,隔距11 mm×7 mm×16 mm,速度250 rpm,并合数8根。
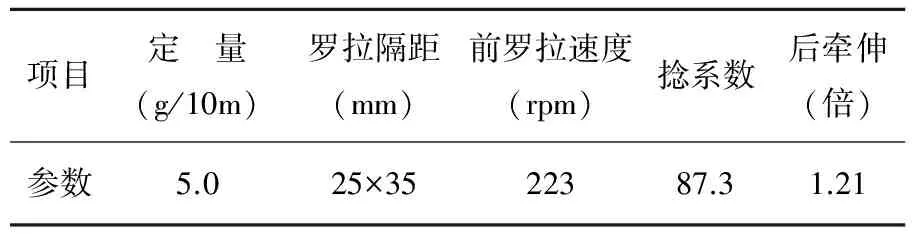
表5 粗纱主要工艺参数
4.4 细纱工序
选用A512型细纱机,合理选配钢领,钢丝圈型号,以减少毛羽,提高成纱质量。工艺参数如表6所示:

表6 细纱工艺参数
5 织部工艺研究及措施
5.1 络筒及整经工序
络整重点围绕降低毛羽,提高络整质量做工作。采用电子清纱器络筒定长,集体换筒,合理配置络整张力,保持各通道光滑,减少纱线摩擦,力争做到卷绕、排列、张力三均匀。
5.2 浆纱工序
浆纱采用卡尔迈耶进口双浆槽浆纱机。主浆料为CMC,动物胶为粘着剂,浆液配方见表7:

表7 浆料配方
浆纱工艺:浆纱车速30~35 m/min,上浆温度55~65 ℃,前压辊压力6~12 kN,后压辊压力9~15 kN,退绕张力550 N,分绞张力1 200 N,湿分绞辊3根,卷绕张力2 000 N。
上浆效果:上浆率12%,回潮率8%~9%,伸长率2%,单纱增强率36.8%,单纱减伸率16.8%,浆纱单强228.2 cN,浆纱断裂伸长率10.3%,织轴好轴率93.8%。
5.3 织造
优选喷气织机工艺,减少经纬纱断头以利于产品质量的提高,适当加大经纱张力,合理确定综框高度和开口时间、引纬时间,保持纱线通道光滑,防止毛羽增加,适当提高车间湿度,减少静电产生。并加强操作管理巡回检查,及时处理停台。通过以上措施,十万纬经向停台:3.64次/台·时,十万纬纬向停台:11.82次/台·时,织机效率达到90%以上,下机一等品率达到90%,成功开发出Siwear智能纤维服饰系列面料。
6 Siwear纤维加工时的工艺技术要点
6.1棉与Siwear粘胶纤维采用分别制条,在并条工艺再将两种成分混合。这样能保证棉纤维中的杂质的充分去除,在对棉纤维进行精梳加工时,也能彻底去除棉条中的大部分短绒,使成纱光洁、毛羽少。
6.2Siwear纤维的摩擦系数较小,在纺纱时表现为纤维之间的抱合力较差,需要对纤维加入一定量的抗滑油剂,以确保成网、成条、成纱的质量。
6.3两种纤维吸湿性都比较好,纤维的回潮率较高,纺纱车间的湿度要偏小掌握,以防止绕皮辊、罗拉,影响生产。
6.4两种纤维均为较柔性纤维,为改善成品身骨,捻系数要偏大掌握。
7 结束语
7.1生产中必须重视温湿度管理,严格控制纱线回潮率,各工序纱线通道必须光滑无毛刺,高空、机台、地面清洁和空气含尘必须符合生产管理的要求。
7.2减少毛羽是纺织厂基础管理和适用技术的综合反应,选好用好设备,抓住薄弱环节是关键。
7.3经对比两种纤维的混合比在50/50时,各种服用性能基本达到平衡。
[1] 严鹤群.喷气织机原理与使用[M].北京:中国纺织出版社,1996.
[2] 窦海萍.Outlast新型空调智能纤维面料的开发[J].上海纺织科技,2006,(10):57—58.
[3] 严鹤群.喷气织机原理与使用[M].北京:中国纺织出版社,1996.
[4] 上海市纺织工业公司《棉织手册》编写组.棉织手册(上、下册)[M].北京:中国纺织出版社,2000.
[5] 张云逸.智能纤维的生产及其发展前景[J].山东纺织科技,2010,51(2):44—46.
猜你喜欢
昆钢科技(2022年2期)2022-07-08
纺织高校基础科学学报(2021年4期)2022-01-26
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年7期)2021-08-14
棉纺织技术(2020年8期)2020-08-24
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
中国医学影像学杂志(2018年9期)2018-10-17
纺织科技进展(2018年8期)2018-08-29
纺织学报(2018年6期)2018-06-25
